



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、零件表面处理工艺简介零件表面处理工艺简介-动力电池篇表面处理的目的表面处理的目的 表面处理是通过一定的物理或化学的方法在工件表面形成一特殊表层,起到防护和美观的目的,主要目的有以下:防腐蚀(红锈、灰锈、绿锈、发黑、结斑、发霉)美观 (镜面、色彩)改变表面强度增加附着力表面处理的种类及要点 根据工件的的用途和使用的工作环境,在工件设计加工用会使用一种或多种表面处理工艺,常见的处理方可分为物理和化学方法:物理方法:淬火、真空镀、离子镀、溅射、喷涂、喷塑、抛光、喷砂、滚压化学方法:渗氮、发黑、电镀、化学镀、磷化、阳极氧化、电泳表面处理的种类及要点物理处理工艺及特点:喷砂(喷丸)喷砂(喷丸)利用压缩空
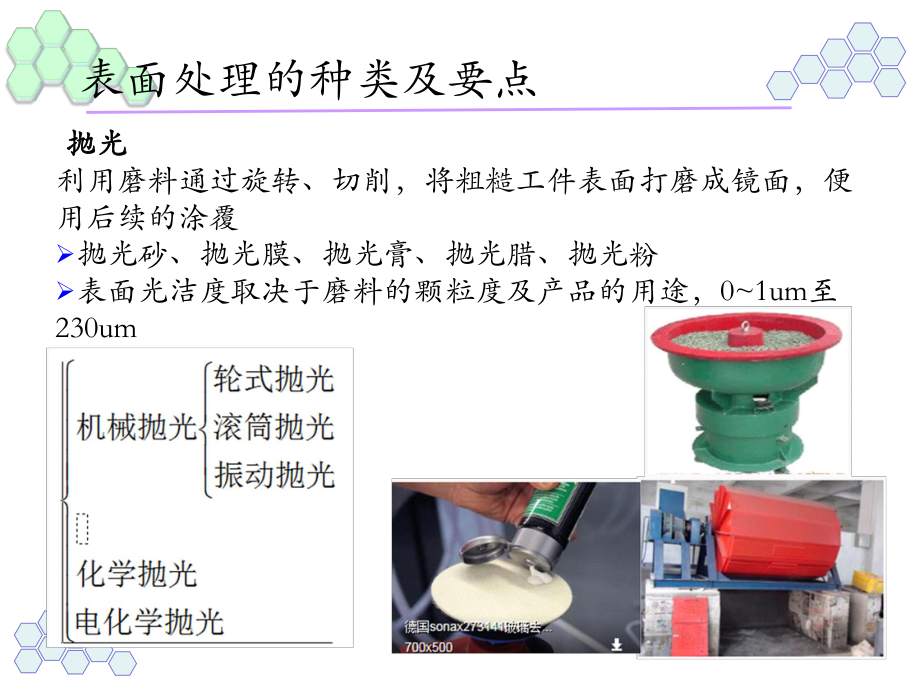
2、气和三石英砂或金刚砂,对工件表面进行处理,可以做到除锈、细化表面、在硬质表面刻字优点:效率高,成本低,无条件限制,可处理任意大小工件缺点:粉尘大,对大工件无法批次处理加工范围:铁器、铝及铝镁合金、玻璃制品表面处理的种类及要点 抛光抛光利用磨料通过旋转、切削,将粗糙工件表面打磨成镜面,便用后续的涂覆抛光砂、抛光膜、抛光膏、抛光腊、抛光粉表面光洁度取决于磨料的颗粒度及产品的用途,01um至230um表面处理的种类及要点 喷涂喷涂- -喷涂的种类序号涂漆方法内容特点使用范围1刷涂人工用各种毛刷涂刷省料费工体力劳动繁重任何形状工件,几乎任何涂料2自动浸涂工件在悬链上借链运动自动沉入漆槽中涂漆省工省料,
3、生产效率高,但漆槽熔剂挥发量大,防火要求严大批量流水线生产3手工喷涂(含高压无气喷涂)利用压缩空气,喷枪将漆雾化喷到工件表面成膜漆膜均匀,质量好,但漆浪费大各种形状工件,尤适用于大面积工件4淋涂工件在工作台上,利用循环泵将漆液喷淋在工件上工效高,漆液损失少,便于流水作业大批单一工件底漆涂装5幕帘淋涂工件在连续不断往下流的漆液幕帘下通过而涂装工效高,漆液损失少,便于流水线作业,但不能对工件垂直面涂装适宜成批生产,且只需涂单面的大工件6流化床涂覆利用粉末涂料在一定风压下呈“沸腾”状态,在略高于其熔点的预热工件表面上融合冷却后成膜涂层厚度大,涂覆速度快适宜大型,形状不同工件7辊涂利用辊涂机械进行辊涂
4、能采用较高粘度涂料,漆膜厚度均匀,有利于机械化,自动化生产适用于平板涂装8静电喷涂利用电晕放电使带电的雾化油漆表面处理的种类及要点 喷涂喷涂涂料的成份成膜物质:构成涂料的基础,是涂层的主要物质溶 剂:又称稀释剂,使涂料保持溶解状态,调整涂料粘度便于操作,不同涂料有不同溶剂助 剂:改善涂料施工性能,有催干剂、增韧剂、固化剂等颜 料:成膜物质一般为无色透明。颜料有遮盖、美观、增加漆膜强度等作用表面处理的种类及要点 喷涂喷涂粉末静电喷涂静电喷枪使油漆雾化并带上正电荷,与接地的工件间形成高压静电场,静电引力使漆膜沉积在工件表面形成均匀漆膜高效节能,一次成膜,提高效率30-40%,降低能耗约30%污染少
5、,无有机溶剂挥发(不含甲苯、二甲苯等有害气体)涂料利用率高,可达95%以上,粉末可回收利用涂膜性能好,一次性成膜厚度可达50-80m,附着力、耐蚀性等指标都比油漆工艺好。成品率高:在未固化前,可进行多次重喷表面处理的种类及要点淬火淬火 是指在不改变钢的化学成分及心部组织情况下,利用快速加热将表层奥氏体化后进行淬火以强化零件表面的热处理方法,加热 冷却目的使表面具有高的硬度、耐磨性和疲劳极限; 心部在保持一定的强度、硬度的条件下,具有足够的塑性和韧性。即表硬里韧。适用于承受弯曲、扭转、摩擦和冲击的零件表面处理的种类及要点 化学处理工艺及特点发黑发黑发黑是将钢在空气中加热或直接浸於浓氧化性溶液中,
6、使其表面产生极薄的氧化物膜的材料保护技术,也称发蓝环境:NaOH+NaNO2, 135146,时间根据材料而定发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种,而后者不太好枪管的形成黑色如何表面处理的种类及要点 磷化磷化工件表面的金属与磷酸盐反应,形成的复杂磷酸盐混合物,称之为磷化膜,起到防腐蚀的作用,改善表面,提高涂漆的附着力Fe(H2PO4)2= FeHPO4+ H3PO4Fe+ Fe(H2PO4)2 =2FeHPO4+ H23FeHPO4= Fe 3(PO4)2+ H3PO4Fe+ 2FeHPO4 =Fe 3(PO4)2+H2表面处理的种类及要点 电泳电泳树脂在酸性环境
7、下成为水溶剂,在电极处完成放电,形成沉积膜,环氧类、聚胺质类、醇酸类及环氧丙烯酸类都可以作为电泳漆使用沉积时树脂的不饱和键再次交联,形成膜层。致密光滑,可认控制膜厚度,使用精细的涂装表面处理的种类及要点 电泳电泳-工艺流程表面处理的种类及要点 电镀电镀原理电镀是一种电极上的氧化还原过程,以镀镍为例,工件为阴极,镍板作为阳极,电镀流主盐为NiSO4,电极反应为:阴极上的反应为: Ni 2+ +2eNi(形成镀层) 2H+ +2eH2阳极上的反应为: Ni 2eNi2+(阳极溶解) 4OH4e2H2O+O2 2Ni3ONi2O3 2Cl-2eCl2表面处理的种类及要点 电镀电镀分类按金属分:镀铜、
8、镀锌、镀镍、镀锡、镀金、镀银按镀层分:单一金属镀层、合金镀层和复合镀层三类1.镀铜:打底用,增进镀层附着能力及抗蚀能力(铜易氧化,铜绿不导电)2.镀镍:打底用或做外观,增进抗蚀能力及耐磨能力,(其中化学镍为现代工艺中耐磨能力超过镀铬)。3.镀金:改善导电接触阻抗,增进信号传输。(金最稳定)4.镀钯镍:改善导电接触阻抗,增进信号传输,耐磨性高于金。5.镀锡铅:增进焊接能力,快被其他替物取代(因含铅现大部分改为镀亮锡及雾锡)。6.镀银:改善导电接触阻抗,增进信号传输。(银性能最好,容易氧化,氧化后也导电)表面处理的种类及要点 电镀电镀电镀包含4个方面:电镀液、电镀反应、电极反应原理、金属电沉积过程
9、,而电镀液有六个要素主盐、附加盐、络合剂、缓冲剂、阳极活化剂和添加剂表面处理的种类及要点 电镀电镀镀锡 锡Sn,银白色金属,原子质量118.7,密度7.3g/cm3,熔点232,维氏硬度HV 12,电导率9.09MS/m, 25 时Sn2+Sn的标准电势为0.138V。 自然体件下锡的化学性稳定,不易变色,不与硫化物反应,几乎不与硫酸、盐酸、硝酸及有机酸的稀溶液反应,即使在浓盐酸和浓硫酸中也需加热才能缓慢反应,又由于优良的延展性、抗蚀性,无孔锡镀层的主要用途是作为工件的防护镀层,轴承镀锡可起密合和减摩作用,汽车活塞环和气缸壁镀锡可防止滞死和拉伤。 总之,锡具有抗腐蚀、耐变色、无毒、易钎焊、柔软
10、、熔点低和延展性好等优点,因而电镀锡的应用广泛。表面处理的种类及要点 镀锡镀锡- -镀锡有碱性及酸性两种酸性镀锡 酸性镀锡主要有硫酸盐镀液、氟硼酸盐镀液、氯化物氟化物镀液、磺酸盐镀液等几种类型。 以硫酸亚锡为主的硫酸盐镀锡目前应用最广,其镀层质量良好、沉积速度快、电流效率近100%、镀液的分散能力好、原料易得、成本低,镀层孔隙率较大 碱性镀成分简单并有自除油能力、镀液分散能力好、镀层结晶细致、孔隙少、易钎焊,但是需加热、能耗大、电流效率低,镀液中锡以四价形式存在、电化当量低,镀层沉积速度比酸性镀液至少慢一倍,且一般为无光亮镀层。表面处理的种类及要点表8-1 硫酸盐无光亮镀锡和光亮镀锡工艺规范成
11、分及操作条件无光亮镀锡光亮镀锡123456硫酸亚锡 Sn /gL-14055601004560407050603540硫酸H2SO4 /mLL-1608040708012014017075907090-萘酚 / gL-10.31.00.51.5明胶 / gL-11313酚磺酸 / mLL-1608040甲醛HCHO / mLL-14.08.03.05.0OP-21/ mLL-16.010组合光亮剂/mLL-14.020SS-820/ mLL-11530SS-821mLL-10.51SNU-2AC光亮剂/mLL-11520SNU-2BC稳定剂/ mLL-12030BH911光亮剂/ mLL-11
12、820HBV3稳定剂/ mLL-12022温度/1530203010201030545840阴极电流密度/Adm-20.30.8140.30.8141414搅拌方式阴极移动阴极移动阴极移动阴极移动阴极移动表面处理的种类及要点 镀锡镀锡镀液成份1.主盐:硫酸亚锡,浓度过高则极化程度低,分散能力下降、光亮区缩小、镀层色泽暗、结晶粗糙; 浓度过低,阴极电流密度减小,效率低,镀层易烧焦,滚镀可采用较低浓度2.助剂:硫酸,抑制水解。硫酸含量不足时,Sn2+离子易氧化成Sn4+离子,它们在溶液中易发生水解反应,PH值控制重要 SnSO4 + 2H2OSn(OH) 2+ H2SO4 2SnSO4 +O2 +
13、 6H2O 2Sn(OH)4+ 2H2SO4 硫酸浓度的增加有助于减缓上述水解反应,但只有硫酸浓度足够大时才能抑制住Sn2+和Sn4+的水解,通常把 Sn2+/H2SO4 控制在1:5左右,同时要注意保持较低的温度表面处理的种类及要点 镀锡镀锡镀液成份3. 光亮剂:主光亮剂、载体光亮剂和辅助光亮剂。在镀液中提高阴极极化作用,镀层细致光亮。光亮锡镀层比普通锡镀层稍硬,并仍保持足够的延展性,其可焊性及耐蚀性良好。 光亮剂不足时,镀层不能获得镜面镀层;光亮剂过多时,镀层变脆、脱落,严重影响结合力和可焊性。光亮剂的定量分析困难,只能凭霍尔槽试验及经验来调整。早期光亮镀锡层的获得是将暗锡镀层经232以上
14、“重熔”处理,镀锡光亮剂的不断开发。3.1主光亮剂:含有不饱和烯基的羰基化合物,各种醛类、醛亚胺-希夫碱,不饱和酮、胺等 表面处理的种类及要点 镀锡镀锡镀液成份 3.2辅助光亮剂:仅使用主光亮剂并不能获得高质量的光亮镀层,需要同时添加脂肪醛和不饱和羰基短链化合物,如甲醛、乙二醛、丙烯酸、异丁烯酸、丙烯酰胺等3.3载体光亮剂 助主光亮剂和部分辅助光亮剂难溶于水,通常加入非离子型表面活性剂。常见的有聚乙二醇、聚乙二醇烷基醇醚等。4.稳定剂:镀液易浑浊是硫酸盐镀锡的主要缺点。镀液在使用或放置过程中逐渐变黄,最终发生浑浊、沉淀,镀层光泽性差、光亮区窄、可焊性下降。且该混浊物呈胶体状态,难以除去和回收,
15、导致锡盐浪费。镀液混浊的原因复杂,主要可能为Sn4+离子浓度达到一定值时,将发生水解反应: Sn4+3H2O -SnO2H2O4H+表面处理的种类及要点 镀锡镀锡镀液成份5.其它添加剂 镀液会加入明胶、-萘酚、甲酚磺酸等为添加剂,以使镀层细致、可焊性好。 萘酚起提高阴极极化、细化晶粒、减少镀层孔隙的作用。含量过高时会导致明胶凝结析出,并使镀层产生条纹。 明胶是提高阴极极化和镀液分散能力、细化晶粒。明胶过高会降低镀层的韧性及可焊性,故镀锡层要求高可焊性时不应采用明胶,即使普通无光亮镀锡溶液,明胶的加入量也要严加控制。 工作表面处理完整工艺 工件的处理可能经过切经过多种处理,才能达到使有的要求,而有的仅使单工艺即可达到要求:轿车外壳:磷化腻子电泳喷漆音箱网:磷化喷漆转接线:酸洗镀锡手机边框:打磨抛光镀金(镀铬)钣金电箱:喷砂电泳喷涂(粉末喷涂) 动力电池常用处理工艺 动力电池常用工艺特点工艺工艺应用范围应用范围厚层特点厚层特点作用作用常见缺陷常见缺陷磷化磷化钣金电箱灰色,0.150m防腐蚀,增加附着力,润滑红斑,白粉,局部或全部油膜色,粘渣镀锡镀锡Busbar
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- XX康复治疗器械企业2023年度员工培训与发展ESG绩效报告
- 保证合同示范文本
- 五年级音乐教案解析乌鸦与狐狸
- 企业维护合同(标准版)
- 湖南省长沙市重点中学2026届高三化学第一学期期中学业水平测试试题含解析
- 风电场设备安装与调试方案
- 2025年天然气长输管道工程投资风险分析报告
- 美国保险合同(标准版)
- 遗失声明合同(标准版)
- 大棚务工合同(标准版)
- 2025年公共基础知识考试试题(附完整答案)
- 北川羌族自治县农业农村局北川羌族自治县测雨雷达建设项目环评报告
- 2025社区工作者必考试题库(含答案)
- 友邦资讯面试题目及答案
- 2025年山东青岛海关缉私局辅警招聘考试笔试试卷【附答案】
- 2025年社区工作者考试真题库及答案
- 飞灰处置再生资源化利用项目可行性研究报告模板-立项备案
- 2025年中国药典试题及答案
- 昆明一中实验班数学试卷
- 2025年腾讯校招综合素质测评试题及答案
- 2025至2030中国旅游保险行业深度发展研究与企业投资战略规划报告
评论
0/150
提交评论