



下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、WOR格式焊接工艺评定任务书编号:HXZX=GP-RWSH-06产品名称水冷壁管手工电弧焊击穿水平垂直固定评定项目钢材基本情况刚才牌号规格应用范围评定目的锅炉压力容器焊接接头质量焊横位焊#20 60X 5MnSiCrMo类级号符合标准VNiW1DL/T868-2004SP化学成分(%)下临界点r焊接性能焊接接头的基本要求抗拉强度Rm:屈服强度Re断后伸长率a n冷弯冲击功硬度MPaMPa180HB评定单位评定单位评定任务书签发人员及资质签发评定任务书单位盖责任责任姓名资质(职称)编制审核批准姓名资质(职称)年 月曰年 月曰年 月曰专业资料整理焊接工艺评定方案编号:HXZX-GP-RWSH-06
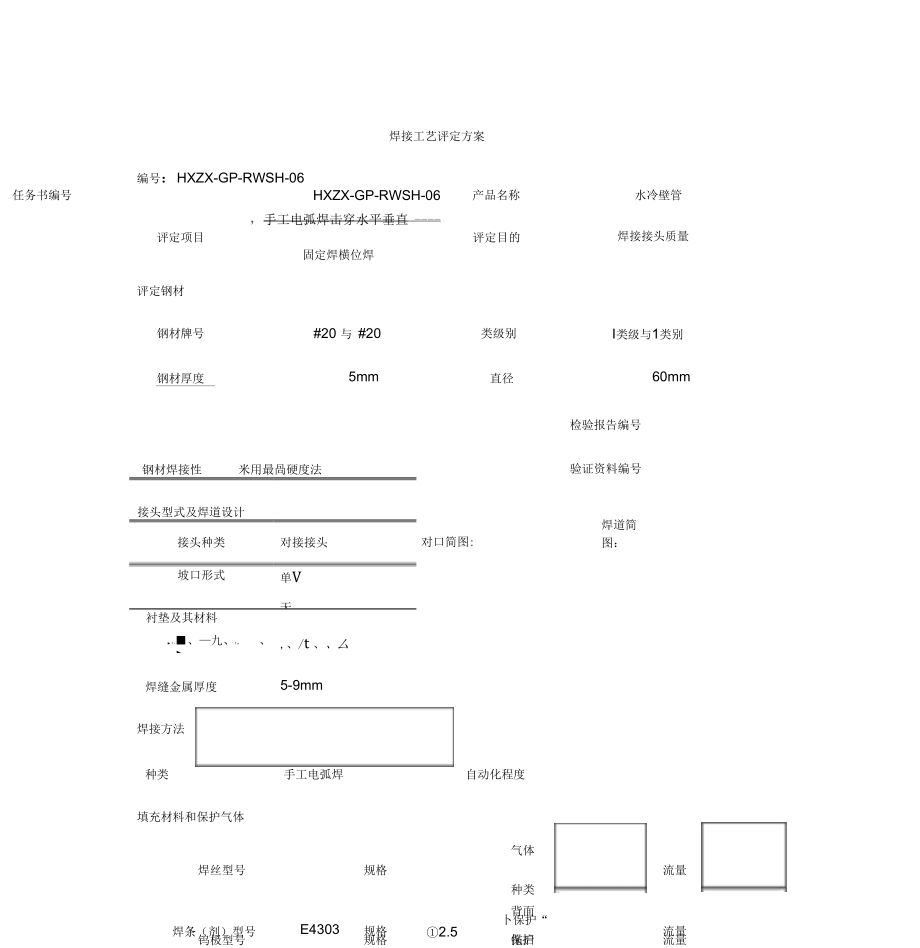
2、任务书编号产品名称水冷壁管HXZX-GP-RWSH-06,手工电弧焊击穿水平垂直评定项目评定目的焊接接头质量固定焊横位焊评定钢材钢材牌号#20 与 #20类级别I类级与1类别钢材厚度5mm直径钢材焊接性米用最咼硬度法接头型式及焊道设计卜 q接头种类对接接头坡口形式单V无衬垫及其材料 1、九、1»、,、/t 、厶对口简图:焊缝金属厚度5-9mm焊接方法手工电弧焊种类自动化程度填充材料和保护气体焊丝型号规格60mm检验报告编号验证资料编号焊道简图:种类背面气体流量焊条(剂)型号E4303规格2.5流量卜保护“拖后钨极型号规格保护流量其他试件检验项目检验项目要求(有一外观r探伤-抗拉强吊度
3、冲击试弯曲试验1验硬度、 /、他抗拉强度1冲击试刁验专业资料整理力学性能无损其或无)上频率5250/2-122I施焊技术D E43032.5 反接法无摆动焊或摆动 焊连弧或断弧无摆动 焊连弧运条方式直线根层或层间清理方法锯条、扁铲清根方法或单单面焊双面成型焊嘴尺寸mm其他预热预热温度C预热温度C宽度mm宽度mm面焊双面成型导电嘴与工件距离mm层间温度C预热保持方式保持时间h热处理种类mm加热宽度升温速度Cmm降温速度Cmm保温宽度mm保温宽度/h其他WOR格式专业资料整理/h评定单位:评定方案编制人员及资质:责任编制姓名资质(职称)日期日评定单位及批准部门签早年月审核年月日批准年月日焊接工艺评
4、定报告编号:任务书编号相应工艺评定方案编号评定项目产品名称评定钢材钢材牌号与类级别与钢材厚度mm直径mm钢材焊接性焊接方法种类自动化程度接头型式及焊道设计接头种类对口简图:焊道简图:坡口型式衬垫及其材料焊道设计焊缝金属厚度填充材料和保护气体焊 接 材焊丝型号规格保护气体种类流®焊条(剂)型号-流流b量料钨极型号规格气背面保护其他体流规格拖后保护量焊接位置承担评定单位评定单位、主持芋人及施焊焊工主持人焊工WOR格 式44»=专业资料整理焊接工艺参数焊层、层、层、中道 道号焊缝 法尺寸施焊技术无摆动或摆动焊根层或层间清理 方法焊嘴尺寸mm其他预热预热温度C预热保持方式后热、焊后
5、热处理热处理种类加热宽度mm降温速度C /h 试件外观检查结 论:试件编号无损探伤检验结论:试验检验编号方法焊条(丝)(火焰性质)电流范围(气体压力斡规格极性(乙mm 炔 Mpa ) 气 Mpa)连弧或断弧焊宽度mm加热温度范围mm保温宽度mm其他电压范围焊接速"V(焊炬型mm/min号、焊嘴号)缺陷情况评定结 果灵敏度运条方式清理方法或单面焊双面成型导电嘴与工件距离增感黑度方式层间温度C环境温度C保持时间h升温速度C / h试验单位焊接评定实验报告号试验缺陷等级单位WOR格式拉伸实验结报告编口亠论:X-34-14-410180='TmmmmmmMPa,X.240-13仁15
6、. 5270 .485 1X-240-l3-2155270492.6弯曲试验结论:- 报告编厚度、”试样编号!-宽度弯曲直径弯曲b报告编1试验单位号mmmm面弯普舍 冃弯侧弯X-34-14-1510180X-34-14-2510180抗拉强度宽度厚度断面积负荷N试验单位试样编号冲击试验结论:冲击韧、一试样缺口 缺口试样试验温试验单位报告编号情况编号形状位置大小度cJ2性 J/c m金相检验结论:名称试样编号F检查面缺陷情况评定结果试验单位 报告编号宏观微观$专弘资料整理JWOR格 式专业资料整理硬度检验结论:报告编 号试样编号母材焊缝试验单位其他检验项目名称及结论:试样编号缺陷情况评定结果试验单位报告编号其他检验
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- T/CBPA 0004-2023蜂蜡调理师技能评价规范
- T/CAZG 002-2019黑颈鹤饲养管理技术规范
- T/CATCM 028-2024中药饮片质量评价新技术应用指南
- T/CATCM 001.2-2017保健类眼贴第2部分:检测方法
- T/CAR 4-2020制冷自提柜
- T/CAQI 32-2017家用和类似用途饮用水处理装置用电磁阀
- T/CAQI 274-2022水处理构筑物钢结构模块智能制造系统技术要求
- T/CAQI 249-2022民用建筑室内空气质量分级与评价
- T/CAMIR 003-2022媒体大数据分类分级指南
- 法治相关面试题及答案
- GB/T 17468-1998电力变压器选用导则
- 有机化学课件第十九章
- 工程部部门级安全培训课件
- DB42T1745-2021桥梁高强度螺栓连接安装技术指南
- 实验室安全记录表
- 进出口业务内部审计制
- 扬尘污染防治监理实施细则
- 教科版二年级下册各单元知识整理复习及思维导图-课件
- 四年级下册数学课件-3 乘法分配律2-冀教版14张PPT
- 《学弈》优质课教学课件
- 2022年检验科三基试题及答案
评论
0/150
提交评论