



下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、GSM1高精度贴片机编程技巧烽火通信科技股份有限公司 鲜飞为应对不断扩大的生产规模,我公司于2002年3月引进了一条环球高速贴片线,其中高精度贴片机是GSM1。GSM1为拱架式结构,安装了新型Flex Jet贴装头,同以往贴装头相比,进行了以下一系列改进:把每个CCD摄像机内至到每个贴装头里,各自独立,以往的4 Spindle Nozzle已进化成7 Spindle Nozzle;把这样的7个贴装头都装设在贴装平台系统上,并行运行。在2年的使用过程中,我们总结出了许多有益的经验,特提出来与同行交流,希望对广大使用环球GSM1贴片机的用户有所帮助,本文主要涉及编程方面。我公司GSM1贴片软件使用
2、的是UPS 4.21 Supplement F,运行在IBM OS2环境下。1、实现不换吸嘴在贴片过程中机头频繁更换吸嘴(Nozzle Change),不但增加贴片时间(更换一次需花费左右),而且会对吸嘴、夹具等造成磨损,所以应尽量减少换吸嘴次数,甚至不换吸嘴。一开始,由于我们还不太熟悉,我们通过人工手动调整方法来实现不换吸嘴,这种方法既费时又费力。后来经过我们的摸索,我们发现软件中有可以实现不换吸嘴的优化功能,并总结了一套有效办法,具体步骤如下:第一步:机头吸嘴设定(Head Setup)。进入程序编辑(Data Edit)界面, 单击Order菜单中的Head Setup,进入“Head
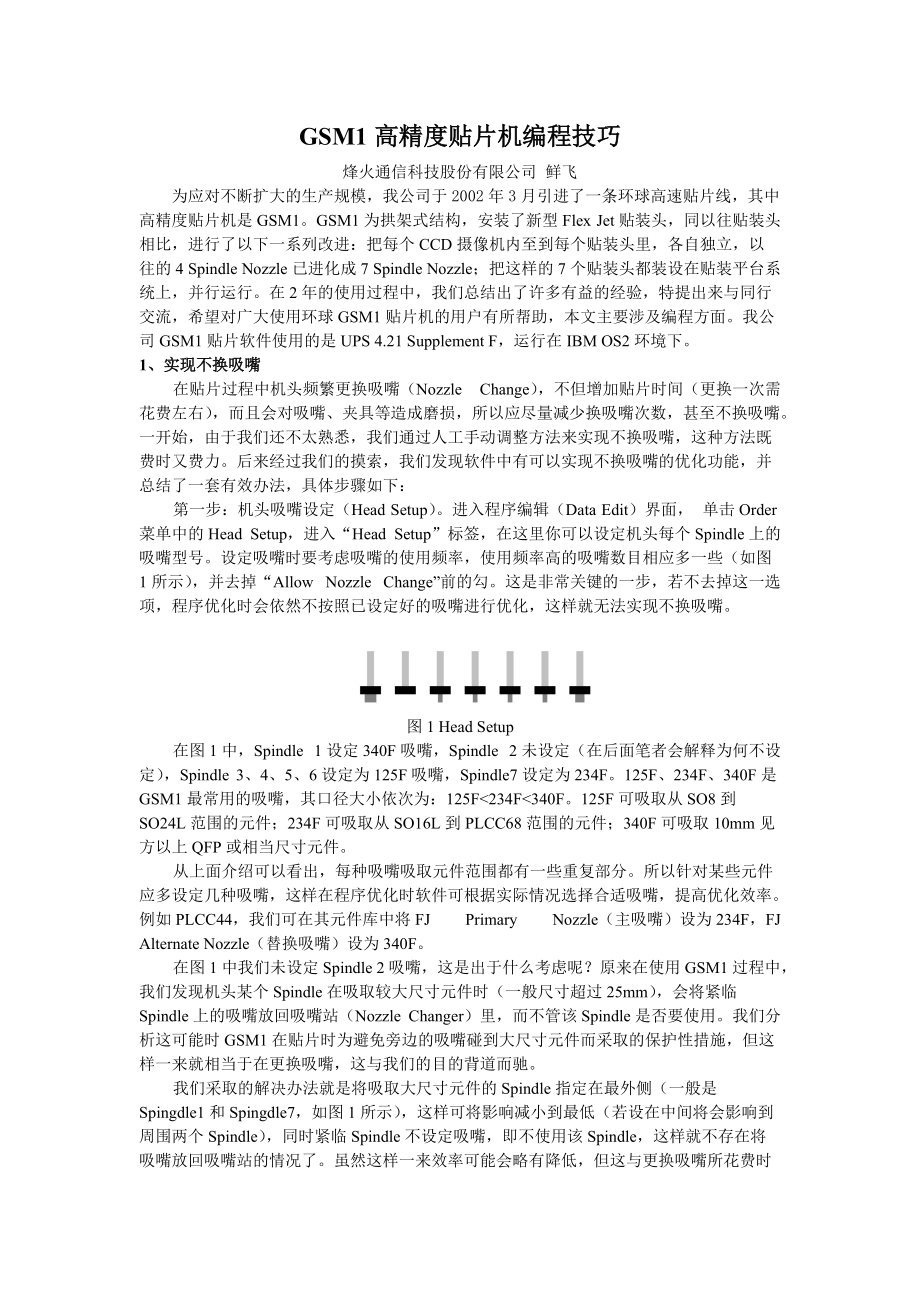
3、Setup”标签,在这里你可以设定机头每个Spindle上的吸嘴型号。设定吸嘴时要考虑吸嘴的使用频率,使用频率高的吸嘴数目相应多一些(如图1所示),并去掉“Allow Nozzle Change”前的勾。这是非常关键的一步,若不去掉这一选项,程序优化时会依然不按照已设定好的吸嘴进行优化,这样就无法实现不换吸嘴。图1 Head Setup在图1中,Spindle 1设定340F吸嘴,Spindle 2未设定(在后面笔者会解释为何不设定),Spindle 3、4、5、6设定为125F吸嘴,Spindle7设定为234F。125F、234F、340F是GSM1最常用的吸嘴,其口径大小依次为:125F
4、234F340F。125F可吸取从SO8到SO24L范围的元件;234F可吸取从SO16L到PLCC68范围的元件;340F可吸取10mm见方以上QFP或相当尺寸元件。从上面介绍可以看出,每种吸嘴吸取元件范围都有一些重复部分。所以针对某些元件应多设定几种吸嘴,这样在程序优化时软件可根据实际情况选择合适吸嘴,提高优化效率。例如PLCC44,我们可在其元件库中将FJ Primary Nozzle(主吸嘴)设为234F,FJ Alternate Nozzle(替换吸嘴)设为340F。在图1中我们未设定Spindle 2吸嘴,这是出于什么考虑呢?原来在使用GSM1过程中,我们发现机头某个Spindle
5、在吸取较大尺寸元件时(一般尺寸超过25mm),会将紧临Spindle上的吸嘴放回吸嘴站(Nozzle Changer)里,而不管该Spindle是否要使用。我们分析这可能时GSM1在贴片时为避免旁边的吸嘴碰到大尺寸元件而采取的保护性措施,但这样一来就相当于在更换吸嘴,这与我们的目的背道而驰。我们采取的解决办法就是将吸取大尺寸元件的Spindle指定在最外侧(一般是Spingdle1和Spingdle7,如图1所示),这样可将影响减小到最低(若设在中间将会影响到周围两个Spindle),同时紧临Spindle不设定吸嘴,即不使用该Spindle,这样就不存在将吸嘴放回吸嘴站的情况了。虽然这样一来
6、效率可能会略有降低,但这与更换吸嘴所花费时间以及吸嘴等机头部件磨损所付出的代价相比还是很划算的。第二步:程序优化(Program Optimazition)。在程序编辑界面中点击Order菜单中的Thoughout Optimization Aid,进入“Program Optimazition”标签,根据情况设定优化设定限制选项,例如No Feeder Duplication(不复制多个供料器)、use quick Flex Jet Optimizer(用快速Flex Jet头优化,这是必选项)等,然后点击优化按钮开始程序优化。第三步:程序调整。对优化出来的程序进行一些调整,以使Task次数
7、最少(Task是指贴片头连续完成一个吸着识别贴装的动作),从而使贴装时间最短。根据我们的使用经验,强烈推荐所有正在使用GSM贴片机的用户采用上述介绍的方法进行程序优化,这样不但提高生产效率,而且还可以将机器的磨损降低到最低程度。2、巧妙利用Import Circuit(产品导入)功能在编辑拼板程序时,按照常规方法先从CAD数据中导入并生成第一块拼板数据,然后其它拼板以第一块拼板为参考,通过输入偏移量(在整块PCB中的相对位置)复制而成。但我们发现存在以下问题:若调整拼板中某个元件的贴装位置,往往整块PCB上所有该元件的位置都会发生同样的变化。但实际生产过程中往往会出现不同拼板上某个元件偏移情况
8、不一致的情况,这样就给程序调整带来了麻烦。解决的办法只有将拼板数据转化为整板数据,这样就可以针对整块PCB上每个元件贴装数据进行单独修改。生成整板数据的方法如下:第一步:先按照常规方法生成单拼板的贴片程序,注意在电路板数据中只输入单拼板的尺寸。第二步:编写整块PCB贴片程序,电路板数据中输入整板的尺寸。点击Product菜单中的Import Circuit(产品导入),在弹出的对话框中输入第一块拼板在整板中的偏移量(包括Start X、Start Y、Rotation),点击确认键即可将该拼板数据添加到整板贴装数据中。第三步:重复上述步骤将其它拼板分别添加到整板贴装数据中。这样就将所有的拼板程
9、序合并生成了一个整板程序,可针对每个元件贴装数据进行单独修改而不会影响到其它拼板,这实际上就是将拼板程序转换成了整板程序(如图2所示)。我们建议GSM用户按上述方法编写拼板程序。利用该方法还可以编辑由不同类型拼板构成的PCB贴片程序(最常见的是电路板正面与反面拼在一起,俗称“阴阳板”)。图2 拼板程序转换成整板程序3、实现同时吸取(Gang Pick)Flex Jet头两Spindle间距为20mm, 采用12mm以下(含12mm)编带的元件可以7 Spindle同时吸着,最快贴片速度可达每小时10,000片。因此在排列Feeder时,12mm以下和12mm以上应分开排列,同时还要对每一Tas
10、k中的元件吸取次序进行调整,以尽量实现同时吸着。需要说明的是,受Spindle间距影响,当元件尺寸超过20mm时,在一个Task中最多吸取4个元件。我们将介绍编辑方法,某产品有正反两面,其中反面为阻容类元件,以反面为例,之所以选择这么特殊的产品,是希望能起到一个举一反三的作用。第一步:分配元件。与GSM1配套的高速贴片机HSP4796L最快贴片速度可达每小时36,000片,几乎是GSM1的4倍,我们按4:1的比例分配每台机器的贴装元件数。还要注意分配到GSM1上的元件数量应尽量一致,若某个元件数量较多,应视情况分配数个Feeder,分配每个Feeder上的数量应与其它元件数量接近。这样可提高实
11、现同时吸取的概率。第二步:排列Feeder。顺序排列使用元件数接近的Feeder,如图3所示。图3 顺序排列Feeder(上面数字为每个feeder使用元件数)第三步:程序优化。要选择Use Current Feeder Setup(用现在Feeder位置设定)限定条件,即在不改变Feeder位置情况下进行优化。针对图3中的实例,软件自动优化出5个Task,前三个Task同时吸取左数七个Feeder上的元件,后二个Task同时吸取右数七个Feeder上的元件。经过测算我们发现GSM1的贴装效率被发挥到了极至,实际贴装速度竟然达到了惊人的每小时9,000片!若不考虑识别MARK的时间,实际贴装速
12、度还要快,这已经接近了理论速度。要最大程度地发挥GSM1的贴片效率,最好在优化前先排列好Feeder,并考虑每个Feeder上使用元件数量及排列顺序,这样优化出来的结果往往能尽可能多的实现同时吸取。4、元件库(Component Database)参数的合理设定在我们编写元件库的过程中,出现过参数设置不当导致识别不良的情况,特举几个典型实例:1) Socket 32插座偏斜一次某产品使用了Socket 32插座,引脚间距为,我们将其按照普通PLCC元件进行处理。但在贴片过程中发现贴装不稳定,经常出现偏斜,而且抛料率也较高,在5%左右。我们检查了一下插座,发现插座引脚不是很规整。为此我们特将其元
13、件库Lead Inspection(引脚检查)设为Yes,即对引脚进行检查。同时还对引脚检查参数进行了仔细设定(见表1),以控制抛料率。经重新设定参数后,未再出现偏斜的情况,同时抛料率稳定在1%以内。参数设定值(mm)Lead Tolerance From BodyLead Tolerance Across BodyLead Spacing ToleranceLead Len Positive ToleranceLead Len Negative Tolerance表1 Socket 32插座引脚检查参数设定 针对其它一些引脚不规整的元件也可以采用上述方法解决,但需要注意的是引脚间距的元件最好
14、不要打开引脚检查,根据我们实践经验,比较容易出现死机。2) BGA偏移一次在生产某产品时突然出现某BGA偏移,而且时有时无,很不确定。经与环球应用工程师联系,将其元件库中All Ball Count(检查所有焊球)设为Yes,同时要将Bump Process(焊球处理模式)设为D或E。重新设定参数后,BGA偏移未再发生过。3) 白色基底陶瓷BGA的识别在生产过程中我们碰到过白色基底陶瓷BGA,其底面颜色与焊球颜色十分接近。这无疑给焊球识别带来了麻烦。我们适当降低光照强度,以增加两者之间的对比度,经反复测试发现将P2P/NCC8 Lighting Level设为2(默认值为5)比较合适,所有焊球
15、全部找到。同时将All Ball Count(检查所有焊球)设为Yes,Bump Process(焊球处理模式)设为D。4) Connector(连接器)的识别目前我公司产品中开始大量使用某型号Connector,该Connector长66mm,宽6mm,颜色为乳白色,两侧各有间距的引脚70个。在编写其元件库时我们碰到了一个问题,原来为方便吸取在元件上部中间位置安装有金属顶盖,正是这个顶盖带来了不必要的麻烦。该顶盖较宽,伸出了元件体外,当识别时,摄像头从Connector底部照上去,中间部分引脚与顶盖伸出部分影像重叠,造成引脚识别困难。我们先将Connector元件库中重叠引脚去掉,但有时在识
16、别时摄像头反而又找到了被去掉的引脚,从造成定位错误。我们又将光照强度降低,反复测试还是经常出现识别不到中间引脚。这下可把我们难住了,究竟该怎么办呢?我们又开始查看元件库中每一项设置参数,突然注意到了Lead Type(引脚类型)这一选项。其中有Gull Wing(欧冀状引脚)、J Bend(J形引脚)、Melf(圆柱形引脚),另外还有UIC A、UIC B和UIC C,我们设定的是Gull Wing。我们试着改为UIC A,同时光照强度设为3,反复测试引脚识别良好,正式生产抛料率控制在1%以内。 当识别一些特殊形状或干扰较大引脚时,若用常规引脚类型效果不好时,可试着采用一下UIC A、UIC
17、B和UIC C,你可能会有意想不到的结果。5、托盘(Tray)参数设定我们在生产过程中会经常碰到各种类型的托盘(又称华夫盘),若每种托盘都进行测量,非常耽误时间。为此我们特意将各种类型的托盘参数整理成表(如表1所示),该表涵盖了绝大多数常用托盘,编托盘数据时时直接引用表中对应托盘参数即可,减少了很多不必要的工作量。 单位:mmNumber of RowsNumber of ColumnsRowSpacingColumnSpacingNest XNest YComment7342BGA83833838BGA_35*3583373731QFP943431QFP_26*26104BGA1053210
18、63016TSOP114BGA1162721QFP125BGA_23*23125126128TSOP129TSOP146QFP156156BGA1581327159TSOP166QFP187BGA208QFP2081515BGA2510QFP表1 环球托盘参数设定 表中项目依次为托盘行数、列数、行间距、列间距、第一个元件取料X位置、Y位置和注释。在查取时要分清BGA和QFP,尽管行列数相同,但行间距、列间距以及第一个元件取料位置是不一样的。上表中有些参数也适用其它机型,如行间距、列间距。6、整体偏移的调整有时在生产过程中会发生贴片位置整体偏移的情况,HSP4796L的调整很方便,可以直接在Placement data中输入整体补偿值来修正;GSM未提供这一功能,但可通过修改MARK点坐标来调整,例如所有元件X坐标要加上0.2mm,则只需将所有MARK X坐标减去就可实现,Y坐标偏移的调整方法也一样。这个方法同时适用于其它机型贴片位置整体偏移的调整。7、贴装压力(Placement Pressure)的合适设置 元件的贴装压力应合适设置,以免对Spindle Clutch(离合器)造成不良的影响。根据环球公司的一项实验,用
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025山煤国际井下操作技能人员招聘150人(山西)笔试参考题库附带答案详解
- 25年公司厂级员工安全培训考试试题新版
- 2024-2025新入职工安全培训考试试题答案A卷
- 2025简约式门面房屋租赁合同样本
- 2025融资租赁合同金融范本
- 2025授权融资合同范本
- 就业协议书失效
- 2025企业实习生合同
- 2025餐饮服务承包合同范本
- 2025装饰装潢工程承包合同
- 2025年装维智企工程师(三级)复习模拟100题及答案
- 国家管网集团西南管道昆明输油气分公司突发环境事件综合应急预案
- 停送电培训课件
- 医院培训课件:《核心制度-护理值班和交接班制度》
- 解题秘籍05 圆的综合问题(9种题型汇-总+专题训练)(解析版)-2025年中考数学重难点突破
- 无线网络施工方案
- 电商平台居间合同
- 美学《形象设计》课件
- 江苏省建筑与装饰工程计价定额(2014)电子表格版
- DB14∕T 2024-2020 出口水果包装厂管理规范
- 08真空热处理炉
评论
0/150
提交评论