



下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、 本科课程设计垫片冲模设计于兴华燕 山 大 学2012年1月 本科课程设计法兰冲模设计学 院:机械工程学院专业:锻压2班学生:于兴华学 号:0指导教师:涛 胡 答辩日期: 2012.1.10目 录任务书3第1章冲压件的工艺分析41.1冲裁工艺性41.2翻边工艺性41.3判断能否一次性翻边成功5第2章确定工艺方案52.1初步确定加工方案62.2冲压方案的制定6第3章排样及材料利用率的计算83.1计算预冲孔的大小83.2确定排样方式93.3计算材料利用率10第4章冲压设备的确定124.1冲裁力的计算124.2计算压力中心144.3冲压设备的确定14第5章模具主要工作部分尺寸的确定145.1落料刃口
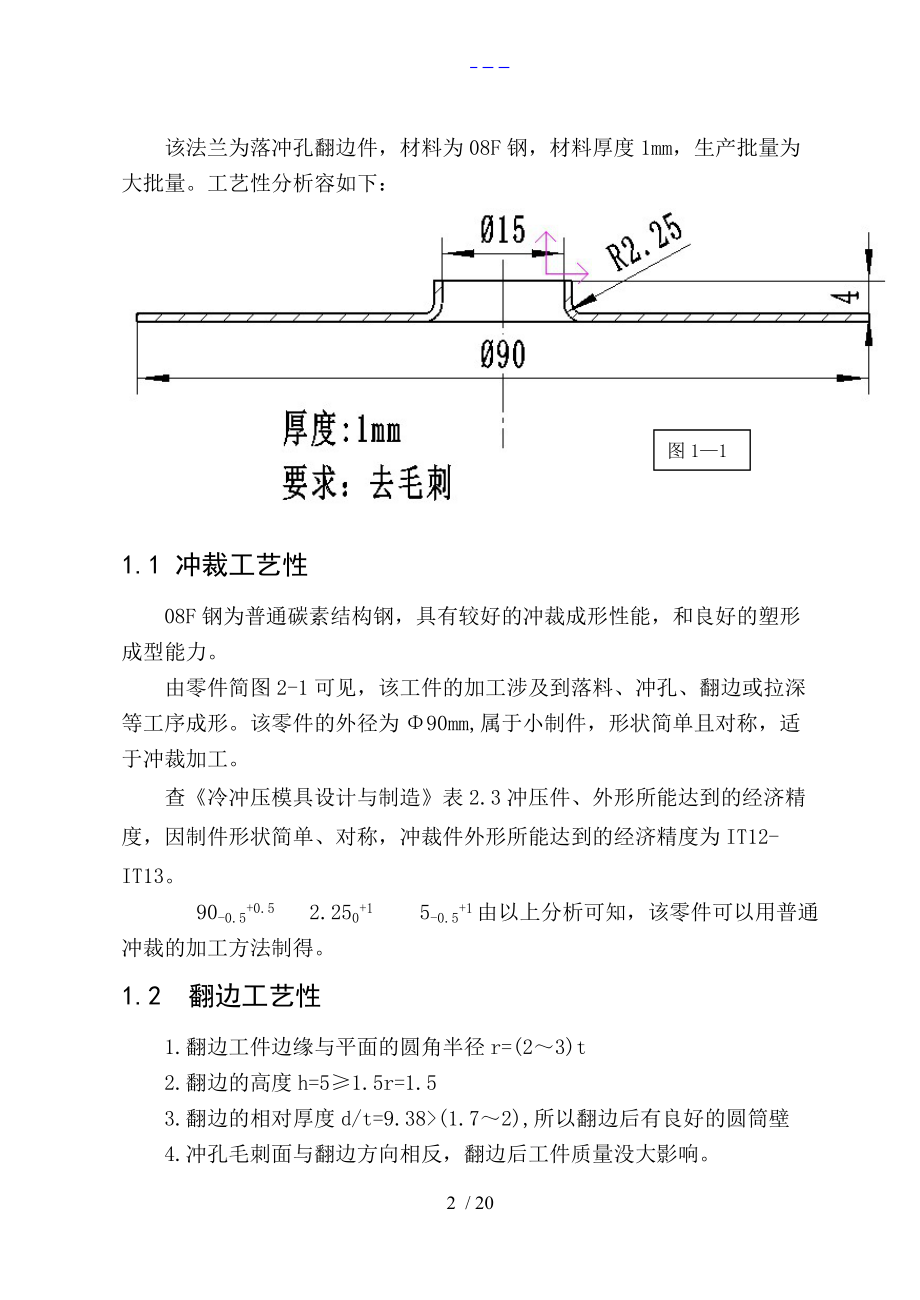
2、尺寸145.2冲孔刃口尺寸155.3 翻边刃口尺寸16第6章 模具结构和主要零部件设计176.1模架的选择176.2主要零部件设计186.3 冲压模具装配图19参考文献21致22第1章 冲压件的工艺分析该法兰为落冲孔翻边件,材料为08F钢,材料厚度1mm,生产批量为大批量。工艺性分析容如下:图111.1 冲裁工艺性08F钢为普通碳素结构钢,具有较好的冲裁成形性能,和良好的塑形成型能力。由零件简图2-1可见,该工件的加工涉及到落料、冲孔、翻边或拉深等工序成形。该零件的外径为90mm,属于小制件,形状简单且对称,适于冲裁加工。查冷冲压模具设计与制造表2.3冲压件、外形所能达到的经济精度,因制件形状
3、简单、对称,冲裁件外形所能达到的经济精度为IT12-IT13。 90-0.5+0.5 2.250+1 5-0.5+1由以上分析可知,该零件可以用普通冲裁的加工方法制得。1.2 翻边工艺性1.翻边工件边缘与平面的圆角半径r=(23)t2.翻边的高度h=51.5r=1.53.翻边的相对厚度d/t=9.38(1.72),所以翻边后有良好的圆筒壁4.冲孔毛刺面与翻边方向相反,翻边后工件质量没大影响。5.查中国模具设计大典第3卷,第35页,K.W.I扩孔实验,预加工孔9.38可扩孔到35左右,而制件为18,即满足翻边性能。 总体看来:该制件均满足冲裁工艺性和翻边工艺性,适于冲裁加工。1.3判断能否一次性
4、翻边成功由预冲孔公式可以得到翻边高度H的表达式:H=D-d2+0.43r+0.72t (2-1)或H=D2(1-dD)+0.43r+0.72t =D2(1-K) +0.43r+0.72t若将Kmin带入上式,则可得到许可的最大翻边高度HmaxHmax=D2(1-Kmin)+0.43r+0.72t 其中 D翻边后的中经(mm)Kmin极限翻边系数 r翻边圆角半径(mm)t材料厚度(mm)查冷冲模设计,表7-1低碳钢圆孔极限翻边系数 这里凸模采用圆柱形平底型式 孔的加工方式为冲孔 因相对厚度d/t=9.38 得Kmin= 0.55 于是Hmax=282(1-0.55)+0.432+0.721 =5
5、.53(mm)因工件高度HZmax Zmin因此在这里采用单配方法加工。对于落料,先做凹模,并以它作为基准配做凸模查互换性与测量技术基础表2-4查出其极限偏差为:90-0.150.15mm查冷冲模设计表3-5磨损系数 取X=0.5D凹=(D-X)00.024(5-1)= (90-0.50.8)00.024mm =89.960+0.024mm落料凸模的尺寸按凹模尺寸配制,其双面间隙为0.100.14mm5.2冲孔刃口尺寸冲孔部分:凹=+0.02mm凸=-0.02mm |凹|+|凸|=0.02+0.02mm =0.04mm|凹|+|凸|=Zmax Zmin对于采用分别加工时,应保证下述关系:|凹|
6、+|凸|Zmax Zmin (5-2)但对于形状复杂或料薄的工件,为了保证凸、凹模间一定的隙值,必须采用配合加工。因此在这里采用还是采用单配方法加工对于冲孔,先做凸模,并以它作为基准配做凹模查互换性与测量技术基础表2-4查出其极限偏差为:9.38-0.4+0.4mm 查冷冲模设计表3-5磨损系数 取X=0.5则 d凸=(d+X)-0.0680(5-3) = (9.38+0.50.8)-0.0680 =9.78-0.0680mm冲孔凹模的尺寸按凸模尺寸配制,其双面间隙为0.100.14mm5.3翻边工作刃口尺寸5.3.1翻边间隙如图5-1,由于在翻边过程中,材料沿切向伸长,因此其端面的材料变薄非
7、常严重,根据材料的统一变形情况,翻边凹模与翻边凸模之间的间隙应小于原来的材料厚度。 图5-1 翻边间隙查冷冲压模具设计与制造,表5-5平板毛坯翻边时凸凹模之间的间隙得Z/2=0.85mm5.3.2翻边刃口尺寸1.翻边凸模的刃口尺寸计算查互换性与测量技术基础表2-4查出其极限偏差为:150+0.33mm查冷冲模设计表3-5磨损系数 取X=0.5则 d凸=(d+X)-(14)0(5-4)=(15+0.50.33)-(14)0.330=15.165-0.082502.翻边凹模的刃口尺寸计算根据翻边间隙和翻边凸模的刃口尺寸来确定翻边凹模的刃口尺寸D凹=(d凸+22Z)0+(14)(5-5) =(15.
8、165+20.85)0+140.33 =16.8680+0.0825mm第6章 主要零部件及模具结构的设计6.1模架的选择查中国模具设计大典第3卷,表22.4-30后侧导柱模架(GB/T2851.3-1990)根据凹模周界尺寸选择选择模架160mm160mm名称尺寸材料热处理上模板下模板导柱导套凸缘模柄160mm160mm40mm160mm160mm50mm28mm150mm28mm90mm38mm32mm59mmHT200HT2002020Q235渗碳5862HRC渗碳5862HRC6.2、其他模具零件的结构设计6.2.1落料凹模(图51): 外尺寸和厚度已定; 需要六个螺纹孔与上模座固定;
9、有两个与下模板同时配做的销钉孔;图62 冲孔凸模图61 落料凹模 6.2.2冲孔凸模(图52):设计外形尺寸(工作部分尺寸已定); 标注尺寸、精度、形位公差和粗糙度;6.2.3弹性卸料板(图53):形与凸凹模间隙配合,外观视橡皮的数量大小而定; 需要有六个螺纹孔与卸料螺钉配合; 加工出定位挡料钉孔;图63 弹性卸料板6.3.4其他零件查国标进行具体结构设计,容从略。6.3冲压模具的装配图由以上设计计算,并绘图设计,该外壳零件的落料冲孔倒装式复合模装配图如下:参考文献1 王秀凤、万良辉冲压模具设计与制造航空航天大学2 占尧冲压模具图册高等教育3 肖景容冲压工艺学机械工业4 梁炳文冷冲压工艺手册航空航天大学5 王孝培冲压设计资料致本次课程设计是在胡老师和涛老师的悉心指导和帮助下完成的。在课程设计的选题、资料的搜集以及整个设计过程中,处处凝聚着两位老师的智慧和心血。两位老师的治学态度、精益求精的工作作风,时刻激励和影响着我。使我在短期不仅学识水平有了较大提高,而且更重要的是从老师那里学到了从事研究工作的方法和态度,这必将使我受益终生。正是
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025年护士执业资格《护理管理与危机处理》备考题库及答案解析
- 2025年工程师《工程数学与力学》备考题库及答案解析
- 商铺租赁补充终止合同协议2025年
- 软件2025年版权许可合同协议
- 旅游意外保险合同协议2025年
- 跨境电商客服兼职合同协议2025年
- 2025年宽带薪酬体系应用与管理考试试题及答案
- 垃圾分拣施工合同协议
- 垃圾收费委托合同范本
- 外贸战略合作协议合同
- 新能源汽车底盘课件
- 强制执行相关课件
- 合同节水项目案例-河北工程大学
- 2024-2025学年海南省海口市外研版(三起)(2012)五年级上学期11月期中英语试卷(含答案含听力原文无听力音频)
- GB/T 5617-2025钢件表面淬火硬化层深度的测定
- 网店客户服务课件
- 危重症患者口渴护理规范
- 辅警保密培训课件
- 股票市场中的波动性与回报
- 排球规则课件
- DB46-T 481-2019 海南省公共机构能耗定额标准
评论
0/150
提交评论