



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、熔化极气体保护堆焊工艺的研究及应用 一、前言在用化工容器,由于生产条件苛刻或操作波动等诸多原因,使得(碳钢或低合金钢)容器腐蚀严重,危及生产安全。为节约成本,满足生产需求,常常需要在短暂的停工检修期间进行大面积的内壁堆焊。其常用的方法为手工电弧焊。目前,沿用至今的这种工艺,生产效率低、劳动强度大,成本高且熔敷金属堆焊层组织性能不均匀。其抗裂性、耐蚀性、耐磨性能下降且热输入量大,产生较大残余应力或变形。 本课题拟采用半自动熔化极气体保护堆焊,用这种新的堆焊工艺来解决上述问题。这种新的堆焊方法及工艺,其最大的特点是:生产效率高,成本低,其工艺性能、冶金性能及堆焊层的抗裂性、耐蚀性均优于传统的手工电
2、弧堆焊。尤其适用于现场检修期间短、工期紧和质量要求高场合,其市场前景广阔,经济效益和社会效益大大提高。我们根据2002年最新颁布的加工高硫原油重点装置主要设备设计选材导则对炼油厂现有生产装置内需采用衬里以达到耐腐蚀效果的设备做了一下统计,发现加工高硫低酸原油的装置约有12处,加工高硫高酸原油的装置约有33处需选择复合材料,说明在役设备停工检修时需进行堆焊处理的场合还是较多的。依据以上原因,我们决定进行试验研究比较CO2气体保护堆焊的可行性。二、试验1、焊材选用炼油厂现有生产装置内加工的是高硫低酸原油,晶间腐蚀现象比较普遍,需要选择耐晶间腐蚀的焊材,焊材中除了含有Cr、Ni之外,应该还含有一定量
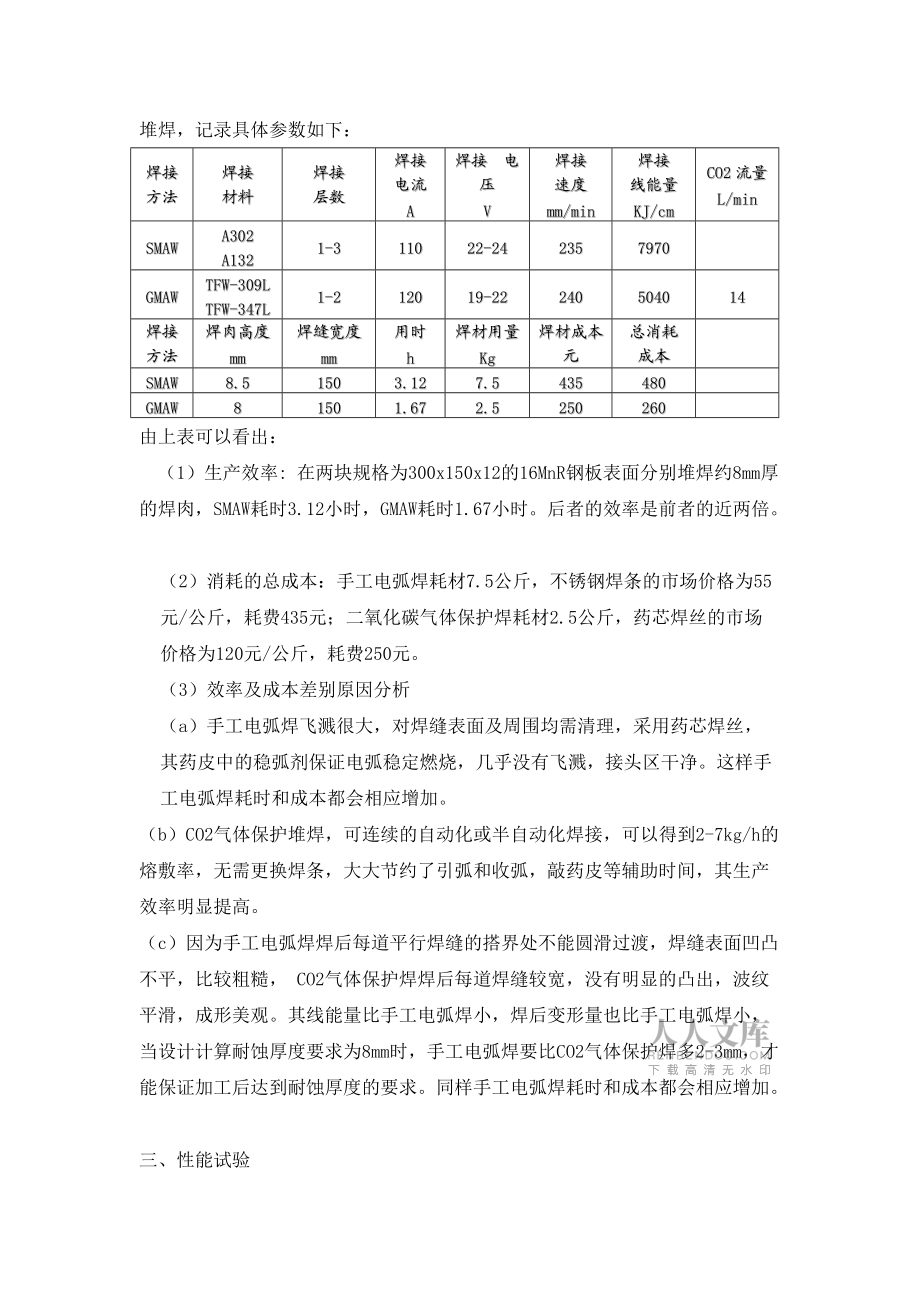
3、的Ti或Nb这些稳定化元素,以保证焊缝的耐蚀性。同时从经济角度考虑,因此,手工电弧焊我们选用的过渡层A302,盖面层A132,而CO2气体保护焊过渡层TFW-309L ,盖面层TFW-347L 。2、焊接工艺参数和焊接效率及成本比较我们拟在两块规格为300x150x12的16MnR钢板表面采用两种焊接方法进行堆焊,记录具体参数如下:焊接 方法焊接 材料焊接 层数焊接 电流A焊接 电压V焊接 速度mm/min焊接线能量KJ/cmCO2流量L/minSMAWA302A1321-311022-242357970GMAWTFW-309LTFW-347L1-212019-22240504014焊接 方法
4、焊肉高度mm焊缝宽度mm用时h焊材用量Kg焊材成本元总消耗成本SMAW8.51503.127.5435480GMAW81501.672.5250260由上表可以看出: (1)生产效率: 在两块规格为300x150x12的16MnR钢板表面分别堆焊约8mm厚的焊肉,SMAW耗时3.12小时,GMAW耗时1.67小时。后者的效率是前者的近两倍。(2)消耗的总成本:手工电弧焊耗材7.5公斤,不锈钢焊条的市场价格为55元/公斤,耗费435元;二氧化碳气体保护焊耗材2.5公斤,药芯焊丝的市场价格为120元/公斤,耗费250元。 (3)效率及成本差别原因分析 (a)手工电弧焊飞溅很大,对焊缝表面及周围均需
5、清理,采用药芯焊丝,其药皮中的稳弧剂保证电弧稳定燃烧,几乎没有飞溅,接头区干净。这样手工电弧焊耗时和成本都会相应增加。(b)CO2气体保护堆焊,可连续的自动化或半自动化焊接,可以得到2-7kg/h的熔敷率,无需更换焊条,大大节约了引弧和收弧,敲药皮等辅助时间,其生产效率明显提高。(c)因为手工电弧焊焊后每道平行焊缝的搭界处不能圆滑过渡,焊缝表面凹凸不平,比较粗糙, CO2气体保护焊焊后每道焊缝较宽,没有明显的凸出,波纹平滑,成形美观。其线能量比手工电弧焊小,焊后变形量也比手工电弧焊小,当设计计算耐蚀厚度要求为8mm时,手工电弧焊要比CO2气体保护焊多2-3mm,才能保证加工后达到耐蚀厚度的要求
6、。同样手工电弧焊耗时和成本都会相应增加。三、性能试验1、弯曲试验根据JB4708-2000钢制压力容器焊接工艺评定的规定,在两块焊件上各截取四块300x150x10大小的试样进行横向侧弯,弯曲角度1800,弯心直径40mm,试样弯曲到规定的角度后,八个试样的受拉面基层与堆焊层熔合处没有分层现象,也未发现其他缺陷,合格。2、晶间腐蚀试验依据GB/T4334.5-2000不锈钢硫酸-硫酸铜腐蚀试验方法之规定,在两块堆焊件的堆焊层上各截取两件80x20x3试样,加工达到一定的精度要求后,放入预先配制好的硫酸-硫酸铜溶液中加热,使之保持微沸状态,试验连续16h,取出后弯曲1800,在10倍放大镜下观察
7、受拉面无因晶间腐蚀而产生的裂纹。3、耐蚀层化学成分分析从堆焊表面约2mm深的侧面水平钻孔采取屑片进行分析,所得数据如下表:化学元素含量(%)测定部位CMnSPSiCrNiMoCuNNbA3020.062.020.0060.0250.4620.979.530.050.54TFW347L0.0271.60.0060.0270.4319.210.60.150.150.0240.547上表数值与原质量证明书对比,焊后熔敷金属中的合金元素含量并未因焊接热循环的作用而有大量损耗。三、显微组织系列试验所焊试件送南京理工大进行了显微金相组织观察、扫描电镜、能谱分析、显微硬度测定等试验,具体数据如下:1、手工焊
8、各区相对位置及金相组织检索:观察部位组 织图 号第一层焊缝,1第二层焊缝,2两层焊缝交界,3母材与第一层焊缝交界粒状贝氏体4手工焊各区金相组织图片: 图1 第一层焊缝 图2 第二层焊缝 图3 两层焊缝交界 图4 母材与第一层焊缝交界2自动焊各区相对位置及金相组织检索:观察部位组 织图 号第一层焊缝,5第二层焊缝,6两层焊缝交界,7母材与第一层焊缝交界粒状贝氏体8自动焊各区金相组织图片: 图5 第一层焊缝 图6 第二层焊缝 图7 两层焊缝交界 图8 母材与第一层焊缝交界3扫描电镜观察:手工焊与自动焊焊接接头扫描: 图5 手工焊焊接接头 图6 自动焊焊接接头4能谱成分扫描:1)手工焊:图2 焊缝、
9、熔合区、母材能谱成分扫描2)自动焊: 图3 焊缝、熔合区、母材能谱成分扫描 注:距离单位m。5、显微硬度 自动焊:焊缝 214 HV0.5 (500g/10秒); 熔合区 255HV0.05手工焊:焊缝 223 HV0.5 (500g/10秒); 熔合区 295HV0.05七 检测结论:1) 两种接头结合均良好,无气孔、夹杂、裂纹等缺陷。两种方法的两层焊缝组织相同。2) 分扫描曲线显示:在焊缝边界存在明显的成分梯度变化,表明为异种钢接头焊接。3) 手工焊熔合区宽度由25m 到75m不等。自动焊熔合区宽度约为25m左右。4) 手工焊热影响区中间组织较自动焊多。5) 焊缝间成分分布均匀。6) 显微
10、硬度显示:自动焊接头较手工焊接头硬度略低。7) 比照两种接头母材与焊缝结合部可知:手工焊接头凝固过渡层的化学不均匀性比自动焊接头严重。说明手工焊熔合比和稀释率高,液体金属流动性差,焊缝金属与母材金属不容易充分混合,冷却后就形成硬度偏高的马氏体组织,其塑性相对来讲较差。八、小型试验模拟运行后试验两块试件模拟现场情况运行一个周期后取出再次进行显微硬度测定及金相法、弯曲法分析其缺陷情况1、显微硬度 CO2气体保护焊:焊缝 253 HV0.5 (500g/10秒); 熔合区 255HV0.05手工电弧焊:焊缝 276 HV0.5 (500g/10秒); 熔合区 305HV0.052、弯曲试验及晶间腐蚀试验试验方法同上,结果均合格3、面扫描成分图:手工焊面与自动焊面扫描对照:(左侧为手工焊,右侧为CO2气体保护焊) 面扫描部位 碳面扫描1000X Cr
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2026届广东省茂名市高考考前提分生物仿真卷含解析
- 2025-2026学年湖南省株洲市高三3月份模拟考试语文试题含解析
- 医疗器械唯一标识典型应用技术指南(医疗器械经营企业)
- 员工培训与发展方案
- 2026年新疆维吾尔自治区初中学业水平考试生物试卷真题(含答案详解)
- 中药热奄包产妇理疗总结2026
- 蛋白质翻译后修饰与心肌缺血再灌注损伤关系的研究进展总结2026
- 2026放水养鱼面试题及答案
- 26秋四年级语文上册【识字+写字+词语】专练
- 2026国资集团面试题及答案
- 护理科普比赛题目及答案57
- 神经纤维瘤病合并咖啡斑
- 慢性牙髓炎病历范文
- 建设项目环境影响评价分类管理名录2026版
- 湖南长沙2019-2021年中考满分作文36篇
- 2025携程旅行年度营销通案
- 软土地基在不同地区的几种处理方法
- GB/T 7659-2025焊接结构用铸钢件
- 学堂在线 中国建筑史-史前至两宋辽金 章节测试答案
- 卫健委日间手术管理制度
- 年产200吨高纯金属铯铷项目报告书
评论
0/150
提交评论