


下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
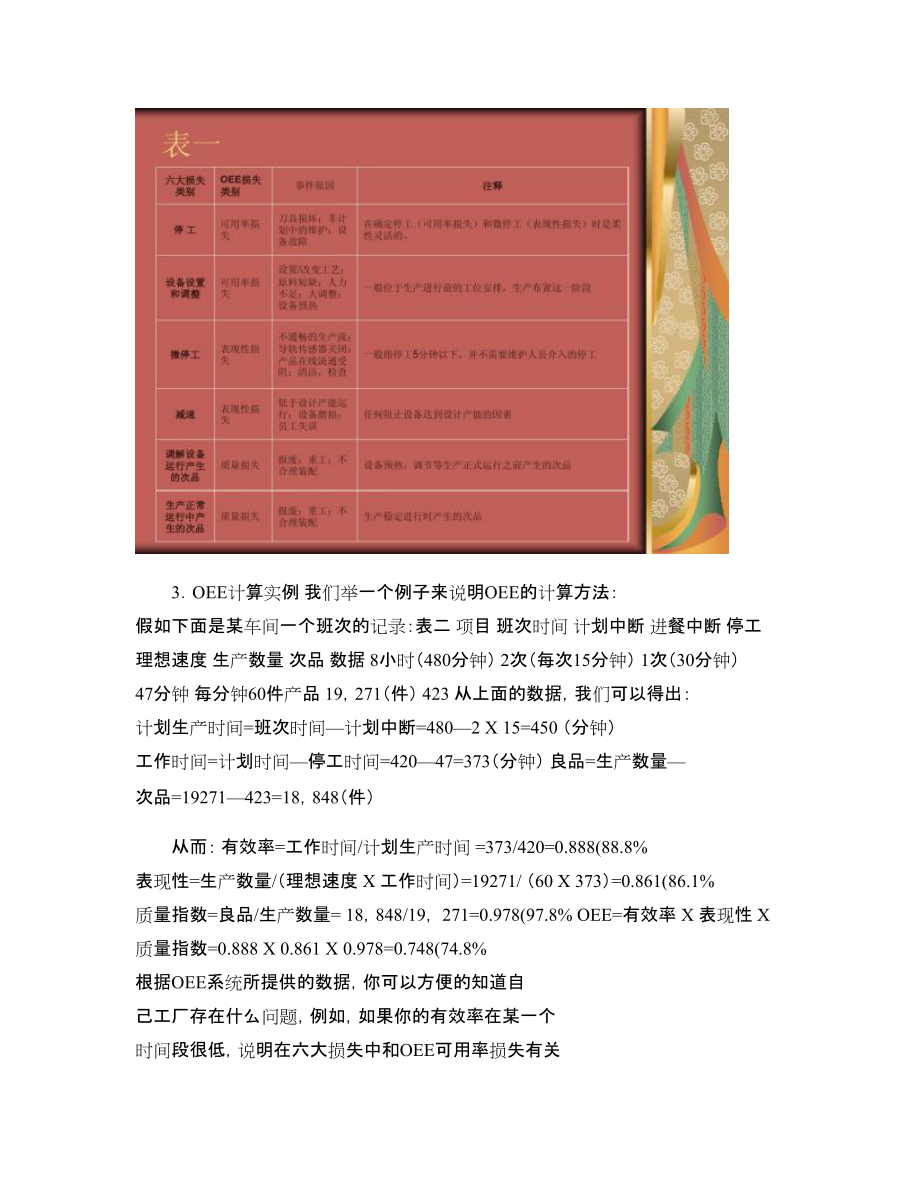
1、 3OEE计算实例 我们举一个例子来说明OEE的计算方法: 假如下面是某车间一个班次的记录:表二 项目 班次时间 计划中断 进餐中断 停工 理想速度 生产数量 次品 数据 8小时(480分钟) 2次(每次15分钟) 1次(30分钟) 47分钟 每分钟60件产品 19,271(件) 423 从上面的数据,我们可以得出: 计划生产时间=班次时间计划中断=4802 X 15=450 (分钟) 工作时间=计划时间停工时间=42047=373(分钟) 良品=生产数量次品=19271423=18,848(件) 从而: 有效率=工作时间/计划生产时间 =373/420=0.888(88.8% 表现性=生产数
2、量/(理想速度 X 工作时间)=19271/ (60 X 373)=0.861(86.1% 质量指数=良品/生产数量= 18,848/19, 271=0.978(97.8% OEE=有效率 X 表现性 X 质量指数=0.888 X 0.861 X 0.978=0.748(74.8% 根据OEE系统所提供的数据,你可以方便的知道自 己工厂存在什么问题,例如,如果你的有效率在某一个 时间段很低,说明在六大损失中和OEE可用率损失有关 的故障太多,那么,显而易见,你应该把改善重点放在 这些方面了!同样,如果质量指数或者表现性导致你的 OEE水平降低,那么你就应该把目光放在和它们有关的 问题点上。在表
3、一中,我们只列举了一些事件原因,其 实它可以包括和生产有关的任何方面,因此,你可以对 生产做到全面的管理和改善。 4OEE的作用 全局设备效率(OEE)的计算方法虽然简单,但实 践证明其是一个极好的基准工具,通过对生产的约 束和持续改进,可以使企业生产车间的产能得到优 化和改善。它可以对生产过程中所有的损耗进行监 督和控制,它为你可视化地展现了一般车间存在的 六大损失。通过OEE模型的各子项分析,它准确清 楚地告诉你设备效率如何,在生产的哪个环节有多 少损失,以及你可以进行那些改善工作。长期的使 用OEE工具,企业可以轻松的找到影响生产效率的 瓶颈,并进行改进和跟踪。据此,企业进行有针对 性地解决问题,达到提高生产效率的目的,同时使 公司避免不必要的耗费。 OEE是实际而有效的生产监控并改善工具。它简单 而实用,考虑生产车间里最常见有最重要的因素, 已成为现代精益生产理论的最基本的标准 。 5世界级OEE 世界级的OE
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025年及未来5年中国脱水土豆丁行业发展前景预测及投资战略研究报告
- 如何制定手术协议书
- 助听器设备保养协议书内容
- 2025年REITs信息披露指引考核试卷
- 渗透基础协议书及分析
- 电子档案传输协议书
- pd控制协议书芯片dip
- 医保与医药流通协议书
- 旅游平台AI内容审核效率提升考核试卷
- 2025年旅游行业数字化旅游与虚拟旅游体验研究报告及未来发展趋势预测
- 寺院义工班管理制度
- 国开2023秋《思想道德与法治》专题测验试题1-17参考答案
- 中药煎煮方法ppt
- 职业健康知识培训培训培训课件
- 2023年浙江省宁波余姚市事业单位招聘(93人)(共500题含答案解析)高频考点题库参考模拟练习试卷
- 《数字景观进展》
- 2023版押品考试题库必考点含答案
- 类固醇糖尿病优质课件
- 煤矿安全设施设计验收申报材料汇编
- 公司律师管理办法
- 房地产公司中期诊断报告
评论
0/150
提交评论