

版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、1780热轧生产工艺与设备6.1 1780热轧的产品、规格及生产能力宝钢股份不锈钢分公司1780mm热轧以热轧不锈钢钢卷为主导产品,同时发挥轧机能力大、控制水平高的特点,兼 顾生产薄规格、高强度、高附加值的优质碳素结构钢、低合 金钢等。不锈钢包括 200、300、400系列,其中奥氏体不锈 钢约占总量的 70%,铁素体不锈钢占2527%,马氏体不锈钢占35%;碳素钢中包括双相、多相微合金钢,高强度 钢及特殊用途钢等品种,且碳钢产品中以薄规格为主,厚度 1.23.5mm约占80%,以生产热轧酸洗、热轧镀锌及以热 代冷用钢卷。一期的设计产量为年产热轧钢卷282.2万吨,其中不锈钢69.8万吨,碳钢
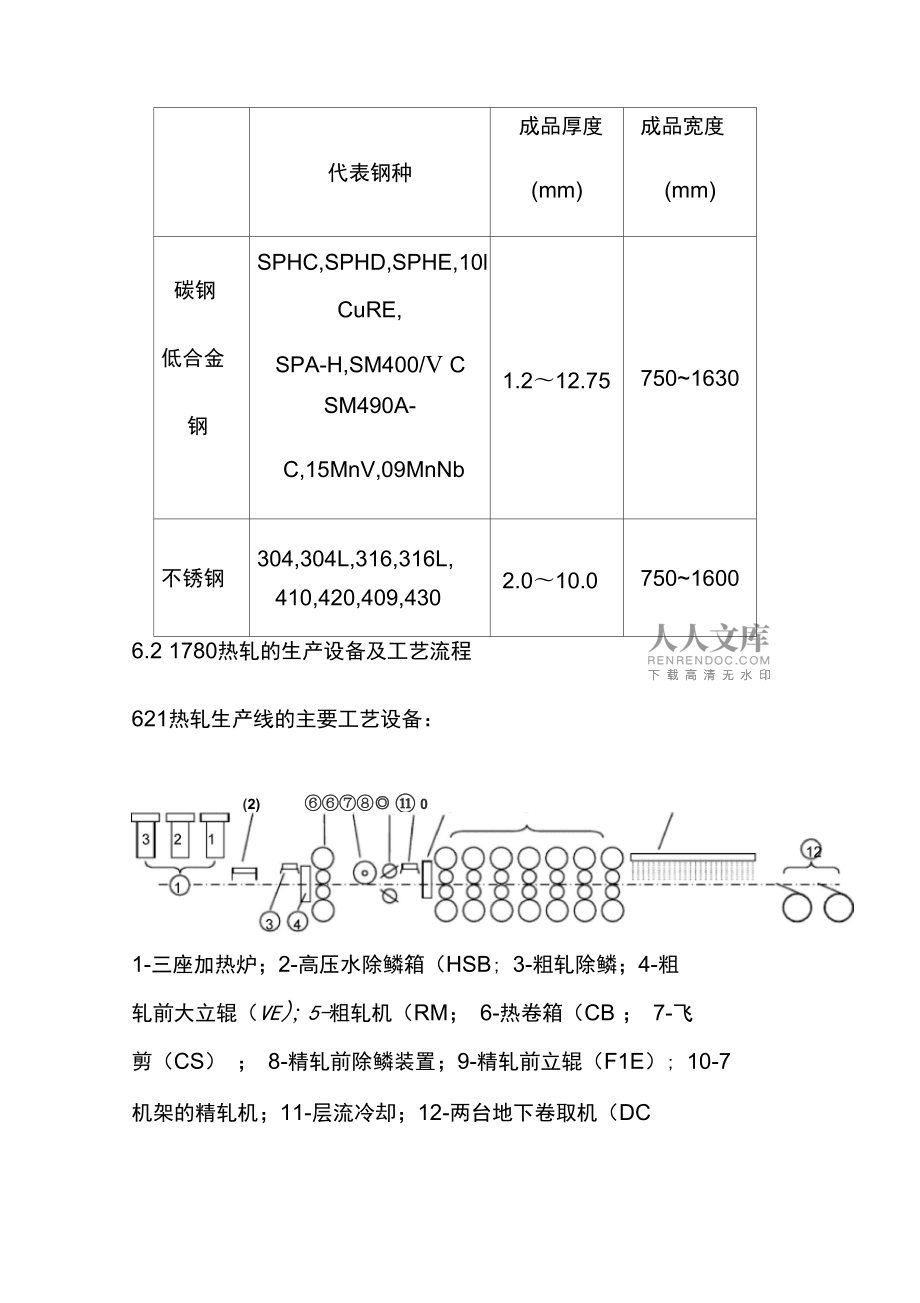
2、212.4万吨。由于二期项目中炼钢扩建 了炼钢和连铸生产线,热轧增加了3号加热炉,从而增加了近70万吨的不锈钢生产能力。成品规格如下表所示:代表钢种成品厚度(mm)成品宽度(mm)碳钢低合金钢SPHC,SPHD,SPHE,10lCuRE,SPA-H,SM400/V CSM490A-C,15MnV,09MnNb1.212.757501630不锈钢304,304L,316,316L,410,420,409,4302.010.075016006.2 1780热轧的生产设备及工艺流程621热轧生产线的主要工艺设备:(2) 01-三座加热炉;2-高压水除鳞箱(HSB; 3-粗轧除鳞;4-粗 轧前大立辊(
3、VE); 5-粗轧机(RM; 6-热卷箱(CB ; 7-飞 剪(CS) ; 8-精轧前除鳞装置;9-精轧前立辊(F1E); 10-7机架的精轧机;11-层流冷却;12-两台地下卷取机(DC622生产工艺流程热轧和碳钢连铸及不锈钢连铸毗邻布置,碳钢1号连铸出坯辊道与热轧加热炉上料辊道直接连接,碳钢2号连铸出坯辊道与热轧轧制线直接连接,不锈钢连铸与热轧板坯库用3号板坯运输辊道连接。另外,热轧板坯库与连铸车间之间设 有板坯运输台车。连铸板坯由连铸车间通过板坯运输辊道,从三个入口点(A1、B1、C1)进入热轧板坯库,当板坯到达入口点前,有关该板坯的技术数据已由连铸车间的计算机系统送到了热轧厂的计算机系
4、统,并在监视器上显示板坯有关数据,以便工作人员进行无缺陷合格板坯的核对和接收;同时,高温检 测仪表将在接受点处检测板坯温度。另外,运过来的合格的 冷坯和外来坯也需核对和验收,并输入计算机。热轧厂板坯库为三跨平行布置,1号板坯运输辊道为上料辊道,并与碳钢1号连铸机出坯辊道直接连接,以便直接热装;2号板坯运输辊道为碳钢卸料辊道,不参加直接热装的合格碳钢板坯均从此条辊道卸料;3号板坯运输辊道为不锈钢连铸坯卸料辊道;在连铸下线清理的合格冷坯用连铸的运 输台车运送入库。为了特殊品种不锈钢(部分铁素体和马氏 体)温装工艺的需要在1-3 - 1-4跨内设置2座保温炉,4个 垛位;1-1 - 1-2和1-2
5、- 1-3跨设置2座保温坑,16个垛位。 进一步节省能源。无缺陷合格板坯进入热轧板坯库后,板坯有四个工艺流向,即碳钢直接热装轧制(DHCR、碳钢热装轧制(HCR、碳钢冷装轧制(CCR、不锈钢冷装(温装、轧制。另外,连 铸清理后合格板坯和外来坯只能冷装轧制(CCR。碳钢直接热装轧制(DHCR:当连铸和热轧的生产计划、 时序相匹配时,合格的高温连铸坯经标记后,通过连铸1号板坯输送辊道经热轧上料辊道( A辊道)运到称量辊道,经 称重、核对、测长,进入加热炉的装炉辊道,板坯在指定的 加热炉前定位后,由装钢机装入加热炉进行加热。碳钢热装轧制(HCR:按照板坯库控制系统(SYC的统一管理,由30t板坯夹钳
6、吊车将经连铸2号板坯输送辊道运到热轧板坯库的合格碳钢板坯堆放到保温坑中指定的垛位; 轧制时,根据轧制计划,按照轧制顺序,由30t板坯夹钳吊车逐块将板坯从保温坑取出,吊到上料辊道上并运到称量辊 道,经测长、称重、核对,然后送往加热炉装炉辊道,板坯 定位后,由装钢机装入加热炉进行加热。碳钢冷装轧制(CCR:按照板坯库控制系统(SYC的统 一管理,由30t板坯夹钳吊车将经连铸 2号板坯输送辊道、 运输台车、汽车运到热轧板坯库的合格碳钢板坯及外来坯分 别堆放到两跨板坯库中指定的垛位;轧制时,根据轧制计划,按照轧制顺序,由30t板坯夹钳吊车逐块将板坯吊到上料辊 道上并运到称量辊道,经测长、称重、核对,然
7、后送往加热 炉装炉辊道,板坯定位后,由装钢机装入加热炉进行加热。不锈钢冷装轧制(CCR :按照板坯库控制系统(SYC的 统一管理,由30t板坯夹钳吊车将不锈钢板坯卸料辊道上的 板坯分别堆放到两跨板坯库中指定的垛位;轧制时,根据轧制计划,按照轧制顺序,由30t板坯夹钳吊车逐块将板坯吊 到上料辊道上并运到称重辊道,经测长、称重、核对,然后 送往加热炉装炉辊道,板坯定位后,由装钢机装入加热炉进 行加热。板坯库的管理由板坯库控制系统(SYC执行。根据轧制计划的要求,计算机对板坯的堆垛、吊车的吊运进行最佳化 处理,减少板坯库倒垛作业以达到减轻吊车的工作负荷。在 板坯库管理室内设有终端,显示板坯堆垛的位置
8、;同时考虑 接受外来坯的管理。在不锈钢分公司的连铸、热轧系统中,由于碳钢连铸的小 时生产能力远远小于轧线的小时生产能力,直接热装只能在 1座加热炉内进行,另 1座加热炉装冷坯。由于板坯规格、 品种和钢种的不同,将在轧制线形成混合轧制(包括碳钢与 不锈钢的混合轧制)。出炉板坯经辊道输送到高压水除鳞箱,用高压水清除板坯表面氧化铁皮。然后,板坯进入带立辊的四辊可逆式粗轧机 进行往复轧制;在轧制过程中,根据轧制规程要求,可在轧 机入口侧或出口侧用高压水清除二次氧化铁皮;轧制 道次后,轧成 2040 (60) mm的中间带坯经中间辊道送入热卷箱或通过热卷箱进入精轧机组。在粗轧机前后设有抽风 装置。粗轧立辊轧机最大有效侧压量为60mm设有自动宽度控制系统(AWC和短行程控制(SSC,以减少中间带坯宽度误 差和头、尾端的鱼尾状。由于不锈钢板坯在粗轧机轧制过程 中容易发生“翘头”或“扣头”,粗轧机上、下辊的速度将 根据不同的规格采用不同的转速,粗轧机的丝杆压上装置对 轧线高度可在每道次轧制间隙中进行调整,防止“翘头”、“扣头”的发生。根据不同的钢种和规格, 中间带坯通过热卷箱有经热卷箱 卷取和不
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 订金合同协议模板
- 轴承销货合同范本
- 莜面批发合同范本
- 轮胎销量合同范本
- 司机代驾合同范本
- 部分终止合同协议
- 个人居家合同范本
- 钢筋工培训合同范本
- 青苗姜收购合同范本
- 购买五菱合同范本
- 2026年果树园艺师(中级-操作技能)自测试题及答案
- 广播电视考试题及答案
- 2025-2026学年高一化学上学期第三次月考卷(人教版必修第一册)(试卷及全解全析)
- 四川省名校联盟2024-2025学年高二上学期期末联考物理试题含答案2024-2025学年度上期高二期末联考物理试题
- 省“十五五”商务发展规划研究项目方案投标文件(技术标)
- 2025年及未来5年市场数据中国三角转子发动机市场发展前景预测及投资战略咨询报告
- 2025年中职包装设计(包装基础设计)试题及答案
- 七年级上册历史小论文观点及范文
- 卫生间隔断定制工程合同(3篇)
- 转移癌护理查房
- 适合小学生化学科普
评论
0/150
提交评论