



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
ProcessCapabilityAnalysis
制程能力分析品质部Jane学习概要1、制程能力分析?2、制程能力分析所用指标?3、制程能力指标的假设前提?4、CaCpCpk详解?5、抽样?6、美军标准105E抽样流程?7、3δ与6δ品质管控之浅谈?
一、何为制程能力分析?制程能力就是工序(产品的生产制造过程)在一段时间内处于稳定作业状态下的实际工作能力,而制程能力分析就是评价该实际工作能力是否满足预期目标的一种分析方式。二、制程能力分析所用指标?
Cpk:制程能力指标
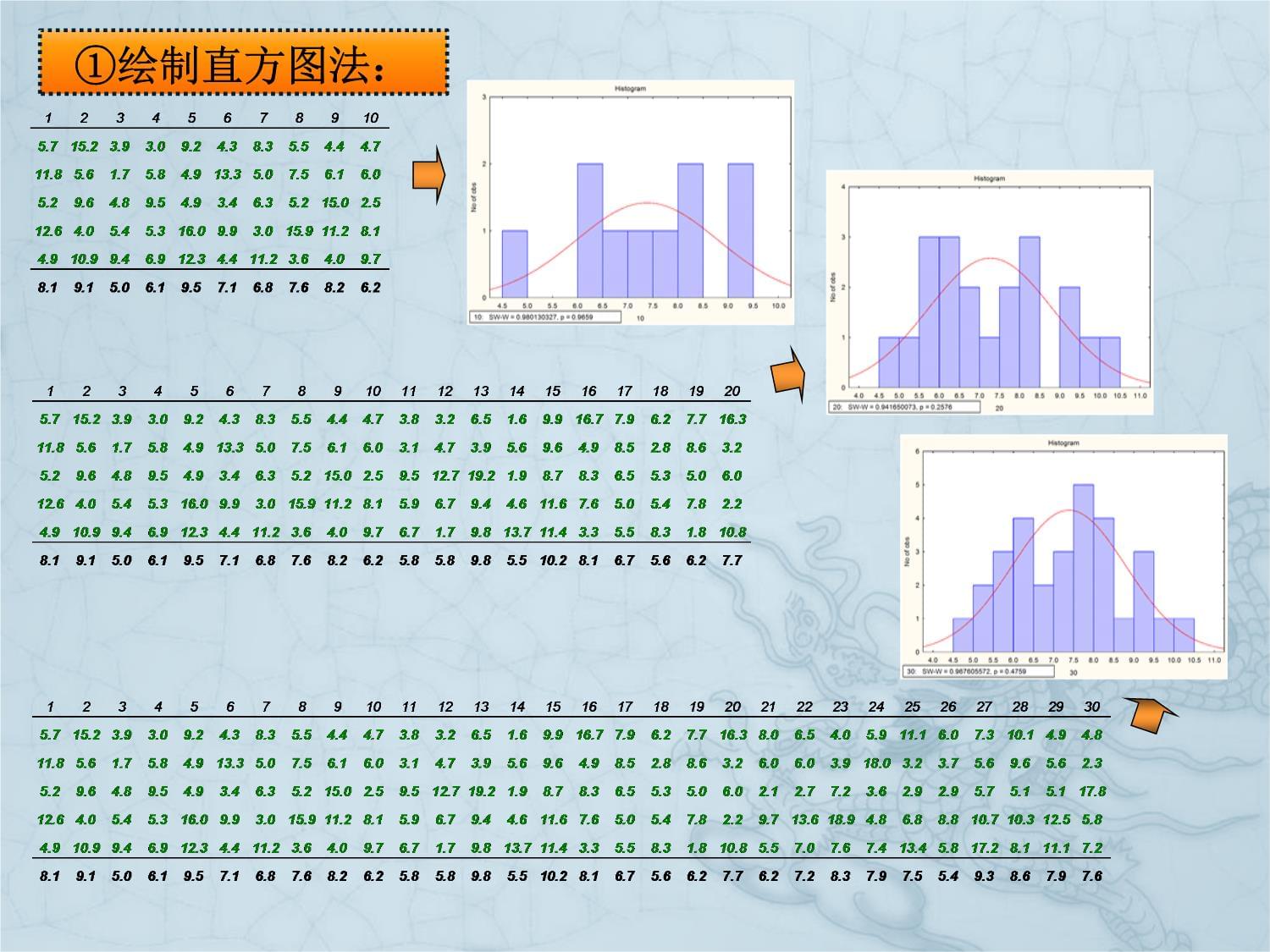
ProcesscapabilityindexCp:精密度CapabilityofprecisionCa:准确度Capabilityofaccuracy三、制程能力指标的假设前提?一般在計算Cpk時,均假设品质特性量测值呈正态分布(连续型随机变量分布的一种)。品质特性:产品固有的属性,比如原纸的吸水度,耐破,耐折度;纸箱尺寸等为什么要假设品质特性量测值呈正态分布,正态分布与计算CPK有什么关系?Cpk计算只有在稳定的制程下才有意义,如果制程稳定,数据自然会呈现正态分布。
①绘制直方图法如何证明品质特性的测量值(数据)呈正态分布?
②minitabe检测①绘制直方图法:②mimitabe检测法②minitabe检测法:四、Ca•Cp•Cpk详解?1.准确度(Ca):获得数据的实际平均值与规格中心值之间的偏差程度(∴Ca反应的是位置关系)2.精密度(Cp):规格公差T(规格的上限—规格下限)与获得数据的6个δ相差程度(简言之就是获得数据的离散程度,∴Cp反应的是散布关系
,即正态分布图的形状)
δ实例:ABC是三位玩飞镖的枪手,红绿蓝点表示飞镖落在环上的位置,通过分析红绿蓝三种点的分布位置以及绘制的分布图研究ABC三人的Ca(准确度),Cp(精密度)思考3.Cpk:衡量制程能力好坏的指标举例:Cpk如同小车过桥:车身的大小如同Cp;桥的宽度如同工程规格;开车技术如同Ca;由此可见Cpk如何要看Ca,Cp准确度Ca(仅限双边规格):Ca=X-μ(USL-LSL)/2X100%
说明:U:规格中心值USL-LSL(也可以写成T)为规格上限-规格下限;USL:uppersizelimit;LSL:lowersizelimitCa仅适于双边规格,单边规格时无法计算Ca见实例Ca、Cp、Cpk计算方法由此可看出|Ca|越小越好012.5%25%50%100%A級B級C級D級規格中心上下限等級Ca值处理原則A0%≦
|Ca|≦12.5%维持现状B12.5%≦
|Ca|≦25%改进为A級C
25%≦|Ca|≦50%立即讨论改善对策D
50%≦|Ca|≦100%采取紧急措施,全面讨论
必要時停止生产
制程准确度Ca范围Cp=USL-LSL6s精密度Cp(双边规格时):见实例:因为δ越小越好,由此可见Cp越大越好额制程精密度Cp范围:NO.Cp
分布与规格之关系制程能力判断
处置1Cp≧1.67SlSu
太佳制程能力太好,可酌情缩小规格,或考虑降低成本.21.67>Cp≧1.33SlSu
合格理想状态,继续维持.31.33>Cp≧1.00SlSu
警告使制程保持于管制状态,否则产品随时有发生不良品的危险,需注意.41.00>Cp≧0.67SlSu
不足产品有不良品产生,制程管理不够妥善有改善之必要.50.67>CpSlSu
非常不足应采取紧急措施,改善质量并追究原因,必要时对规格作检讨.sssss制程能力指標Cpk(双边规格时)Cpk=min{}3sUSL-X,3sX-LSLCpk=(1–Ca)x
Cp或见实例:Cpk中的K表示偏移度,即:平均值与规格中心值偏移程度,当平均值与规格中心数值相同时,Ca=0,Cpk=CpCpk当然是越大越好啦制程指数Cpk范围等级Cpk值处置对策A1.33≤Cpk制程能力足够B1.00≤Cpk≤1.33制程能力尚可,应在努力C
Cpk≤1.00制程应加以改善
Cp=Cpk(单边规格时)注:单边规格时没有Ca值LSL3sCpk=Cp
=USL-X3sCPK=Cp
=X-LSLUSL见实例Cp、Cpk与合格率之关系:正态分布图
-3
+3
99.73%0.135%0.135%
-3
+3
+3
-3
管制图管制图稍做讲解哈实例:某厂产品管至规格5±5,1号机生产数据为1,9,2,8。2号机生产数据为6,4,5,5。3号机生产数据为9,8,9,8。试算各机之平均值X,σ,Ca,Cp,Cpk。
1号机2号机3号机平均558.5变异(标准差δ)4.080.820.58Ca000.7Cp0.412.042.89Cpk0.412.040.87+1σμ-1σ-2σ+2σ-3σ+3σ57698
10432101号机管制图+1σμ-1σ-2σ+2σ-3σ+3σ57698
10432102号机管制图+1σμ-1σ-2σ+2σ-3σ+3σ57698
10432103号机管制图SampleSize
需要多少?母体样本随机抽样30笔数据以上五抽样抽样检验(SamplingInspection)从一批产品中抽取预先规定的样本大小,然后对样本进行测试或检定,并将結果与标准进行比较,从而判定该批产品允收还是拒收。目前使用抽样检验的单位有IQCIncomingQualityControl(来料检验)、IPQC
InPutProcessQualityControl(制程检验)
、FQCFinishorFinalQualityControl(成品质量检验)等。目前美軍標準105E(MIL-STD-105E)是世界上应用最广泛的抽样检验。六、美軍标准105E(MIL-STD-105E)检验流程开始
正常检验
减量检验
严格检验连续10批均允收,且最近连续10批中所抽取的样本总数中不良品总数小於某特定值,且生产稳定,无机器故障,且消費者(或买方)之管理当局认为减量检验较为适当。有一批送验被拒收,或生产不稳定\停滞,或减量检验未达允收规定,或消費者(或买方)之管理当局认为正常检验较为恰当。连续5批被允收连续5批以下有2批被拒收连续10批均维持在严格检验终止检验*採箭頭下方第一個抽樣計畫。當樣本大小超過批量大小,則進行100%全檢三个δ要求:品质限制为μ±3δ,要求μ±3δ落在规格限制内,当Ca=0时,合格率要求99.73%
七、3δ与6δ品质管控之浅谈:六个δ要求:品质限制为μ±6δ,要求μ±6δ落在规格限制内,当Ca=0时,合格率的要求99.9999998%制程无飘移制程飘移1.5δ制程通常都会有1.5δ的飘移3δ品质与6δ品质的差距3
的不足:过去一个世纪以来,一般企業多建立在3δ的品质水平,此水平今后已经无法接受。表面上,99.73%的良品率看來已经相当完善,但就医药和饮食而言,它的绩效水平卻是如下所述:每一万桶奶粉里面就有27桶有毒;医院每做1万例手术就有27例失误;而且以上仅是制程无飘移的理想状况(即Ca=0时)下。6δ:以不良率衡量某制程好坏的一种统计概念,达到6δ标准是指在制程中只有百万分之3.4的不良率,这是一种几乎完美的境界。6
详解:制程有1.5δ飘移的状况下额改进的好处:如果一个3
企业将其所有资源投入改进过程,大约每年可以提高一个
的水平,并可获得下述收益:利润率增长20%产出能力提高12%—18%减少雇员12%资本投入减
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 丹姿水密码护肤品调查问卷
- 云南省红河州泸西一中2024届高三冲刺模拟数学试卷含解析
- 《压力管道规范+工业管道+第4部分:制作与安装GBT+20801.4-2020》详细解读
- 2024年江苏省兴化市中考二模考试道德与法治试题
- 关于合同书范文
- 关于GRE考试改革的信息
- 服装实习报告范文3000字
- 房地产的口号
- 双联帮扶-讲话
- 部门干事工作总结
- 数字化转型中的人才培养模式探讨课件
- 《大象的耳朵》课件(共47张)
- 病房时钟管理方案
- 无缝钢管行业市场规模分析
- 颜料填料买卖合同范本
- DBJ50∕T-338-2019 轻质隔墙条板应用技术标准
- 建设工程消防设施检测报告模板
- 客户关系管理理论与应用(第2版)-栾港 课后习题答案
- 余华文学作家名人人物介绍PPT
- 想干事、能干事、干成事、不出事
- 折弯机作业指导书-039
评论
0/150
提交评论