



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
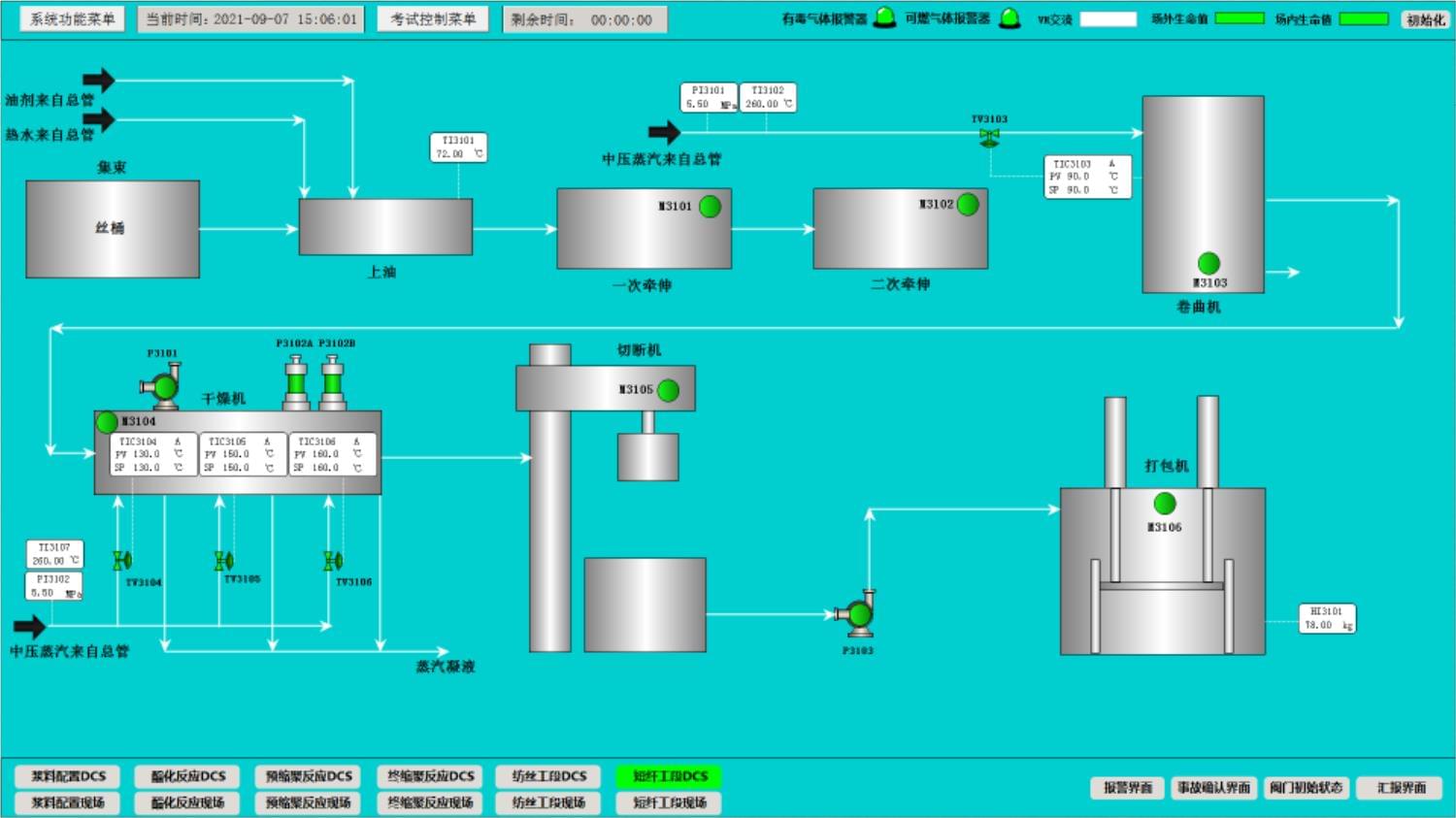
1.短纤工段:工艺流程、操作规程项目7一、短纤工段工艺流程图纤维的后加工是指对纺丝成型的初生纤维(卷绕丝)进行加工,改善纤维结构,其包括拉伸、热定形、加捻、变形加工和成品包装等工序。初生纤维的存放和集束拉伸设备及工艺卷曲设备及工艺热定型设备及工艺切断与打包一、短纤工段工艺流程图2.短纤工段:后加工设备项目7一、卷绕机
卷绕机是涤纶短纤维生产设备的重要组成部分。卷绕机接受纺丝机纺制的涤纶未牵伸纤维,给湿上油后,经过导丝辐、牵引辑,由喂入机送入盛丝桶中。
作用卷绕机主要包括机架、上油系统、吸丝器、切断器、浆块检测器、导丝辐、牵引喂入系统等。结构一、卷绕机1.上油系统它担负着给丝束上油和加湿的任务,使丝束具有抗静电效应,增加平滑性和良好的集束性,从而防止缠辐,便于后处理。一、卷绕机(1)牵引部分2.牵引喂入系统牵引部分是由一至两组牵引辊组成的牵引部件,均为上下两列交叉排列。为了在牵引导丝时不产生毛丝、减少绕辐,辊表面精磨后镀硬铬或喷涂陶瓷。一、卷绕机(2)喂入轮系统其作用是对丝束有一定的夹持力,并通过喂入轮的转动将丝束牵引至盛丝桶。喂入轮的工艺速度一般在900~1500m/min,要求高速中运行平稳。
喂入轮是一对齿形相互交错配置而不直接接触的大齿轮,在齿形交错的间隙里,恰好握持丝束,轮齿的表面喷涂A12O3,两轮的中心距可以根据需要自由调节,当喂入轮产生缠辗时,两轮的中心距可以自由张开。2.牵引喂入系统一、卷绕机(3)空气喂入系统2.牵引喂入系统洛阳石化引进装置釆用空气喷射丝束喂入系统,该系统没有喂入轮、减速机等,由压缩空气将丝束喂入盛丝桶。二、盛丝装置用于接受由牵引喂入机输出的未牵伸丝束(原丝),并把丝束均匀有规律地平铺在盛丝桶中,满桶时能自动定时换桶。作用结构盛丝装置的结构大体上分为两种。一种是履带式液压驱动,系统配有完整的液压系统,通过液压马达、蜗杆减速器驱动履带,实现丝桶纵向往复运动;通过串联组合式液压缸驱动台车,实现丝桶的横向往复运动。另一种是托辍式变频驱动,通过变频电机、蜗杆减速器和链传动系统,驱动托辐实现丝桶的纵向往复运动;通过变频电机、蜗杆减速器、万向联轴器,直接驱动台车车轮,实现丝桶的横向往复运动。二、盛丝装置三、后处理牵伸机短纤维后处理牵伸机一般为悬臂式牵伸辐结构,牵伸辐平行上下交替排列,齿轮传动。根据不同的工艺要求,在不同位置的牵伸辐上设有橡胶压馄,以增大牵伸辐对丝束的握持力,完成对丝束的牵伸,同时挤去多余的水分,橡胶压相由汽缸来提供压紧力,压紧力可根据工艺要求来设定。在第二、第三牵伸机的牵伸相上一般都设有压紧式毛刷装置,以刷去牵伸过程中产生的毛丝,避免产生缠辐。每台牵伸机都配有独立的强制润滑系统。通过在各牵伸机之间设定不同速比(牵伸倍率),来完成对丝束的拉伸。作用结构三、后处理牵伸机四、紧张热定型机用于对丝束进行高温和有张力条件下的热定型,是生产高强纤维产品的主要设备。3.短纤工段:后加工原理、工艺控制项目7CONTENT后加工的意义及工艺流程01初生纤维的存放和集束02拉伸工艺控制03卷曲工艺控制04热定型工艺控制05切
断06打包070203棉型线密度为1.5~2.1
dtex的普通棉型和高强棉型,高强棉型的断裂强度大于等于4.80
cN/dtex中长型线密度为2.2~3.2
dtex毛型线密度为3.3~6.0
dtex涤纶短纤维聚酯纤维后加工是指对纤维成形的初生纤维(卷绕丝)进行加工,以改善纤维的结构,使其具有优良的使用性能。采用常规纺丝法,纺丝速度低,卷绕丝取向度低,导致纤维强度低。将纤维进行拉伸,使纤维中大分子取向,提高纤维强度。一、后加工的意义及工艺流程聚酯纤维后加工是指对纤维成形的初生纤维(卷绕丝)进行加工,以改善纤维的结构,使其具有优良的使用性能。拉伸后的纤维强度虽高,但是内应力较大,在热作用下会发生收缩,尺寸稳定性不好。将纤维进行热定型,消除内应力,提高尺寸稳定性。一、后加工的意义及工艺流程一、后加工的意义及工艺流程卷绕丝通过拉伸、卷曲、热处理、切断等工序,使纤维结构和表面形态发生改变,从而具有良好的物理机械性能,以满足纺织加工的需要。前纺纺丝速度500-1200m/min纤维状况聚向度和结晶度低、强度低、伸长率大、尺寸稳定性差、抱合性差。一、后加工的意义及工艺流程卷曲:增强纤维抱合力拉伸:提高纤维强度热定型:稳定纤维结构一、后加工的意义及工艺流程工艺流程集束A拉伸B定型C卷曲D上油E切断F打包GPET短纤维后加工工艺流程图1—集束架2—八辊导丝机3—导丝架4—一道七辊5—油剂浴加热器6—二道七辊7—热水或过热蒸汽加热器8—三道七辊9—紧张热定型机10—油冷却槽11—四道七辊12—重叠架13—二辊牵引机14—张力机15—卷曲机16—皮带输送机17—松弛热定型机18—捕结器19—牵引机20—切断机21—打包机一、后加工的意义及工艺流程一、后加工的意义及工艺流程短纤维后加工联合机:二、初生纤维的存放和集束目的:1.消除和平衡内应力
2.前纺油剂均匀扩散条件:恒温、恒湿时间:8-24小时
存放时间↑→减少或消除内应力→预取向度降低→直至最终趋于平衡→前纺油剂均匀扩散,改善纤维拉伸性能,纤维结构稳定→细颈角分布均匀↓→后拉伸不匀↑→拉伸断头1.存放刚成形的初生纤维,结构不太稳定二、初生纤维的存放和集束1.存放二、初生纤维的存放和集束涤纶卷绕丝双折射与存放时间的关系1.存放二、初生纤维的存放和集束集束:将若干个丝桶中的初生纤维引出,穿过集束架上的导丝器,集成一束扁平的丝束。流程:若干桶丝条→集束架上各导丝钩→大股扁平丝束→去拉伸机注意:小股丝束无扭结和荡丝;张力均匀(紧张状态无拉伸);车间恒温恒湿(防止油剂和水分大量挥发设备:升降架(装分丝装置、张力架)+卷扬机+上架2.集束的工艺控制二、初生纤维的存放和集束集束纤维的总线密度由拉伸机与卷曲机生产能力决定30-150万dtex集束张力0.0044cN/dtex存放时间和条件存放温度:20-28℃相对湿度:65%-75%集束桶数的计算集束工艺2.集束的工艺控制三、拉伸工艺控制拉伸:通过外界机械的强制作用,迫使初生纤维在一定温度下产生单轴形变的过程。通过拉伸使纤维的结构单元获得稳定的取向结构,达到提高成品纤维强度的目的。拉伸过程分子运动单元:链段
、分子链小尺寸取向大尺寸取向1.拉伸的定义及目的五辊或七辊拉伸机,各道拉伸机之间设置加热器(油浴加热、水浴加热、热水喷林、蒸汽喷射)
LVD801型七辊拉伸机为例:三道七辊拉伸机+一道七辊拉伸或回缩机二、三道七辊拉伸机的每只拉伸辊上有一个毛刷(清除毛丝)每道七辊拉伸机上有1~2只橡皮压辊(可升降)一级拉伸:一道、二道七辊之间有热水(含油剂)浴拉伸槽(淹没并加热纤维)
两极拉伸:二道、三道七辊之间有蒸汽加热箱或热水浴槽三、拉伸工艺控制2.拉伸设备(1)干拉伸(空气浴)①室温拉伸
条件:玻璃化温度低于室温
例外:丙纶、锦纶干热拉伸:加热介质(空气),空气传热效果差,要求温度高或拉伸应力大,拉伸困难②热拉伸
加热方式:热盘、热板、热箱3.拉伸过程的进行方式三、拉伸工艺控制(2)蒸汽浴拉伸①饱和蒸汽浴拉伸腈纶②过热蒸汽浴拉伸聚酯3.拉伸过程的进行方式三、拉伸工艺控制(3)湿热拉伸:加热介质(油、热水、蒸汽),聚酯玻璃化温度降低(降低20℃),有利于拉伸。
第一级拉伸:Ⅰ、Ⅱ段→拉伸应力较小→要求的加热温度较低→热水含油剂)浴加热
第二级拉伸:Ⅲ段→拉伸应力较大→要求的加热温度较高→过热蒸汽或沸水加热3.拉伸过程的进行方式三、拉伸工艺控制4.拉伸过程的工艺流程及设备简介
三、拉伸工艺控制工艺流程补充油剂上油拉伸辊按丝前进方向,直径递增过热蒸汽箱进一步加热丝条,保证温度均匀八辊导丝纤维分成片状油水浴槽加热丝条三、拉伸工艺控制拉伸温度拉伸速度拉伸倍数及分配拉伸点的控制拉伸介质的选用工艺条件三、拉伸工艺控制设备:导丝机,拉伸机,加热机拉伸工艺:分两级拉伸
①温度:
第一级:Tg以上,70℃~90℃
第二级:150℃~180℃②拉伸速度:一般出丝速度为140-180m/min③拉伸倍数:纺丝速度为1000m/min时,拉伸总倍数是4倍左右。其中
第一段控制在3.5-3.8之间,第二段控制在1.2倍左右。
纺丝速度增加时,总拉伸倍数应适当降低。
三、拉伸工艺控制小结四、卷曲工艺控制卷曲目的增加纺纱时纤维之间的摩擦力和抱合力赋予织物优良的保暖性提高纤维和纺织品的弹性,改善织物的抗皱性;卷曲方法卷曲度高,稳定性好化学卷曲法卷曲是折叠的,稳定性较差机械卷曲法四、卷曲工艺控制方法:在热水或水蒸汽加热下,通过化学卷曲或机械挤压获得卷曲效果。
一般棉型纤维5-7个曲/厘米,毛型3-5个曲/厘米四、卷曲工艺控制SL561A和SL561B型卷曲机的结构示意图1—上卷曲轮;2—下卷曲轮;3—卷曲刀;4—下卷曲刀;5—重锤;6—导丝板丝束→上、下卷曲轮夹持(压缩空气加压)→卷曲箱(重锤加压,由上、下卷曲刀与侧板构成一扁平状)→丝束在此手挤压形成卷曲四、卷曲工艺控制四、卷曲工艺控制卷曲后的纤维五、热定型设备及工艺控制1.紧张热定型:定义:丝束于张力作用下热处理消除纤维内应力,提高纤维的尺寸稳定性,并且进一步改善其物理机械性能。使拉伸,卷曲效果固定,并使成品纤维符合要求。作用:极少量拉伸→极小张力→大分子结构被迫固定→解取向↓→纤维强度↑、断裂伸长↓
消除纤维拉伸中的内应力→大分子松弛→结晶度↑、弹性↑、断裂伸长↓、热收缩↓、尺寸稳定↑设备:紧张热定型机(热辊筒式——丝束上下表面在各辊筒间交替受热均匀;热板式)五、热定型设备及工艺控制紧张热定型紧张热定型机热辊筒结构示意图1—辊筒本体;2—夹套空间装有联苯;3—电热棒;4一绝热层1.紧张热定型:工艺控制:高强低伸纤维(先紧张热定型,后松弛热定型)张力热定型(热定型辊速度>拉伸速度)收缩热定型(热定型辊速度<拉伸速度)定长热定型(速度热定型辊速度=拉伸速度)干燥区(前四辊110~120℃);热定型区(后五辊165~190℃);8~12s;五、热定型设备及工艺控制1.紧张热定型:五、热定型设备及工艺控制2.松弛热定型:定义:丝束于自由状态下热处理作用:固定卷曲度消除纤维拉伸中的内应力→大分子松弛→结晶度↑、弹性↑、断裂伸长↓、热收缩↓、尺寸稳定↑
圆网式松弛热定型机1—输送带;2—圆网;3—滚筒;4—出口;5—传动;6—马达;7—鼓风机;8—加热器;9—空气导流板10—调节器;六、切断短纤维切断长度由纤维品种而定:
棉型38±6mm%;中长纤维51
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 《悲惨世界》读后感心得体会10篇
- 部编版四年级下册道德与法治期末测试卷含完整答案【名校卷】
- 人教版七年级英语上册Unit 5 Do you have a soccer ball Section A 1a-1c表格式教案
- 小学六年级下册数学期末测试卷附完整答案【典优】
- 人教版六年级下册数学期末测试卷【夺冠】
- 人教版六年级下册数学期末测试卷及答案【夺冠系列】
- 人教版四年级下册数学期末测试卷及完整答案【名师系列】
- 人教版四年级下册数学期末测试卷及完整答案(网校专用)
- 小学六年级下册数学期末测试卷【培优】
- 小学六年级下册数学期末测试卷【必考】
- 2024年“纪念6.9国际档案日”知识竞赛有奖竞答题
- 北师版八下物理《第八章压强与浮力》作业设计
- 2024年山东省济南市中考数学模拟试卷(三)(含答案)
- 健康及其条件课件省公开课一等奖新名师课比赛一等奖课件
- 数字化藏族纹样设计智慧树知到期末考试答案章节答案2024年西藏大学
- 2024届广东省广州海珠区四校联考中考物理押题卷含解析
- 2024年全球光伏板清扫机器人行业总体规模、主要企业国内外市场占有率及排名
- 《超声诊断技术》期末考试试卷附答案
- 云南特色民间工艺智慧树知到期末考试答案章节答案2024年云南艺术学院
- 数字孪生系统的信息安全评估与风险管理
- 中国舞蹈基础智慧树知到期末考试答案章节答案2024年中国石油大学(华东)
评论
0/150
提交评论