



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、第1页共17页文件名称板蓝根颗粒工艺规程编 码STP-A1-011-01编制部门生产部制订者审核者批准者编制日期审核日期批准日期制作备份版本号第二版执行日期颁发部门技术部发送部门目的:建立板蓝根颗粒工艺规程,指导生产,确保产品质量。范围:板蓝根颗粒生产的全过程。责任:生产部、固体制剂车间、供应部、储运部。内容:1.药品名称1.1商品名:板蓝根颗粒1.2汉语拼音:BANLANGEN KELI2.药品剂型:颗粒剂3.药品概述3.1性状:本品为棕色或棕褐色的颗粒;味甜、微苦。3.2功能主治:活热解蠹,凉血利咽,消肿。用丁热蠹壅盛,咽喉肿痈;扁桃腺炎、腮 腺炎见上述证候者。3.2规格:每袋装10g3.
2、3用法与用量:开水冲服,一次510g,一日34次。3.4有效期:二年。3.5贮藏:密封。4.药品处方4.1处方依据:中华人民共和国药典2005年版一部4.2标准处方:1000g板蓝根:1400g5.颗粒剂生产工艺流程示意图及环境区域划分第2页共17页第3页共17页第4页共17页6.操作过程及工艺方法6.1备料:6.1.1车间领料员根据批生产指令填写领料单,按照车间领料操作规程(编号:SOP-A0-023-00)从仓库领取各种需要的原辅料,进行外包装的活洁处理。6.1.2按照粉碎、过筛工序标准操作规程(编号:SOP-A1-021-00)操作,过80目筛。6.1.3活场:按照生产部制定的活场管理规
3、程要求,对备料、粉碎操作涉及的工作场所、操作台面和环境进行活场;)丁与活场项目活场要求1电子台秤对电子台秤进行活洁2粉碎机按照设备活洁规程进行活洁3振动筛按照设备活洁规程进行活洁4容器和工具按照“洁净区容器具活洁规程”进行活洗5物料对现场的物料进行活理,移回内贮室6环境对工作环境进行活洁7工作台擦拭工作台,保证台面不存留任何物料和杂物8状态标志进行状态标志的更换9记录整理记录,在活场结束后上交组长6.1.4及时填写批生产记录。6.2称量:6.2.1校正衡器、检查原辅料外观质量、核对品名及检验报告书、按处方准确称取符合 细度要求的原料和辅料;6.2.2按照称配工序操作规程(编号:SOP-A1-0
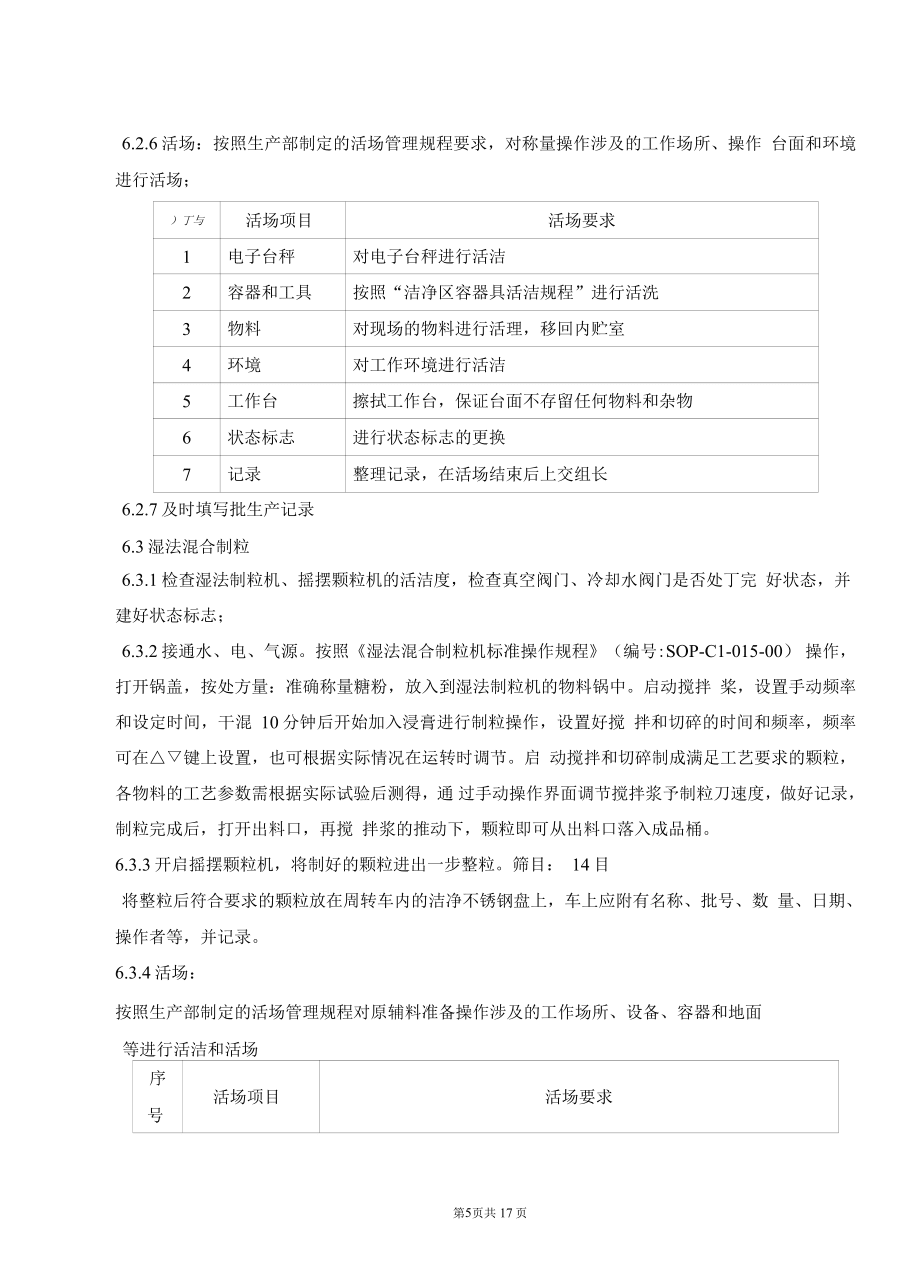
4、22-00)分别进行生产板蓝根颗粒各原 辅料的称量。6.2.3称量容器的重量要记录;6.2.4往容器中加所称量的物料时,要轻拿轻放,防止产生灰尘。直到达到所需要的重量为止并记录;6.2.5第二个操作者进行全过程的复核,包括:所称量物料的名称、批号和数量,称量 操作经双人复核无误后转入下一生产工序。第5页共17页6.2.6活场:按照生产部制定的活场管理规程要求,对称量操作涉及的工作场所、操作 台面和环境进行活场;)丁与活场项目活场要求1电子台秤对电子台秤进行活洁2容器和工具按照“洁净区容器具活洁规程”进行活洗3物料对现场的物料进行活理,移回内贮室4环境对工作环境进行活洁5工作台擦拭工作台,保证台
5、面不存留任何物料和杂物6状态标志进行状态标志的更换7记录整理记录,在活场结束后上交组长6.2.7及时填写批生产记录6.3湿法混合制粒6.3.1检查湿法制粒机、摇摆颗粒机的活洁度,检查真空阀门、冷却水阀门是否处丁完 好状态,并建好状态标志;6.3.2接通水、电、气源。按照湿法混合制粒机标准操作规程(编号:SOP-C1-015-00)操作,打开锅盖,按处方量:准确称量糖粉,放入到湿法制粒机的物料锅中。启动搅拌 桨,设置手动频率和设定时间,干混10分钟后开始加入浸膏进行制粒操作,设置好搅 拌和切碎的时间和频率,频率可在键上设置,也可根据实际情况在运转时调节。启 动搅拌和切碎制成满足工艺要求的颗粒,各
6、物料的工艺参数需根据实际试验后测得,通 过手动操作界面调节搅拌浆予制粒刀速度,做好记录,制粒完成后,打开出料口,再搅 拌浆的推动下,颗粒即可从出料口落入成品桶。6.3.3开启摇摆颗粒机,将制好的颗粒进出一步整粒。筛目:14目将整粒后符合要求的颗粒放在周转车内的洁净不锈钢盘上,车上应附有名称、批号、数 量、日期、操作者等,并记录。6.3.4活场:按照生产部制定的活场管理规程对原辅料准备操作涉及的工作场所、设备、容器和地面等进行活洁和活场序号活场项目活场要求第6页共17页1电子台秤对电子台秤进行活洁2湿法混合制粒机、摇摆颗粒机按照湿法混合制粒机活洁规程及摇摆颗粒机活洁规程进行活洁3容器和工具按照“
7、洁净区容器具活洁规程”进行活洗4洁净厂房按照“洁净区环境清洁规程”进行活洁5物料对现场的物料进行活理6状态标志按照“生产用状态标志标准操作规程”进行标记7记录对生产现场记录进行收集和整理,并在完成活场后,上交给组长6.4干燥制粒6.4.1检查一步制粒干燥机、振动筛的活洁度,检查真空阀门、加热阀门是否处丁完好 状态,并建好状态标志;6.4.2按处方量:制好的颗粒放入到一步制粒干燥机的原料容器中,开机,升温,设定 气源压力:0.20.4MP,工作压力:-0.040.06Mpa,工作温度:5070 C,时间:0.51小时;按照一步制粒干燥机标准操作规程(编号:SOP-A1-025-00)操作。当物料
8、温度达到工作温度时,进行干燥,水分控制在5.0%以下。将一步制粒干燥后的颗粒用振动筛进行整粒。6.4.3将整好后符合要求的颗粒放在洁净容器内,每件容器内应附有名称、批号、数量、日期、操作者等,称量并记录。6.4.4活场:按照生产部制定的活场管理规程对原辅料准备操作涉及的工作场所、设备、容器和地面 等进行活洁和活场。)丁与活场项目活场要求1电子台秤对电子台秤进行活洁2一步制粒机、振动筛按照一步制粒机活洁规程及振动筛活洁规程进行活洁3容器和工具按照“洁净区容器具活洁规程”进行活洗4洁净厂房按照“洁净区环境清洁规程”进行活洁5物料对现场的物料进行活理6状态标志按照“生产用状态标志标准操作规程”进行标
9、记第7页共17页7记录对生产现场记录进行收集和整理,并在完成活场后,上交给组长6.4.5及时填写批生产记录。6.5总混:6.5.1检查二维运动混合机的活洁度,二维运动混合机开机前要对各部件进行检查。开 车空转1-2分钟后,再投放物料,进行混合。6.5.2将板蓝根颗粒放入二维运动混合机中,按照 EYH-1000AT维运动混合机标准操 作规程 (编号:SOP-C1-014-0。操作,混合10分钟后。6.5.3将混合后符合要求的物料放在洁净容器内,每件容器均应附有标志,注明名称、批号、数量、日期、操作者等,称量并记录。6.5.4计算物料平衡率。6.5.5活场:按照生产部制定的活场管理规程对原辅料准备
10、操作涉及的工作场所、设备、容器和地面等进行活洁和活场。)丁与活场项目活场要求1二维运动混合机按照设备活洁规程进行活洁2电子台秤对电子台秤进行活洁3容器和工具按照“洁净区容器具活洁规程”进行活洗4洁净厂房按照“洁净区环境清洁规程”进行活洁5物料对现场的物料进行活理6状态标志按照“生产用状态标志标准操作规程”进行标记7记录对生产现场的记录进行收集和整理,并在完成活场后,上交给组长6.5.6及时填写批生产记录。6.6颗粒分装:6.6.1检查颗粒包装机活洁度,根据批生产指令要求,按照车间料领标准操作规程的要 求,进行物料领用和准备工作。6.6.2从中间站领取检验合格的颗粒,按照DXDK40II微电脑包
11、装机标准操作规程(编 号:SOP-C1-006-0O)操作,将颗粒加入活洁的料斗中,开启包装机,观察运转是否正 常;如无异常,进行放料分装。分装时随时抽查每袋重量。6.6.3将分装合格的颗粒袋,装入洁净容器内,标明名称、批号、数量、日期、操作者第8页共17页等,通过传递口,传入外包装。6.6.4计算物料平衡。6.6.5活场:根据生产部制定的活场管理规程的要求,进行颗粒分装操作所涉及的工作 场所、设备、操作台面、环境和工器具的活场;)丁与活场项目活场要求1颗粒包装机按照设备活洁规程活洁2洁净厂房按照洁净区环境活洁规程进行环境的活洁3物料进行物料的活理4记录整理记录,活场完成后交工段长5容器和工具
12、按照“洁净区容器具活洁规程”进行活洗6状态标志进行状态标志的更换6.6.6及时填写批生产记录。6.7外包装6.7.1根据批生产指令的要求,按照车间料领标准操作规程的要求,进行生产用包装材 料的领用和准备工作。6.7.2按照打码机标准操作规程(编号:SOP-C1-078-0。,对产品的小盒进行生产日 期、产品批号和有效期的试打印,待工艺员检查并确认生产日期、产品批号和有效期的 正确后,开始打印。按照折说明书标准则操作规程(编号:SOP-A1-078-00),进行说明书的折叠。大箱上按照要求加盖生产日期、产品批号、有效期的各项内容。6.7.3按照固体车间外包装工序操作规程(编号:SOP-A1-01
13、0-00)操作。包装规格:10gx 10袋x 50包。1小盒内放1张说明书和10袋,1大箱装100小盒。 操作员将小盒打开,放入10个袋和1张说明书,封好小盒。在操作中注意包装袋封口 是否严密,说明书是否正确。将包装大箱底钉上,封好胶带,将100盒板蓝根颗粒放入纸箱,再核对一次数量是否正 确,然后放入1张装箱单,进行纸箱的封口。用打包机进行纸箱的打包,活点产品数量,完成产品的外包装。6.7.4将完成外包装的产品移到成品库,进行产品的交接。6.7.5计算物料平衡。第9页共17页6.7.6活场:按照生产部制定的活场管理规程的要求, 对外包装过程中涉及的生产场所、 设备、工作台面和环境进行活场;)丁
14、与活场项目活场要求1容器和工具按照“洁净区容器具活洁规程”进行活洗2物料将未使用完的包装材料活理出现场3环境按照洁净区环境活洁规程进行环境的活洁4记录整理记录,上交组长5状态标志进行状态标志的更换6.7.7及时填写批生产记录。6.8板蓝根颗粒制剂工艺过程中所需的SOP名称及要求)丁与文件名称文件编号1粉碎过筛工序操作规程SOP-A1-021-002称配岗位标准操作规程SOP-A1-022-00湿法混合制粒工序操作规程SOP-A1-024-003沸腾制粒工序标准操作规程SOP-A1-025-004总混工序标准操作规程SOP-A1-026-005颗粒分装工序操作规程SOP-A1-033-006固体
15、车间外包装工序操作规程SOP-A1-010-007.质量监控7.1质量监控点(工序)、监控频次工序质量控制点质量控制项目频次粉碎过筛原辅料异物每批细粉筛目每批配料称量品种、数量1次/班制粒干燥整粒制粒筛网、1次/干燥温度、时间、水分1次/批第10页共17页整粒筛网、粒度1次/班第11页共17页总混混合时间、均匀度每批内包装颗粒分装平均袋重、重量差异随时/班压纹、温度、批号随时/班外包装装盒数量、说明书、封签随时/班装箱数量、装箱单、印刷内容随时/班7.2监控方法生产中各工序设有工序质量控制检查记录,包括质量控制点、质量控制项目、结论、 操作人、复核人、质监员等项。各工序严格按照工艺规程、SOP
16、行生产。各工序设有质监员,对当班产品的工艺质量进行随机抽样检查,如出现偏差及时更 正。工艺员要随时抽查各工序质量控制的检查情况,杜绝出现偏差。8.原辅料、包装材料、半成品、成品的质量标准8.1原辅料的质量标准SP-B2-007-00、SP-B2-006-00、SP-B4-007-00。8.2包装材料的质量标准SP-B3-021-00、SP-B3-025-00、SP-B3-008-00。8.3半成品的质量标准项目内控标准性状本品为棕色或棕褐色的颗粒,味甜、微苦。检查水分不得过6.0%颗粒度不得超过15%8.4成品检验控制项目:项目内控标准性状本品为颗粒剂,内容物为棕色或棕褐色的颗粒,味甜、微苦。
17、鉴另U应检出(十)检查粒度不得超过15%第12页共17页溶化性全部溶化水份不得过6.0 %装里差异功.0%微生物限度细菌数不得过1000个/克霉菌和酵母菌数不得过100个/克大肠灰布困不得检出8.5标签、说明书实样:第13页共17页9.需要进行验证的关键工序及其工艺验证的具体内容。类别)丁与名 称主要验证内容1湿法混合制粒 机搅拌桨转速、制粒刀转速、粒度设2一步制粒干燥 机 送风温度、风量调整、袋滤器效果、干燥均匀性、干燥效 率、粒度分布调整3二维混合机转速、电流、混合均匀性备5空调系统尘埃粒子、微生物、温湿度、换气次数、送风量、滤器压 差6制水系统贮罐及用水点水质(化学项目、电导率、微生物)
18、水流量、 压力1设备、容器活洗 残留量工艺2广品工艺对制粒、干燥、总混、压片、包衣工序制订验证项目和指 标,头、中、尾取样3混合器混合工 艺不同产品的装量、混合时间10.板蓝根颗粒原辅料、包装材料消耗定额(以10000袋计)项目核定定额(为额定量(kg)项目核定定额(%额定量(kg)中药浸膏012.8糊 精031蔗 糖060大 箱020个小 盒01000封箱胶带01卷说明书01000铝塑包装膜015装箱单020张垫 板04011.成品、半成品贮存注意事项、盛装容器及包装材料要求工序成品/半成品盛装容器包材要求贮存条件及注息事项贮存期限粉碎糖粉不锈钢桶内衬双层洁净塑料袋密封、阴凉贮存6个月制粒板
19、蓝根颗粒不锈钢桶内衬洁净塑料袋密封贮存1个月分装板蓝根颗粒不锈钢桶内衬洁净塑料袋密封贮存1个月内包铝箔袋不锈钢桶洁净常温贮存2年第14页共17页外包板蓝根颗粒瓦楞纸箱有上下垫板,符合佃k内榭准密封贮存2年12.物料平衡:12.1粉碎过筛:物料平衡限度:物料平衡=_97 100%产出量+废料量总量一X 100%收率限度:95100%产出量收率=_ X 100%12.2总混:物料平衡限度:物料平衡=-总量97 100%产出量+废料量一X 100%总量12.3颗粒分装:物料平衡限度:97100%产出量+零头+废料量物料平衡=-领用量12.4外包:包装材料物料平衡限度:100%成品量+剩余量+破损量物
20、料平衡=- X 100%总量包装材料物料平衡限度:100%成品量+剩余量+破损量物料平衡=- X 100%总量13.设备13.1主要设备一览表:)丁与名称型号制造厂家设备编号第15页共17页1湿法混合制粒机HLSG-200浙江瑞安江南制药有限公司SB-03-039-002摇摆颗粒机YK-160B上海远东制药机械总厂SB-03-066-003一步制粒机FL-120常州市震华设备有限公司SB-03-030-004二维混合机EYH-1000常州市震华设备有限公司SB-03-035-005颗粒包装机DXDK40II天津市二桥包装机械股份合作公司SB-03-045-0013.2设备的安装调试、使用、保养
21、、维修等参见设备安装调试管理规程(编号:SMP-C0-030-00)、设备使用、保养和维修管理规程(编号:SMP-C0-037-00)13.3设备标准操作规程编号一览表:)丁与文件名称文件编号1湿法混合制粒机标准操作规程SOP-C1-015-002摇摆颗粒机标准操作规程SOP-C2-006-003一步制粒机标准操作规程SOP-C1-012-004二维混合机标准操作规程SOP-C1-014-005自动颗粒包装机标准操作规程SOP-A1-006-0013.4设备维修保养操作标准操作规程编号一览表:)丁与文件名称文件编号1湿法混合制粒机维护保养标准操作规程SOP-C1-035-002摇摆颗粒机维护保
22、养标准操作规程SOP-C2-013-003一步制粒机维护保养标准操作规程SOP-C1-032-004二维混合机维护保养标准操作规程SOP-C1-034-005自动颗粒包装机维护操作规程SOP-C1-099-0014.工艺卫生和环境卫生14.1工艺卫生:各工序生产前,严格按照与本工序有关的活洁标准操作规程进行活场活洁工作,在质监员检查合格并发放活场合格证后,才能进行生产操作,无活场合格证的,不许进行生产操作。14.2物流程序:原辅料 一 半成品-k成品(单向顺流,无往复运动)。14.3物净程序:物料一 缓冲问一 脱去外包装一活洁一 洁净区。14.4人净程序:人一 一般区更衣室去外衣 -换鞋室换鞋
23、 - 一更穿蓝服第16页共17页14.5人净标准区域活洁标准活洁部位30万级洁净 区 无尘 无污垢洗澡2次/周工作服2次/周必须更衣 帽、鞋一般生广区无尘 无污垢洗澡1次/周工作服1次/周必须更衣帽、鞋14.6工衣标准区域衣、裤、帽鞋手套处理方法洁净区淡粉色蓝色托鞋白色活洗、晾干、一M区蓝色蓝色无清洁14.7空气净化:洁净区利用中央空调净化,包温包湿,进风用高效过滤器(10万级), 回风用无纺布滤材(3-4月换洗一次),按规定检查菌落数,应符合30万级洁净区标准。14.8发生粉尘的粉碎、制粒干燥等岗位其操作问应有除尘设施。14.9活洁剂用洗洁净等,消蠹剂为甲酚皂、新洁尔灭、75%J亨(每月更换
24、一次)洁净区用臭氧对空间进行消蠹灭菌。15.经济技术指标及经济技术指标的计算:15.1经济技术指标:成品率:97-100%收率:95-100%15.2经济技术指标的计算:实际成品数成品率=-x 100%理论成品率本工序最终产品重量或数量收率=- X 100%本工序所领或转接物料重量或数量16.技术安全及劳动保护:洗手间洗手手消蠹进入各操作问操作二更换洁净工作服、工作鞋子缓冲问第17页共17页16.1技术安全:16.1.1各岗位操作者必须穿戴好工作服,必须严格按照各设备的SOP进行生产操作16.1.2企业定期进行安全生产教育培训,职工培训合格后方可持证上岗。16.1.3在生产过程中,公司、车间应
25、定期检查安全生产情况,及时消除安全隐患。操作 人员必须严格遵守操作规程,严禁违章操作,发现安全问题和隐患应及时停机处理,重 大问题应上报车间主任听候处理。16.1.4防火16.1.4.1生产区、厂区内严禁吸烟,严禁携带易燃品上岗。16.1.4.2车间内应配备适宜消防器材(宜采用十粉灭火器或二氧化碳灭火器),操作人员 应会使用。生产区设置安全通道,并醒目标志。16.1.5防爆16.1.5.1车间内压力容器和管道的安装应符合国家压力容器有关规定,并取得相应检测 证明,同时定期检查和校验。16.1.5.2粉尘产生量大的岗位(应安装通风除尘设施)和易燃易爆危险岗位的电器及开 关应选用防爆型。维修时应采
26、用原设计型号或相同性能器材,不得随意变更。16.1.6防蠹16.1.6.1车间定期消蠹时,应尽量选择对人体无害的消蠹剂。16.1.6.2必须使用有蠹性的消蠹剂或蠹性材料时,操作者人员应穿戴好防护器具进行操 作。并采取必要的防护措施,防止蠹物通过呼吸道,皮肤或粘膜等进入体内,必要时设 监护人。16.1.7防腐蚀车间使用的强酸、强碱、强氧化剂等具腐蚀性物品应专人或专柜保管,限额领用并做好 登记,并应对使用者进行安全使用和事故自救方面的培训教育。16.1.8防机械伤害16.1.8.1所有运转和传动设备均应有可靠的防护措施(防护罩或网)并有警示性标志, 防止操作人员身体受到夹、挤、扯、带、擦、挂、轧、碾等伤害事故发生16.1.8.2工作服装宜采用束身和紧口式的,禁止穿着飘、摆式样的服装。操作人员在机 器的运转中不得将手或器具伸入运转部位。16.1.9安全用电第18页共17页16.1.9.1操作人员应按规定正确使用电器设备,发生故障后应由电工负责维修,操作人 员一律不得擅自拆卸或修理。16.1.9.2维修时应先关闭电源,并在送电开关处挂“禁止合闸”警示牌,严禁带电操作。 修好后经电工当场试机,检
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 《机器学习技术应用》课件-pro1-1-1 校园消费数据分析流程的设计
- 《行业会计实务》课件-项目四 4.4.2 周转房的核算
- 吻合口溃疡的临床护理
- 组织新质生产力活动
- 2025年二手车交易合同范本
- 2025年监理工程师之合同管理综合检测试卷B卷含答案
- 2025年一级建造师之一建矿业工程实务押题练习试题A卷含答案
- 2025年房地产经纪人之业务操作基础试题库和答案要点
- 2025中外合作企业合同及章程详解
- 顺向型房室折返性心动过速的临床护理
- GB/T 14975-2012结构用不锈钢无缝钢管
- DB21-T3683-2022医疗卫生机构医疗废物卫生管理规范
- GB 17957-2021凿岩机械与气动工具安全要求
- 部编版六年级语文下册期末专项复习:修辞手法
- 中药学-七版教材
- 红军五次反围剿课件
- ISO9001注册审核员专业划分小类
- 五年级道德与法治上册课件 -保家卫国 独立自主 部编版 (共48张PPT)
- 安徽省历年中考数学试卷,2014-2021年安徽中考数学近八年真题汇总(含答案解析)
- 利益冲突申报表
- 项目工作周报模板
评论
0/150
提交评论