

版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
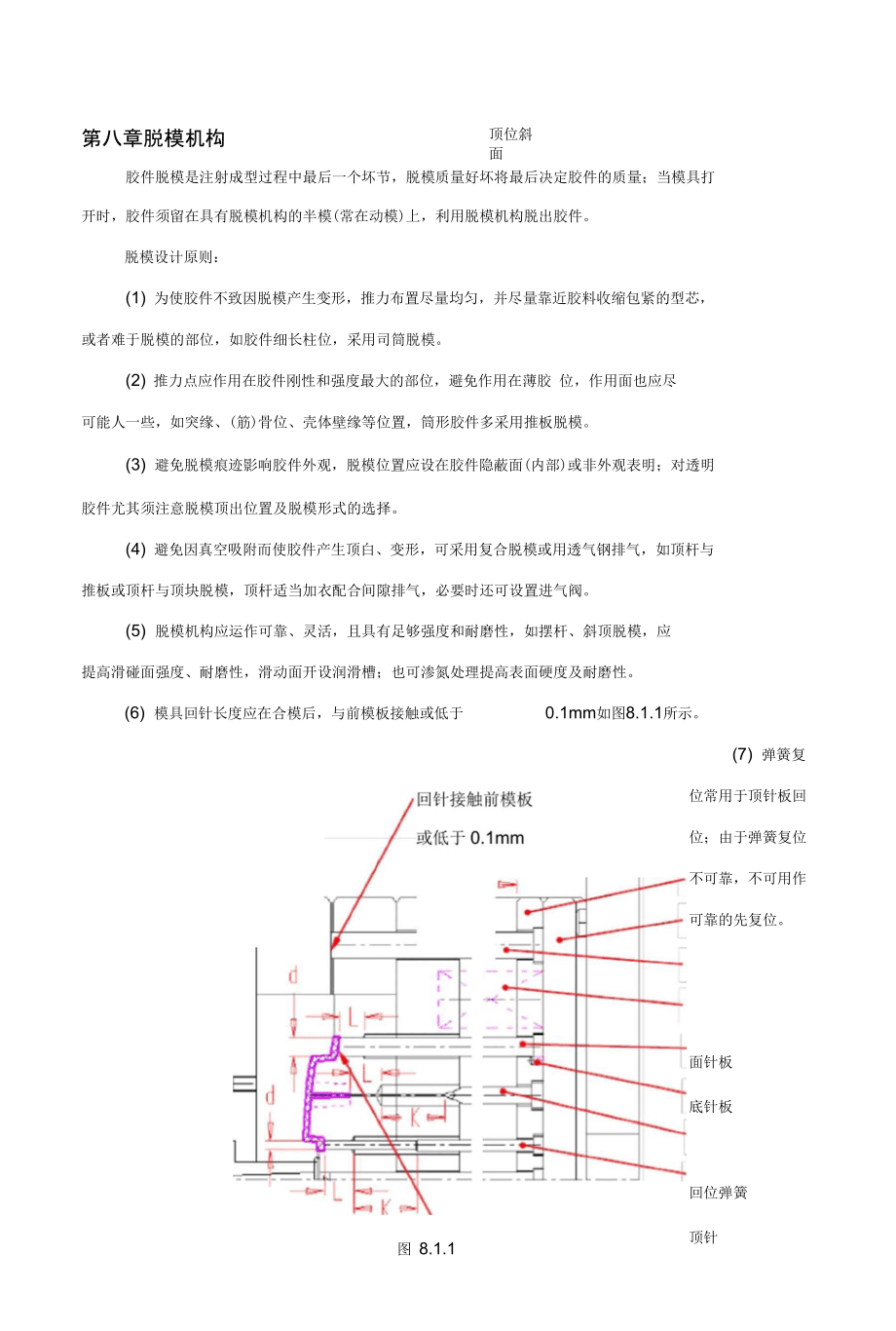
1、图 8.1.1顶位斜面第八章脱模机构胶件脱模是注射成型过程中最后一个坏节,脱模质量好坏将最后决定胶件的质量;当模具打 开时,胶件须留在具有脱模机构的半模(常在动模)上,利用脱模机构脱出胶件。脱模设计原则:(1) 为使胶件不致因脱模产生变形,推力布置尽量均匀,并尽量靠近胶料收缩包紧的型芯, 或者难于脱模的部位,如胶件细长柱位,采用司筒脱模。(2) 推力点应作用在胶件刚性和强度最大的部位,避免作用在薄胶 位,作用面也应尽 可能人一些,如突缘、(筋)骨位、壳体壁缘等位置,筒形胶件多采用推板脱模。(3) 避免脱模痕迹影响胶件外观,脱模位置应设在胶件隐蔽面(内部)或非外观表明;对透明 胶件尤其须注意脱模
2、顶出位置及脱模形式的选择。(4) 避免因真空吸附而使胶件产生顶白、变形,可采用复合脱模或用透气钢排气,如顶杆与 推板或顶杆与顶块脱模,顶杆适当加衣配合间隙排气,必要时还可设置进气阀。(5) 脱模机构应运作可靠、灵活,且具有足够强度和耐磨性,如摆杆、斜顶脱模,应提高滑碰面强度、耐磨性,滑动面开设润滑槽;也可渗氮处理提高表面硬度及耐磨性。(6) 模具回针长度应在合模后,与前模板接触或低于0.1mm如图8.1.1所示。(7) 弹簧复位常用于顶针板回位;由于弹簧复位不可靠,不可用作可靠的先复位。面针板底针板回位弹簧顶针防转销扁顶针有托顶针8.1顶针、扁顶针脱模胶件脱模常用方式有顶针、司筒、扁顶针、推板
3、脱模;由于司筒、扁顶价格较高(比顶针贵89倍),推板脱模多用在筒型薄壳胶件,因此,脱模使用最多的是顶针。当胶件周闱无法 布置顶针,如周围多为深骨位,骨深15mm寸,可采用扁顶针脱模。顶针、扁顶针表面硬度在HRC55A±,表面粗糙度Ra1.6以下。顶针、扁顶针脱模机构如图8"所示, 设置要点如下:(1)顶针直径d ?2.5mm时,选用有托顶针,提高顶针强度。(2)扁顶针、有托顶针KHo(3)顶位面是斜面,顶针固定端须加定位销;为防止顶出滑动,斜面可加工多个R小槽,如图8.1.2所示顶针位的布置原则(另见5.5节)8.1.1顶针、扁顶针配合间隙配合段d端面齐平图(4)扁顶针、顶
4、针与孔配合长度L=10-15mm对小直径顶针L取直径的56倍 顶针距型腔边至少0.15mm如图8.1.2所示。(6)避免顶针与前模产生碰面,如图8.1.3所示,此结果易损伤前模或出披峰。顶针、有托顶针、扁顶针配合部位如图8.1.4图8.1.5图8.1.6所示,配合要求如,顶针头部直径0.04mm 配咼出后模8.1.4所示。为防止顶针转动,常8.1.8所示;另一种横向加定位Exwi rA |1V1q i +n.|lTJ R 1图 8.1.6、(1)d及扁顶针配合尺寸t、w与后模配合段按配作间隙合合0(2) 顶针、扁顶针孔在其余非配合段的尺寸为d 0.8mm或di 0.8mm台阶固定端与面针板孔间
5、隙为0.5mm(3) 顶针、扁顶针底部端面与面针板底面必须齐平。(4) 如图8.1.7所示,顶针顶部端面与后模面应齐平,表面 e 0.1mm=8.1.2顶针固定(1) 固定顶针一般是在面针板加工台阶固定,如图用方式有两种:一种顶针轴向台阶边加定位销定位如图 销定位如图8.1.9所示。(2) 无头螺丝固定,如图8.1.10所示,此方式是在顶针端部无垫板时使用,常用在固定司筒 针和三板模球形拉料杆上。图 8.1.10台阶(猪嘴形)柱位图8.2.28.2 司筒脱模司筒脱模如图8.2.1所示,司筒常用于长度20mm勺圆柱位脱模。标准司筒表面硬度HRC60,表面粗 糙度Ra1.6.另 外,司筒的壁厚应1
6、mm布置司筒时,司筒针固定位 不能与 顶棍孔发生干涉。8.2.1 司筒配合要求司筒脱模配合关系如图8.2.2图8.2.3所示,配合要求如下:<1一1 =图(1) 司筒与后模配合段长度为L=10-15mm其直径D配合间隙应0.04mm(2) 其余无配合段尺寸为D0.8mmo8.2.2 大司筒针固定司筒针固定于底板上,通常使用无头螺丝如图8.2.1所示。当司筒针直径d8mm或5/16时,固定端采用垫块方式固定,如图8.2.4所示。8.3推板脱模推板脱模如图8.3.1所示。此机构适用 于深筒形、薄壁和不允许有顶针痕迹的胶 件,或一件多腔的小壳体(如按钮胶件)。 其特点是推力均匀,脱模平稳,胶件
7、不易变 形。不适用于分模面周边形状复杂,推板型 孔加工困难的胶件。8.3.1 机构要点图推板脫模机构要点:(1)推板与型芯的配合结构应呈锥面:这样可减少运 动擦伤,并起到辅助导向作用; 锥面斜度应为370,如图8.3.2所示。 推板内孔应比型芯成形部分(单边)大0.20.3mm,如图8.3.2所示。线切割.加工线 图8.3.4型芯产生过切0.1mm的间隙,如图(3) 型芯锥面采用线切割加工时,注意线切割与型芯顶部应有8.3.3所示;避免线切割加工使型芯产生过切,如图8.3.4所示。(4) 推板与回针通过螺钉连接,如图8.3.1所示。(5) 模坯订购时,注意推板与边钉配合孔须安装直司(直导套),
8、推板材料选择应相同于 M202(6) 推板脱模后,须保证胶件不滞留在推板上。8.3.2 推板机构示例(1)如图8.3.4所示,此模一件多腔,线切割加工型芯、推板、固定板。推板模通常采用球形拉料杆,浇道只在前模开设,如图 835所示。此推板模线切割线将米仔位留在型芯内,防止胶件滞留在推板上,如图 836所示料杆图 8.3.4前模开浇道球形拉料杆图 8.3.5胶件米仔线切割线型芯图如图8.3.7所示,此推板模固定板在推板内。特点:使后模板B变小,减少线切固定板加工量 模具上固定板用螺钉、圆柱销与托板连接,结构如图8.3.8所示。线切割加工线将圆柱位留在型芯内,使胶件能顺利脱模,如图8.3.9所示推
9、板托板推板 固定板螺钉圆柱销J1图L板前模型腔边缘线切割线-胶件柱位、型芯8.4 推块脱模对胶件表面不允许有顶针痕迹(如透明 胶件),且表面有较高要求的胶件,可利用 胶件整个表面采用推块顶出,如图8.4.1所 示。8.4.1 机构要点推块脱模要点:(1) 推块应有较高的硬度和较小的表面粗糙 度:选用材料应与呵镶件有一定的硬度差(一 般在HRC5度以上);推块需渗氮处理(除不 锈钢不宜渗氮外)。(2) 推块与呵镶件的配合间隙以不溢料为 准,并要求滑动灵活;推块滑动侧面开设润 滑槽。(3) 推块与呵镶件配合侧面应成锥面,不 宜采用直身面配合。推块:承i祭0i t钮图1MJ 侬 r I(4) 推块锥
10、面结构应满足如图8.4.2所 示;顶出距离(H1);于胶件顶出高度,同时小 于推块高度的一半以上。(5) 推块推出应保证稳定,对较人推块须 设置两个以上的推杆外推块I推块机构如图力均匀华 衡8.4.2推块机构示例J7图 8.4.3图 8.4.4机构应用镶件推块脱模,推块痕迹均匀的特点如图8.4.6限位块(3)透明胶件不能有顶针痕迹,采用推块机构脱模,如图847所示图 8.4.7透明胶片(2)胶件如图845所示,胶件要求不能有顶针痕迹;推块机构如图846所示。此8.5二次脱模为获得可靠的脱模效果,分解胶件脱模阻力,经二次脱模动作,来完 成胶件出模的机构称二次脱模机构,如图8.5.1所示被型芯包紧
11、胶件凹凸位第一次脱模出内芯,为胶件提供变形空间图 8.5.1变形后强脱出顶针型芯推块胶件半 圆凹陷二次脱模机构示例:(1)胶件如图8.5.2所示,两骨间有半圆凹陷,被后模型腔包紧。脱模 机构如图8.5.3所示,第一次脱模使胶件脱出后模型腔,为强脱变形提供 空间;第二次脱模,由顶针脱模,胶件半圆凹陷位强脱出型芯推块。该机 构运动过程:第一次脱模四块顶针板都运动,带着顶针、型芯推块同时运 动,脱模距离h,使胶件脱出后模型腔,一次脱模完成。当继续 运动至摆块碰上限位面后,摆块摆动使上面两块针板快速运动,带动顶针脱 出胶件,完成二次脱模。此机构须注意:hl>h, H>10mm hl (二次
12、脱模运动距离)二次脱模摆块方铁限位面图 8.5.3行位分- 模线入浇1第二次脱模四块顶针板都(2)胶件上入浇11、行位分模线如图8.5.5所示。由于潜 浇道须设在斜顶行位块上,穿过斜顶块入胶,模具需实现浇 道先脱出斜顶块,模具采用二次顶出机构如图8.5.6所示。 该机构第一次脱模时,拉料杆使浇道不动,顶针、斜顶脱出 胶件M距离,使胶件与潜浇道 断开,潜浇道从斜顶行位块中变形后脫出,第一次脱模结束。道长度)M>动,顶出胶件、浇道脫出后模型腔。需注意,为保证潜浇道脱出斜顶块,须S(潜浇图 8.5.68.6先复位机构当行位型芯与顶针位在开模方向上投影相重合,是发生干涉的必要条件。先复位机构是保证行位(型芯)复位时,避免与顶针发生干涉,如图 8.6.1所示行位型芯顶针与型芯局部放大图图 8.6.1如图8.6.2所示,为避免行位型芯与顶针发生干涉, 须满足的条件是:当行位型芯顶端与顶针投影重合时,行位型芯与顶针 垂直方向应有间隙,即F>
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 信息处理技术员经典考题及答案
- 软件测试的重要性和方法试题及答案
- 计算机应用案例分析试题及答案
- 材料疲劳寿命评估数据可视化重点基础知识点
- 行政管理综合素质试题及答案分享
- 军训火灾应急预案范文(3篇)
- 选择的里程碑2024年高考作文考试试题及答案
- 2025年战略管理中的组织变革试题及答案
- 行政法学与其他学科融合试题及答案
- 设计模式在实际项目中的应用案例试题及答案
- 电动葫芦考试试题及答案
- 四年级下册道德与法制全册电子教案备课
- 精神病人肠梗阻的护理
- 《食源性疾病》课件
- 人力资源管理数字化转型方案
- 数字艺术创作版权保护协议
- 保健院急诊急救工作制度与流程(2025版)
- 珍奇的稀有动物针鼹课件
- 台达VFDM变频器说明书
- 社会保险缴费征管与企业数字化转型
- 课题申报参考:行业协会商会服务经济高质量发展研究
评论
0/150
提交评论