


下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、培训讲义(I)焊接基本常识及常见焊接符号标注讲义(设计)一、焊接方法的简介1. 焊接概念:金属的焊接是指通过适当的手段,使两个分离的金属物体,产生原子(分子)间结合而连接成一体的连接方法。适当的手段是只加热、加压或两者并用。2. 焊接方法的分类:(1)熔化焊,(2)压力焊,(3)钎焊(1)熔化焊方法常用的有,手工电弧焊,氩弧焊,CO2气体保护焊,埋弧焊,气焊 。(2 )压力焊的方法有:点焊,缝焊,超声波焊,摩檫焊,爆炸焊。(3 )钎焊的常用方法有:火焰钎焊,烙铁钎焊,电阻钎焊。二、焊接结构的特点1 ,焊接接头的突出问题:(1)几何上的不连续性(尺寸突变,焊接缺陷)。(2 )力学性能的不均匀性。
2、(3)焊接应力与残余变形的存在。2,焊接接头的基本类型(1)焊接接头的基本构成:由焊缝、熔合区、热影响区、及邻近的母材组成。(2)焊接接头所起的作用:第一,是连接作用。第二是传力作用。(3)焊缝的重要程度分两类:联系焊缝,焊缝传递很小载荷,焊缝断裂,结构不会立即失效。承载焊缝:焊缝传递全部载荷,焊缝断裂,结构立即失效。(4)焊接结构的基本类型分为:按构造形式分为对接接头、T型(十字)接头、搭接接头、角接接头、端接接头。三、金属材料的可焊性1 ,钢材的可焊性:指在一定的焊接工艺条件下,获得优质焊接接头的难易程度,它包含两方面内容:(1)接合性能,一定的金属形成焊接缺陷的敏感性。(2)使用性能,焊
3、接接头对使用要求的适应性。2,影响钢材焊接性的主要因素:(1)钢的化学成分,轧制方法和板厚等因素。用碳当量Ceq表示:钢中合金元素对焊接性的影响折合成碳元素对焊接性的影响。Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15. 当 Ceqv 0。4%,焊接性好。0。4%-0。6%较差。 >0。6%很差。(2) 工艺因素(3)结构因素,(4)使用条件。常见的焊接用钢材有 Q235, 20#, 16Mn,Q335,1Cr18Ni9TI,0Cr18Ni9Ti , 1Cr18Ni9。四、钢结构焊接构造设计1 ,减少另部件加工的工作量。2,便于焊接操作,焊接的可达性要好,宜选用平焊或
4、横焊的焊接位置。(3)焊缝的布置应对称于构件截面中性轴,薄壁结构采用电阻点焊,侧焊 缝适当采用塞焊。(4)采用刚性较小的接头型式,避免焊缝密集和三向焊缝相交。(5)对于厚板,在T型接头、角接接头和十字接头采取防止层状撕裂措施。(6)尽量减少焊缝的数量和尺寸。(7)焊接接头宜采用对接接头、T型(十字)接头、搭接接头、角接接头和电阻点焊。(8)接头形式按 GB324-88,( 9)不同厚度钢板对接其厚度差允许值(t1-t2 ),当超过表中规定厚板加工斜坡,其坡度W 1: 4。薄板板厚t2> 5910 12> 12允许厚度差234(10)不焊透的对接焊缝,应按角焊缝计算强度,其有效厚度h
5、e。(11)全熔透的对接焊缝要求与母材等强时,he=S,不计余高。五、焊接符号的标注1, 标准GB323-88 (焊缝符号表示法)适用于金属熔焊和电阻焊。2, 焊缝符号内容包括基本符号,辅助符号,补充符号和焊缝尺寸符号。(1) 基本符号表示焊缝横断面形状的符号,标准中规定了13种基本符号。有卷边焊缝,I型焊缝,V型焊缝,单边 V型焊缝,带钝边 V型焊缝,带钝边单边 V型焊缝,带 钝边U型焊缝,带钝边J型焊缝,封底焊缝,角焊缝,塞焊缝或槽焊缝,点焊缝, 缝焊缝。(2)辅助符号是表示表面形状特征的符号,标准中规定了三种,表面平齐、凹陷、凸起。(3)补充符号:是补充说明焊缝某些特征,有带垫板,三面焊
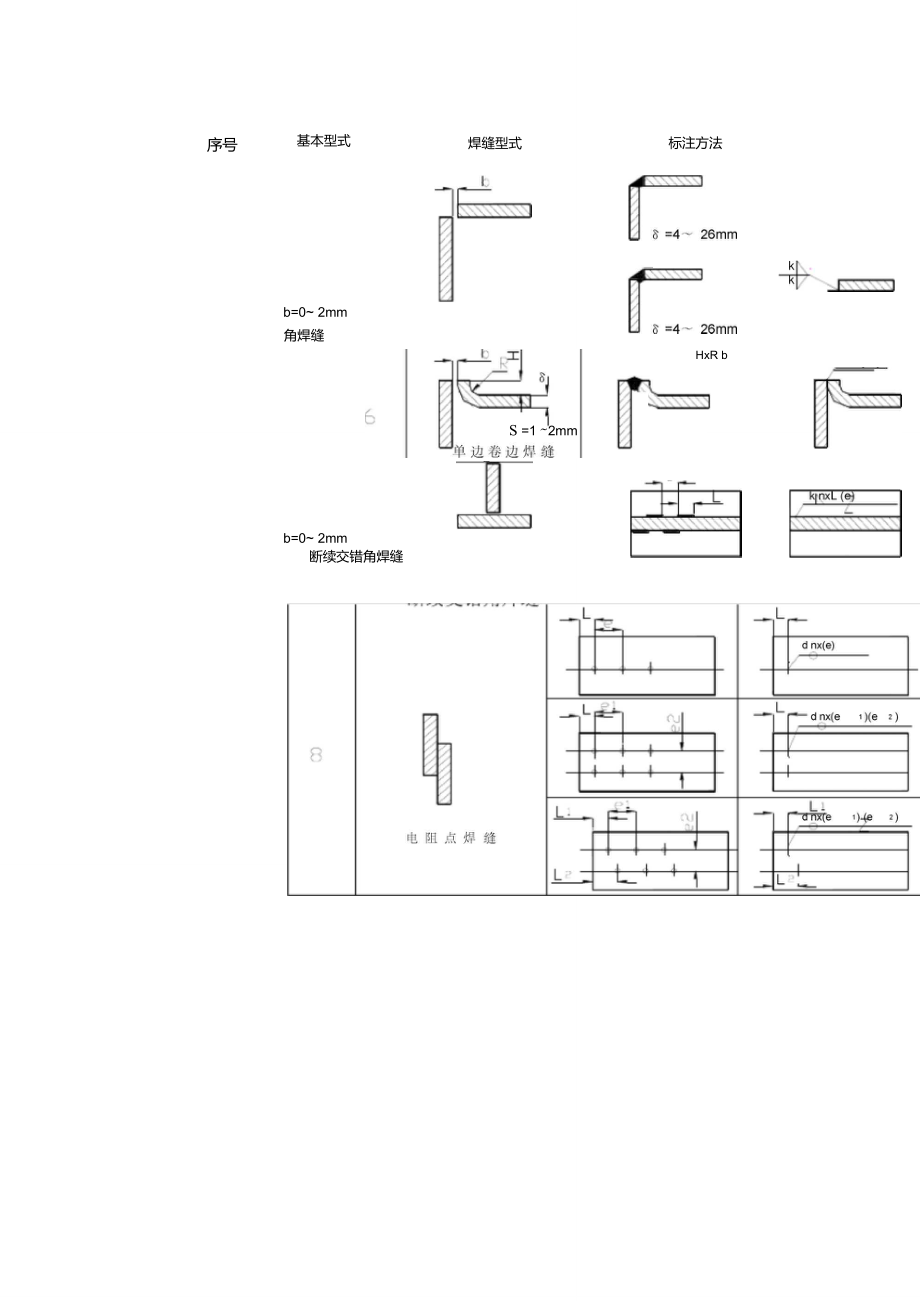
6、,周围焊,现场焊,尾部(4)焊缝尺寸符号是表示坡口和焊缝各特征尺寸的符号,共规定16种(3 :厚度,a坡口角度,b根部间隙,e焊缝间距,P钝边,H坡口深度,K焊脚尺寸,h余高 S焊缝有效厚度,R根部半径,c焊缝宽度,d熔核直径,I焊缝长度n焊缝段数,N 相同焊缝的数量,3坡口面角度。3, 焊缝符号的表示法,(1)焊缝符号一般由指引线与基本符号组成,必要时还可以加上辅_助符号,补充符号和焊缝尺寸符号。说明(1)指引线中的基准线虚线可以在实线的上侧或下侧,(2)如果焊缝在接头的箭头一侧则将基准符号标在实线侧。(3)如果焊缝在接头的非箭头一侧则将基准符号标在虚线侧。(5) 标注对称焊缝及双面焊缝,基
7、准线虚线可以省略。(5)指引线允许折弯一次。4, 焊缝尺寸及数据标注原则(1)焊缝横截面尺寸标在基本符号的左侧,(2)焊缝长度方向的尺寸标在基本符号的右侧。(3 )坡口角度、坡口面角度、根部间隙标在基本符号的上侧和下侧。(4)指引线的尾部标注相同焊缝的数量或按 GB5185标注工艺方法。(5)当标注尺寸数据较多时, 在数据前面加 相应的符号。(6)在标注单边 V型焊缝,带钝边单边 V型焊缝,J型焊缝箭头应指向坡口。(7)在基本符号右侧无标注和说明时,意味焊缝是连续的。(8)在基本符号左侧无标注和说明时,意味对接焊缝要完全熔透。常见焊缝基本型式及标注示例见3, 4页2序号基本型式焊缝型式T标注方法b=0 1mm对接I型焊缝s> 0.7 SS < 3mmV8 =3 6mm8s=0.7 818 =626mmb=03mmp=1 3mm带钝边单边V型焊缝8 =6 26mm8Lb = 13 mm p = 13 mmV型焊缝18 =6 26mmQn4b严
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2026年兰州市农村信用社联合社秋季校园招聘笔试备考题库(浓缩500题)及答案详解(新)
- 2026年潮州市农村信用社联合社秋季校园招聘笔试备考题库(浓缩500题)含答案详解(研优卷)
- 奉节县农村信用社联合社秋季校园招聘笔试备考题库(浓缩500题)附答案详解(模拟题)
- 宜宾市农村信用社联合社秋季校园招聘笔试备考题库(浓缩500题)附答案详解ab卷
- 随州市农村信用社联合社秋季校园招聘笔试备考题库(浓缩500题)附答案详解(黄金题型)
- 2026年汕尾市农村信用社联合社秋季校园招聘笔试备考题库(浓缩500题)含答案详解ab卷
- 红河州农村信用社联合社秋季校园招聘笔试备考题库(浓缩500题)附答案详解(满分必刷)
- 德阳市农村信用社联合社秋季校园招聘笔试备考题库(浓缩500题)附答案详解(轻巧夺冠)
- 2026年甘南州农村信用社联合社秋季校园招聘笔试备考题库(浓缩500题)含答案详解(满分必刷)
- 陕西省农村信用社联合社秋季校园招聘笔试备考题库(浓缩500题)附答案详解(培优)
- 城市地下综合管网管理系统建设
- 2024-2025学年安徽省合肥四十五中九年级(上)第一次月考物理试卷(含答案)
- 第12课《故宫博物馆》同步练习题(含答案)
- GB/T 17727-2024船用法兰非金属垫片
- 学生会纪检部部长竞选
- DL∕T 411-2018 电力大屏幕显示系统通 用技术条件
- 运用学习任务群理念助力学生轻松学拼音
- 第4课《社会主义基本经济制度》第三框《社会主义市场经济体制》课件(高教版2023·基础模块)
- T CEC站用低压交流电源系统剩余电流监测装置技术规范
- 全球及中国牛肉行业市场现状供需分析及市场深度研究发展前景及规划可行性分析研究报告(2024-2030)
- MOOC 社会心理学-西安交通大学 中国大学慕课答案
评论
0/150
提交评论