



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
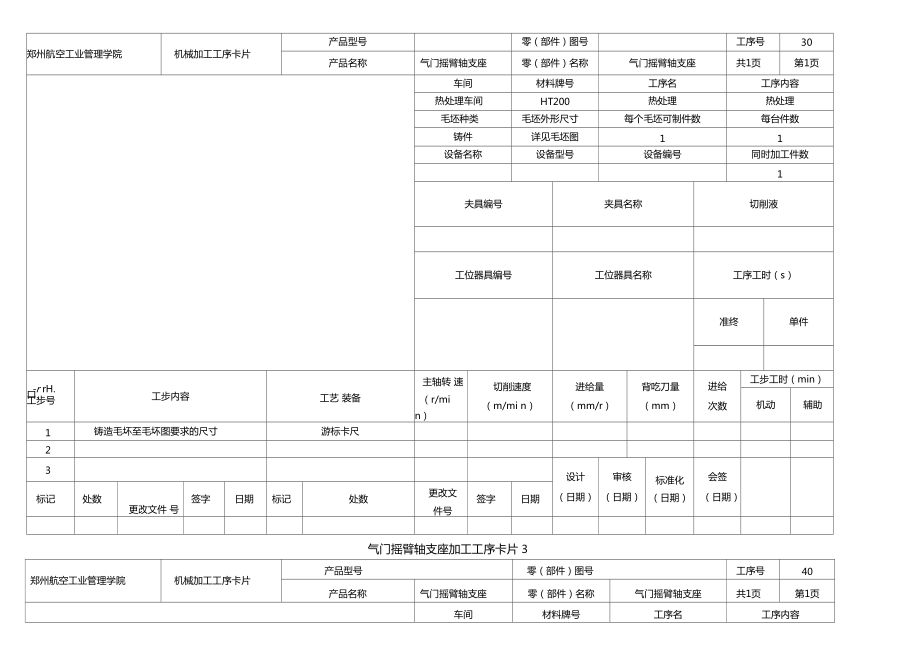
1、气门摇臂轴支座加工工序卡片1郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号10产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1页第1页车间材料牌号工序名工序内容铸造车间HT200铸造铸造毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设备名称设备型号设备编号同时加工件数1夫具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件-r rH. 口、 工步号工步内容工艺 装备主轴转 速(r/mi n)切削速度(m/mi n)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1铸造毛坏至毛坏图要求的尺寸游标卡尺23设计(日期)审核(日
2、期)标准化 (日期)会签(日期)标记处数更改文件 号签字日期标记处数更改文 件号签字日期气门摇臂轴支座加工工序卡片 2郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号30产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1页第1页车间材料牌号工序名工序内容热处理车间HT200热处理热处理毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设备名称设备型号设备编号同时加工件数1夫具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件-r rH. 口、 工步号工步内容工艺 装备主轴转 速(r/mi n)切削速度(m/mi n)进给量(mm/r)背吃刀量(mm
3、)进给次数工步工时(min)机动辅助1铸造毛坏至毛坏图要求的尺寸游标卡尺23设计(日期)审核(日期)标准化 (日期)会签(日期)标记处数更改文件 号签字日期标记处数更改文 件号签字日期气门摇臂轴支座加工工序卡片 3郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号40产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1页第1页车间材料牌号工序名工序内容铳削车间HT200铳削粗铳毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设备名称设备型号设备编号同时加工件数铳床X52K立式铳床1夫具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件-r rH. 口
4、、 工步号工步内容工艺 装备主轴转 速(r/mi n)切削速度(m/mi n)进给量(mm/r)背吃刀量(mm)进给 次数工步工时(min)机动辅助1以36mm下底面以及?28外圆端面定 位,粗铳?22上端面X52K立式铳床,硬质合金端 铳刀,游标卡尺255652310.0623设计(日期)审核(日期)标准化 (日期)会签(日期)标记处数更改文件 号签字日期标记处数更改文 件号签字日期气门摇臂轴支座加工工序卡片 4郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号50产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1页第1页车间材料牌号工序名工序内容铳削车间HT200铳削粗铳
5、,半精铳毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设备名称设备型号设备编号同时加工件数铳床X52K立式铳床1夫具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件-r rH. 口、 工步号工步内容工艺 装备主轴转速(r/mi n)切削速度(m/mi n)进给量(mm/r)背吃刀量(mm)进给 次数工步工时(min)机动辅助1以粗铳后的?22上端面以及?28外圆端面 定位,粗铳36mm下底面;X52K立式铳床,硬质合 金端铳刀,游标卡尺258642310.092以粗铳后的?22上端面以及?28外圆端面 疋位,半精铳36mm下底面4951232110.093设计(
6、日期)审核(日期)标准化 (日期)会签(日期)标记处数更改文件 号签字日期标记处数更改文件 号签 字日期气门摇臂轴支座加工工序卡片 5郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号60产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1页第1页车间材料牌号工序名工序内容钻削车间HT200钻削钻削加工毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设备名称设备型号设备编号同时加工件数钻床Z525立式钻床1夫具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件-r rH. 口、 工步号工步内容工艺 装备主轴转速(r/mi n)切削速度(m/mi n)
7、进给量(mm/r)背吃刀量(mm)进给 次数工步工时(min)机动辅助1以加工后的36mm下端面,36mm底座左端 面以及?28端面定位,钻?11的通孔Z525 立1式钻床,©11直右,游标卡尺,1360470.110.362柄麻花钻 塞规3设计(日期)审核(日期)标准化 (日期)会签(日期)标记处数更改文件 号签字日期标记处数更改文件 号签 字日期气门摇臂轴支座加工工序卡片 6郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号70产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1页第1页车间材料牌号工序名工序内容铳削车间HT200铳削粗铳,半精铳毛坯种类毛坯外形尺
8、寸每个毛坯可制件数每台件数铸件详见毛坯图11设备名称设备型号设备编号同时加工件数铳床X52K立式铳床1夫具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件-r rH. 口、 工步号工步内容工艺 装备主轴转速(r/mi n)切削速度(m/mi n)进给量(mm/r)背吃刀量(mm)进给 次数工步工时(mi n)机动工步工时(mi n)辅助1以加工后的?11内孔表面,半精铳后的 36mm下端面以及 ?28前端面定位,粗 铳?28后端面,X52K立式铳床,硬质合 金端铳刀,游标卡尺255642210.082以加工后的?11内孔表面,半精铳后的 36mm下端面以及 ?28前端面定位,粗
9、 铳?26后端面255642310.073以加工后的?11内孔表面,半精铳后的 36mm下端面以及?28前端面定位,半精 铳?28后端面4901232110.07标记处数更改文件 号签字日期标记处数更改文件 号签 字日期设计(日期)审核(日期)标准化 (日期)会签(日期)气门摇臂轴支座加工工序卡片 7郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号80产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1页第1页车间材料牌号工序名工序内容铳削车间HT200铳削粗铳,半精铳毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设备名称设备型号设备编号同时加工件数铳床X52
10、K立式铳床1夫具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件-r rH. 口、 工步号工步内容工艺 装备主轴转速(r/mi n)切削速度(m/mi n)进给量(mm/r)背吃刀量(mm)进给 次数工步工时(mi n)机动工步工时(mi n)辅助1以加工后的?11内孔表面定位,半精铳后 的36mm下端面以及?28后端面定位,粗 铳?26前端面,粗铳?28前端面,半精 铳?26前端面X52K立式铳床,硬质合 金端铳刀,游标卡尺255642210.072以加工后的?11内孔表面,半精铳后的 36mm下端面以及 ?28 前端面定位,粗 铳?28前端面255642210.083以加工
11、后的?11内孔表面,半精铳后的 36mm下端面以及?28前端面定位,半精 铳?28前端面255642110.08标记处数更改文件 号签字日期标记处数更改文件 号签 字日期设计(日期)审核(日期)标准化 (日期)会签(日期)气门摇臂轴支座加工工序卡片 8郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号90产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共2页第1页车间材料牌号工序名工序内容钻削车间HT200钻削钻扩绞毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设备名称设备型号设备编号同时加工件数镗床Tx611卧式镗床1夫具编号夹具名称切削液工位器具编号工位器具
12、名称工序工时(s)准终单件-r rH. 口、 工步号工步内容工艺 装备主轴转速(r/mi n)切削速度(m/mi n)进给量(mm/r)背吃刀量(mm)进给 次数工步工时(mi n)机动工步工时(mi n)辅助1以加工后的?11内孔表面,半精铳后的36mn下端面C, ?28端面G或F定位,钻?17 的通孔Tx611卧式镗床麻花 钻、扩孔钻、机用铰刀Tx611卧式镗床,麻花 钻、扩孔钻、机用铰 刀,?20的钻咀1124600.11710.352扩?17的通孔至?17.8510005610.42510.453粗铰?17.85的通孔至*17.941000560.20.04510.454精铰?17.9
13、4通孔至?18H81000700.20.0310.455两端1X45°的倒角1200600.11处数更改文件 号签字日期标记处数更改文件 号签 字日期设计(日期)审核(日期)标准化 (日期)会签(日期)气门摇臂轴支座加工工序卡片 9郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号100产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共2页第1页车间材料牌号工序名工序内容钻削车间HT200钻削钻扩绞毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设备名称设备型号设备编号同时加工件数镗床Tx611卧式镗床1夫具编号夹具名称切削液工位器具编号工位器具名称工序
14、工时(s)准终单件-r rH. 口、 工步号工步内容工艺 装备主轴转速(r/mi n)切削速度(m/mi n)进给量(mm/r)背吃刀量(mm)进给 次数工步工时(mi n)机动工步工时(mi n)辅助1以加工后的?11内孔表面,以加工后的 36mm下端面,?28端面定位,钻?15的通 孔的通孔,Tx611卧式镗床,麻花 钻、扩孔钻、机用铰刀Tx611卧式镗床,麻花 钻、扩孔钻、机用铰 刀,?18的钻咀1000470.11510.262扩?15的通孔至?15.851000490.10.42510.243粗铰?15.85的通孔至?15.951000500.20.0510.244精铰?15.95通孔至?16H61000500.20.02510.125两端1X45°的倒角1200600.11处数更改文件签字日期号标记处数更改文件签号字日期设计(日期)审核标准化(日期)(日期)会签(日期)气门摇臂轴支座加工工序卡片10郑州航空工业管理学院机械加工工产品型号零(部件)图号工序号110序卡片产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1页第1页车间材料牌号工序名工序内容钻削车间VHT200P钻削钻削毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设备名称设备型号设备编号同时加工件数钻床Z525立式钻床1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 中药新药研发策略优化:2025年现代化进程与市场潜力预测
- 宠物保健品市场细分需求研究:2025年宠物消费与产品创新深度报告
- 远程医疗在偏远地区医疗服务中的患者满意度调查与分析报告
- 咸阳师范学院《舞蹈V》2023-2024学年第一学期期末试卷
- 数字化时代银行零售业务营销策略优化报告
- 江西省吉安市遂州县2025届初三联合调研考试(语文试题理)试题含解析
- 家具生产工艺与设计考题试题及答案
- 山东外事职业大学《立法学》2023-2024学年第二学期期末试卷
- 江西省彭泽县市级名校2025年中考模拟考试试题数学试题试卷含解析
- 上海市徐汇区名校2024-2025学年下学期初三数学试题期末教学质量检测试题含解析
- 2021年信阳市罗山县中医院医护人员招聘笔试试题及答案解析
- DB32-T 2665-2014机动车维修费用结算规范-(高清现行)
- 2022年新高考湖南化学高考真题(word版含答案)
- Product Monitoring产品监视与测量程序(中英文)
- SB∕T 10170-2007 腐乳
- 外贸进出口流程图
- 部编人教版小学五年级下册语文文言文阅读理解课后专项练习
- 皮肤管理--ppt课件
- 双向气动插板门使用说明书
- 水利水电工程毕业设计---水闸设计
- (完整版)2019年高考数学浙江卷(附答案)
评论
0/150
提交评论