



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
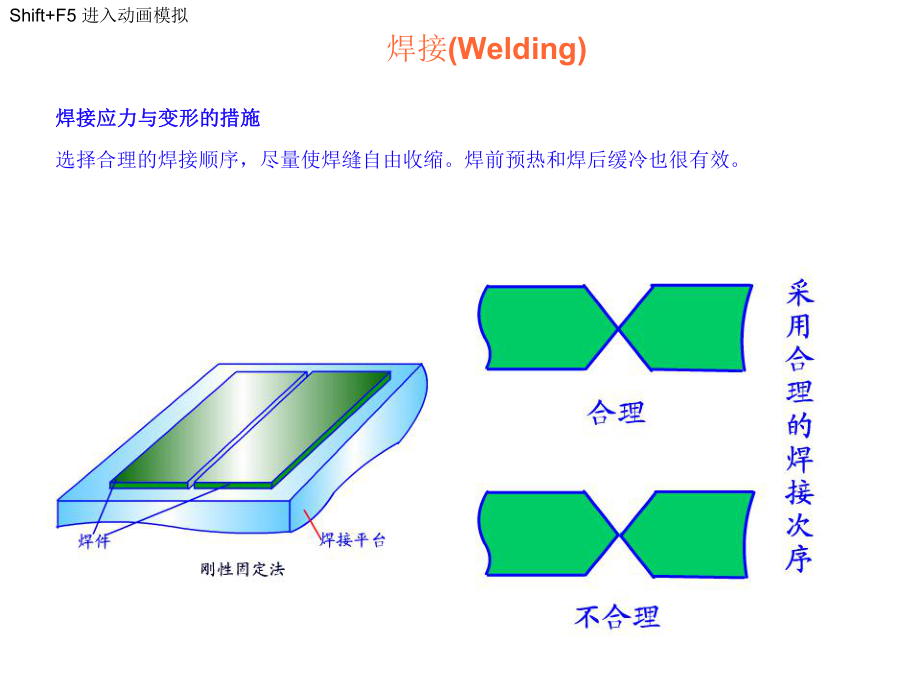
1、Shift+F5 进入动画模拟焊接应力与变形的措施焊接应力与变形的措施选择合理的焊接顺序,尽量使焊缝自由收缩。焊前预热和焊后缓冷也很有效。 焊接(Welding)Shift+F5 进入动画模拟 磨削的主要特点是利用磨粒组成的固结磨具、半固结磨具和游离磨粒对高硬度材料或精度和表面质量要求高的零件进行加工的一种加工方法。 磨削加工的范围很广,它可以利用不同类型的磨床分别磨削外圆、内孔、平面、沟槽和成形面等,如表所示。磨削加工(Grinding)表 磨削可加工的各种型面 动画13 磨外圆面动画14 磨内圆面动画15 磨平面191Shift+F5 进入动画模拟钻削加工(Drilling)钻削加工基本特
2、征和类型钻削加工基本特征和类型 钻削加工在切削加工中应用很广,主要有钻孔、扩孔、锪孔、铰孔、攻丝和套丝等。钻削加工一般可在钻床上和在车床上进行,在钻床上可完成表所示内容。动画:在钻床上可完成的工作动画40钻孔动画41扩孔动画42铰柱孔Shift+F5 进入动画模拟 车削加工时,工件作回转运动,车刀作进给运动,刀尖点的运动轨迹在工件回转表面切除一定的材料,从而形成所要求的工件的形状。车削能形成的工件型面有内表面和外表面的圆柱面、端面、圆锥面、球面其它特殊型面,如表所示车削加工车削加工(Turning)(Turning)Shift+F5 进入动画模拟163 铣削加工是用铣刀对工件进行切削加工的方法
3、。铣刀是多齿刀具,铣削时铣刀回转运动是主运动,工件作直线或曲线运动,是进给运动。铣刀一般有几个齿同时参加切削,铣削能形成的工件型面有平面、槽、成形面和其他特殊型面,如动画所示。铣削加工铣削加工(Milling)(Milling)Shift+F5 进入动画模拟刨削加工(Planing) 刨削是以刨刀相对工件的往复直线运动与工作台(或刀架)的间歇进给运动实现切削加工的。刨削主要用于加工平面、斜面、沟槽或成形表面,如动画所示。Shift+F5 进入动画模拟175镗削加工(Boring) 镗削加工通常作为大型和箱体零件上的孔的半精加工或精加工工序,其切削运动由刀具回转来实现,进给运动可通过工件或刀具的
4、移动来完成。在镗床上可以完成钻孔、镗孔、车外圆、车螺纹、车端面和铣平面等工作,如动画所示。Shift+F5 进入动画模拟金属热处理金属热处理是将固态金属或合金采用适当的方法进行加热、保温和冷却,获得所需要的组织结构与性能的工艺。右图为 热处理的基本工艺过程的温度-时间关系曲线。热处理用于消除上一工艺过程所产生的金属材料内部组织结构上的某些缺陷,改善切削性能,还可进一步提高金属材料的性能,充分发挥材料性能的潜力。因此,大部分机器零件都要进行热处理。金属热处理可分为整体处理、表面热处理和化学热处理。整体处理包括:退火、正火、淬火和回火等表面热处理和化学热处理主要有表面淬火、渗碳和渗氮等工艺。金属热
5、处理金属热处理(Metal heat treatment )Shift+F5 进入动画模拟金属热处理金属热处理(Metal heat treatment )退火退火是将工件加热到适当温度,根据材料和工件尺寸采用不同的保温时间,然后进行缓慢冷却,目的是使金属内部组织达到或接近平衡状态,获得良好的工艺性能和使用性能,或者为进一步淬火作组织准备。 正火正火是将工件加热到适宜的温度后在空气中冷却,正火的效果同退火相似,只是得到的组织更细,常用于改善材料的切削性能,也有时用于对一些要求不高的零件作为最终热处理。淬火淬火是将工件加热保温后,在水、油或其它无机盐、有机水溶液等淬冷介质中快速冷却。目的是提高钢
6、件的硬度和耐磨性回火回火是钢件淬硬后同时变脆。为了降低钢件的脆性,将淬火后的钢件在高于室温而低于710的某一适当温度进行长时间的保温,再进行冷却 .表面热处理表面热处理是只加热工件表层,以改变其表层力学性能的金属热处理工艺。为了只加热工件表层而不使过多的热量传入工件内部,使用的热源须具有高的能量密度,即在单位面积的工件上给予较大的热能,使工件表层或局部能短时或瞬时达到高温。表面热处理的主要方法,有激光热处理、火焰淬火和感应加热热处理,常用的热源有氧乙炔或氧丙烷等火焰、感应电流、激光和电子束等。 化学热处理化学热处理是通过改变工件表层化学成分、组织和性能的金属热处理工艺。化学热处理与表面热处理不
7、同之处是后者改变了工件表层的化学成分。化学热处理是将工件放在含碳、氮或其它合金元素的介质(气体、液体、固体)中加热,保温较长时间,从而使工件表层渗入碳、氮、硼和铬等元素。化学热处理的主要方法有渗碳、渗氮、渗金属、复合渗等。 Shift+F5 进入动画模拟铝板拉丝其实是一种修复工艺,也可起美观作用。根据效果可分为直纹、乱纹、波纹等。并且一般是先拉丝再电镀。 直纹拉丝是指在铝板表面用机械磨擦的方法加工出直线纹路。它具有刷除铝板表面划痕和装饰铝板表面的双重作用。 乱纹拉丝是在高速运转的铜丝刷下,使铝板前后左右移动磨擦所获得的一种无规则、无明显纹路的亚光丝纹。这种加工,对铝或铝合金板的表面要求较高。
8、波纹一般在刷光机或擦纹机上制取。利用上组磨辊的轴向运动,在铝或铝合金板表面磨刷,得出波浪式纹路。 旋纹也称旋光,是采用圆柱状毛毡或研石尼龙轮装在钻床上,用煤油调和抛光油膏,对铝或铝合金板表面进行旋转抛磨所获取的一种丝纹。 拉丝拉丝( ( Draw-bench ) )Shift+F5 进入动画模拟阳极处理又称为阳极着色处理,也被称做腐蚀处理,俗称:氧化处理。铝的阳极处理是金属表面借由电流作用而形成的一层氧化物膜,颜色丰富、色泽优美、电绝缘性好并且坚硬耐磨,抗腐蚀性极高。其基本原理为:在电极和电解液的作用下,表层的铝离子会被分解到电解液中和颜料离子混合后,再将电极反转,使铝离子和颜料离子再重新附着
9、到铝件的表面上,这样就能镀上颜色均匀、附着力强的氧化物薄膜。在这个过程中要注意控制电极作用的时间,以保持铝件的厚度不变。封孔(Sealing)为阳极处理的后处理,是将吸附染料的微孔状氧化层与水反应,生成水含氧化铝,使氧化铝的体积增加;封闭表面微孔,形成非导电性膜层;还可防止再吸附造成的膜层污染;增加着色的牢固性;提高表面耐磨性和耐气候性等。 阳极处理阳极处理( (Anodized ) )Shift+F5 进入动画模拟 喷砂处理是为了获得膜光装饰或细微反射面的表面,以符合光泽柔和等特殊设计需要。同时,可以使丝印时印料和承印物的结合更牢固。喷砂通常在专用喷砂机内进行。根据砂面粗细程度的要求,选择适
10、当目数的石英砂,喷制成适当的砂面。均匀适度的喷砂处理,基本上可克服铝材表面的常见缺陷。喷砂处理喷砂处理( (Sand blasting) )Hydra main chassis grit blasting surface(当完成机加工后,工件表面需要先进行喷砂处理,然后进行喷涂,以增加涂料的附着力)喷砂前喷砂后Shift+F5 进入动画模拟数控加工(NC machining)数控加工原理数控加工原理 当我们使用机床加工零件时,通常都需要对机床的各种动作进行控制,一是控制动作的先后次序,二是控制机床各运动部件的位移量。采用普通机床加工时,这种开车、停车、走刀、换向、主轴变速和开关切削液等操作都是
11、由人工直接控制的。采用自动机床和仿形机床加工时,上述操作和运动参数则是通过设计好的凸轮、靠模和挡块等装置以模拟量的形式来控制的,它们虽能加工比较复杂的零件,且有一定的灵活性和通用性,但是零件的加工精度受凸轮、靠模制造精度的影响,而且工序准备时间也很长。采用数控机床加工零件时,只需要将零件图形和工艺参数、加工步骤等以数字信息的形式,编成程序代码输入到机床控制系统中,再由其进行运算处理后转成驱动伺服机构的指令信号,从而控制机床各部件协调动作,自动地加工出零件来。当更换加工对象时,只需要重新编写程序代码,输入给机床,即可由数控装置代替人的大脑和双手的大部分功能,控制加工的全过程,制造出任意复杂的零件
12、。205Shift+F5 进入动画模拟数控机床的组成数控机床的组成数控机床主要有加工中心、数控车床、数控铣镗床、数控磨床和电加工机床等。机床数控技术的组成机床数控技术是现代制造技术、设计技术、材料技术、信息技术、绘图技术、控制技术、检测技术及相关的外围支持技术的集成,由机床附属装置、数控系统逐步形成外围技术组成,如动画所示。206数控加工(NC machining)Shift+F5 进入动画模拟数控机床编程步骤简述数控机床编程步骤简述 数控机床编程步骤从分析零件图开始到零件加工完毕,整个过程如动画所示。210数控加工(NC machining)Shift+F5 进入动画模拟立式数控车床立式数控
13、车床CNC Lathe)CNC Lathe)卧式数控车床卧式数控车床Shift+F5 进入动画模拟CNC Lathe)CNC Lathe)Shift+F5 进入动画模拟常见加工对象CNC Lathe)CNC Lathe)Shift+F5 进入动画模拟超精加工CNC Lathe)CNC Lathe)Shift+F5 进入动画模拟外圆刀具内孔刀具CNC Lathe)CNC Lathe)Shift+F5 进入动画模拟数控铣床(CNC milling)Shift+F5 进入动画模拟刀具数控铣床(CNC milling)Shift+F5 进入动画模拟数控铣床(CNC milling)加工示意图Shift
14、+F5 进入动画模拟数控铣削加工模拟数控铣削加工模拟( (双击双击播放播放) )数控铣床(CNC milling)Shift+F5 进入动画模拟加工中心(CNC) 加工中心是一种功能较全的数控加工机床。它把铣削、镗削、钻削、攻螺纹和切削螺纹等功能集中在一台设备上,使其具有多种工艺手段。加工中心设置有刀库,刀库中存放着不同数量的各种刀具或检具,在加工过程中由程序自动选用和更换。这是它与数控铣床、数控镗床的主要区别。加工中心加工模拟加工中心加工模拟( (双击播放双击播放) )Shift+F5 进入动画模拟立式加工中心加工中心(CNC)Shift+F5 进入动画模拟 主要加工对象 加工中心(CNC)
15、Shift+F5 进入动画模拟电火花加工(Electric spark machining) 电火花加工是基于脉冲放电的蚀除原理(又称放电加工)。当工具电极与工件(工件电极)在绝缘介质中靠近时,极间电压将在两极间“相对最靠近点”电离击穿,形成脉冲放电;在放电通道中瞬时产生大量热能,使放电点的金属熔化甚至气化;并在放电爆炸力的作用下,把熔化金属抛出,以达到去除金属的目的。但是要将脉冲放电的蚀除原理用于尺寸加工,还必须具备以下条件: (1) 必须具备足够大的能量密度,以使放电点的金属熔化或气化。脉冲放电通常在绝缘液体介质中进行。 (2)放电形式应当是脉冲的。使脉冲放电时产生的热量绝大部分来不及从微
16、小的加工区扩散到非加工区。 电火花成形加工的工艺过程 固定在主轴端部的成形工具电极,在主轴带动下作伺服直线运动,逐步接近浸泡在工作液中的工件。施加在电极与工件上的脉冲电压击穿间隙产生火花放电,并在工件上蚀除出一个与工具电极形状相似凹凸相反的型腔。动画是电火花成形加工原理.Shift+F5 进入动画模拟电火花加工、电火花线切割加工的特点电火花加工、电火花线切割加工的特点1 1共同特点共同特点(1) 二者的加工原理相同,都是通过电火花放电产生的热来熔解去除金属的,所以二者加工材料的难易与材料的硬度无关,加工中不存在显著的机械切削力。(2) 最小角部半径有限制。电火花加工中最小角部半径为加工间隙,线
17、切割加工中最小角部半径为电极丝的半径加上加工间隙。2 2不同特点不同特点(1) 从加工原理来看,电火花加工是将电极形状复制到工件上的一种工艺方法(如图(a)所示)。在实际中可以加工通孔(穿孔加工)和盲孔(成型加工)(如图(b)、(c)所示);而线切割加工是利用移动的细金属导线(铜丝或钼丝)做电极,对工件进行脉冲火花放电,切割成型的一种工艺方法,如图所示 (2) 从产品形状角度看,电火花加工必须先用数控加工等方法加工出与产品形状相似的电极;线切割加工中产品的形状是通过工作台按给定的控制程序移动而合成的,只对工件进行轮廓图形加工,余料仍可利用。 (3)从应用角度看,电火花加工可以加工通孔、盲孔,特别适宜加工形状复杂的塑料模具等零件的型腔以及刻文字、花纹等(如图 (a
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 太原市人民医院重症肌无力危象识别与处理考核
- 唐山市中医院急危重症救治能力考核
- 运城市人民医院放射物理学期中年度理论考核试卷
- 2025年中国声屏障用橡胶件项目商业计划书
- 邯郸市中医院皮肤瘢痕修复技术考核
- 赤峰市中医院光电治疗术前评估考核
- 中国光触媒活性炭产品项目创业计划书
- 朔州市中医院干细胞冻存与复苏技术规范考核
- 忻州市人民医院胎儿生长受限诊断与处理考核
- 邯郸市中医院杓状软骨复位术资格认证
- 贸易安全意识培训课件
- 企业财务制度规范范本合集
- 钢结构施工方案样本
- Unit4WonderfulseasonsGetreadyandstartup(课件)-外研版英语四年级上册
- 2024版2025秋贵州黔教版综合实践活动一年级上册全册教案教学设计
- 2025太原市热力集团有限责任公司社会招聘100人考试参考题库及答案解析
- 2025-2026学年(部编版)五年级上册语文教案(全册)
- 2025年气道相关管理试题及答案(EICU)
- 2025-2026学年江苏省镇江市初三上学期数学月考试题【附答案】
- 资产招商运营管理办法
- 2025年许昌禹州市特招医学院校毕业生招聘86名备考练习试题及答案解析
评论
0/150
提交评论