


版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、常用等离子切割方法及其工艺特性1. 1 等离子空气切割法等离子空气切割法以干燥的压缩空气作为加工气体,主要用于切割碳钢,也可用于切割不锈钢和铝。由于空气主要由氮气和氧气组成,切割碳钢时,切口中的氧与铁的放热反应提供了附加的热量,同时生成表面张力低、流动性好的FeO 熔渣,改善了切口中熔融金属的流动性,因此不但切割速度较快,而且切割面较光洁,切口下缘基本不粘渣,切割面斜角较小。切割不锈钢和铝时,氧与不锈钢中的铬和铝起反应,其切割面较粗糙,一般对切割表面质量要求较高时不采用这种加工方法。等离子空气切割法主要存在如下缺点:a . 切割面上附有氮化层,焊接时焊缝中会产生气孔。因此用于焊接的切割边,需用
2、砂轮打磨,去除氮化层。b. 由于存在氧化作用,电极和喷嘴易损耗, 使用寿命较短。由于压缩空气的成本较低,这种切割方法在大批量的非焊接碳钢板的切割中使用较为广泛。不同电流强度下,等离子空气切割碳钢时常用板厚和切割速度之间的关系如图1 所示。图1 等离子空气切割碳钢1. 2 等离子氧气切割法等离子氧气切割法以氧气作为工作气体,主要用于切割碳钢、铝。氧的离解热高、携热性好,粒子复合时的放热量大,投入切割的热量多,因此可获得较高的切割速度。在加工碳钢时,因切割过程中的铁2氧反应提供了大量的附加热量,促进了切割速度的进一步提高。与等离子空气切割法相比,等离子氧气切割法在切割碳钢时有以下优点:a . 切割
3、速度更快;b. 切割面更光洁,呈金属光泽,尤其是无氮化层,切割后可直接用于焊接; c. 切口下缘不粘渣;d. 切割变形小,精度高。等离子氧气切割法也存在如下缺点:a . 因氧化作用强,电极损耗更快,使用寿命短;b. 切割面斜角较大。不同电流强度下,等离子氧气切割碳钢和铝时常用板厚和切割速度之间的关系如图2 和图3所示。图2 等离子氧气切割碳钢图3 等离子氧气切割铝113 等离子氮气切割法等离子氮气切割法以氮气作为工作气体,主要用于切割不锈钢。氮的导热和携热性能较好,弧柱也较长,因此具有较好的切割能力。但切割的表面质量不是很好,且切割面有氮化物。相对氧气而言,氮气的价格较低,因此这种切割方法一般
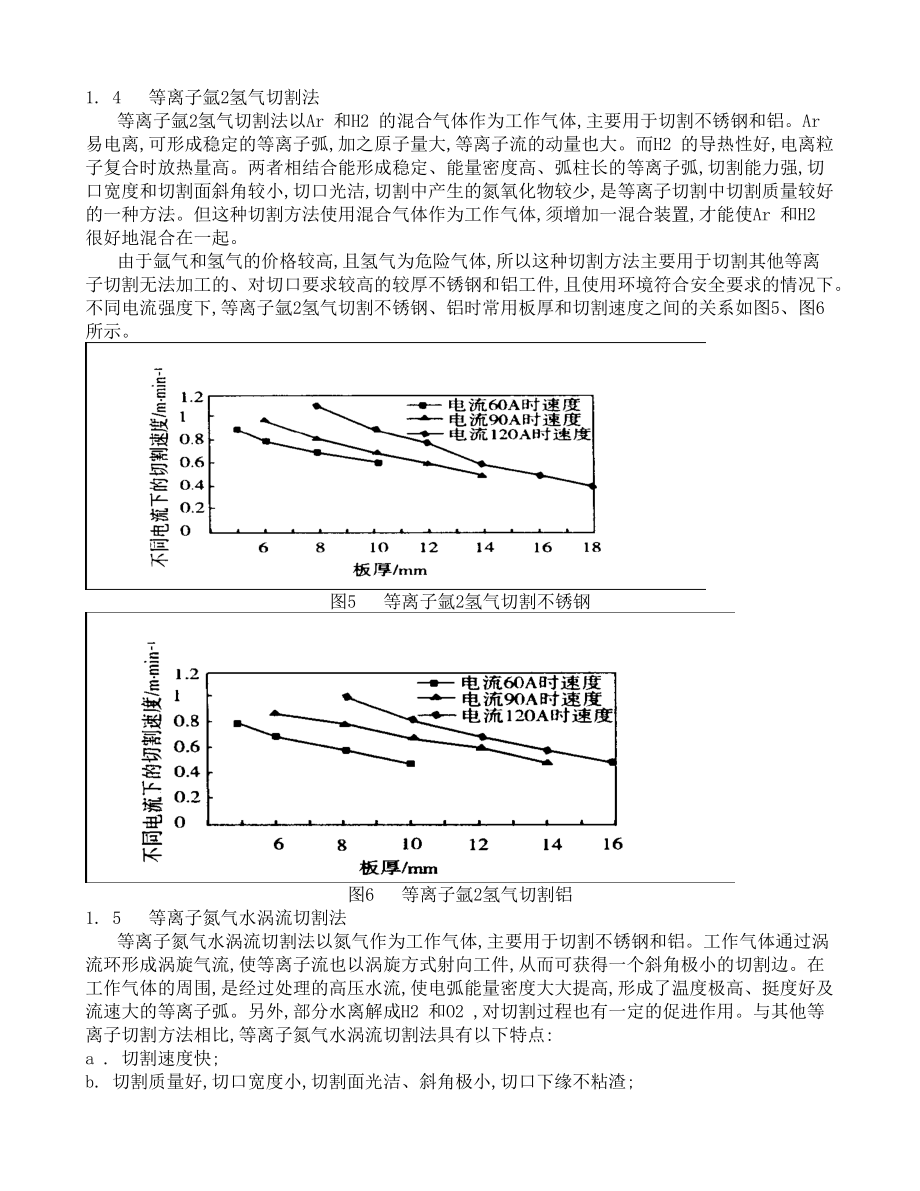
4、只用于对切割表面质量要求不高且不直接用于焊接的不锈钢下料。不同电流强度下,等离子氮气切割不锈钢时常用板厚和切割速度之间的关系如图4 所示。图4 等离子氮气切割不锈钢1. 4 等离子氩2氢气切割法等离子氩2氢气切割法以Ar 和H2 的混合气体作为工作气体,主要用于切割不锈钢和铝。Ar易电离,可形成稳定的等离子弧,加之原子量大,等离子流的动量也大。而H2 的导热性好,电离粒子复合时放热量高。两者相结合能形成稳定、能量密度高、弧柱长的等离子弧,切割能力强,切口宽度和切割面斜角较小,切口光洁,切割中产生的氮氧化物较少,是等离子切割中切割质量较好的一种方法。但这种切割方法使用混合气体作为工作气体,须增加
5、一混合装置,才能使Ar 和H2 很好地混合在一起。由于氩气和氢气的价格较高,且氢气为危险气体,所以这种切割方法主要用于切割其他等离子切割无法加工的、对切口要求较高的较厚不锈钢和铝工件,且使用环境符合安全要求的情况下。不同电流强度下,等离子氩2氢气切割不锈钢、铝时常用板厚和切割速度之间的关系如图5、图6所示。图5 等离子氩2氢气切割不锈钢图6 等离子氩2氢气切割铝1. 5 等离子氮气水涡流切割法等离子氮气水涡流切割法以氮气作为工作气体,主要用于切割不锈钢和铝。工作气体通过涡流环形成涡旋气流,使等离子流也以涡旋方式射向工件,从而可获得一个斜角极小的切割边。在工作气体的周围,是经过处理的高压水流,使
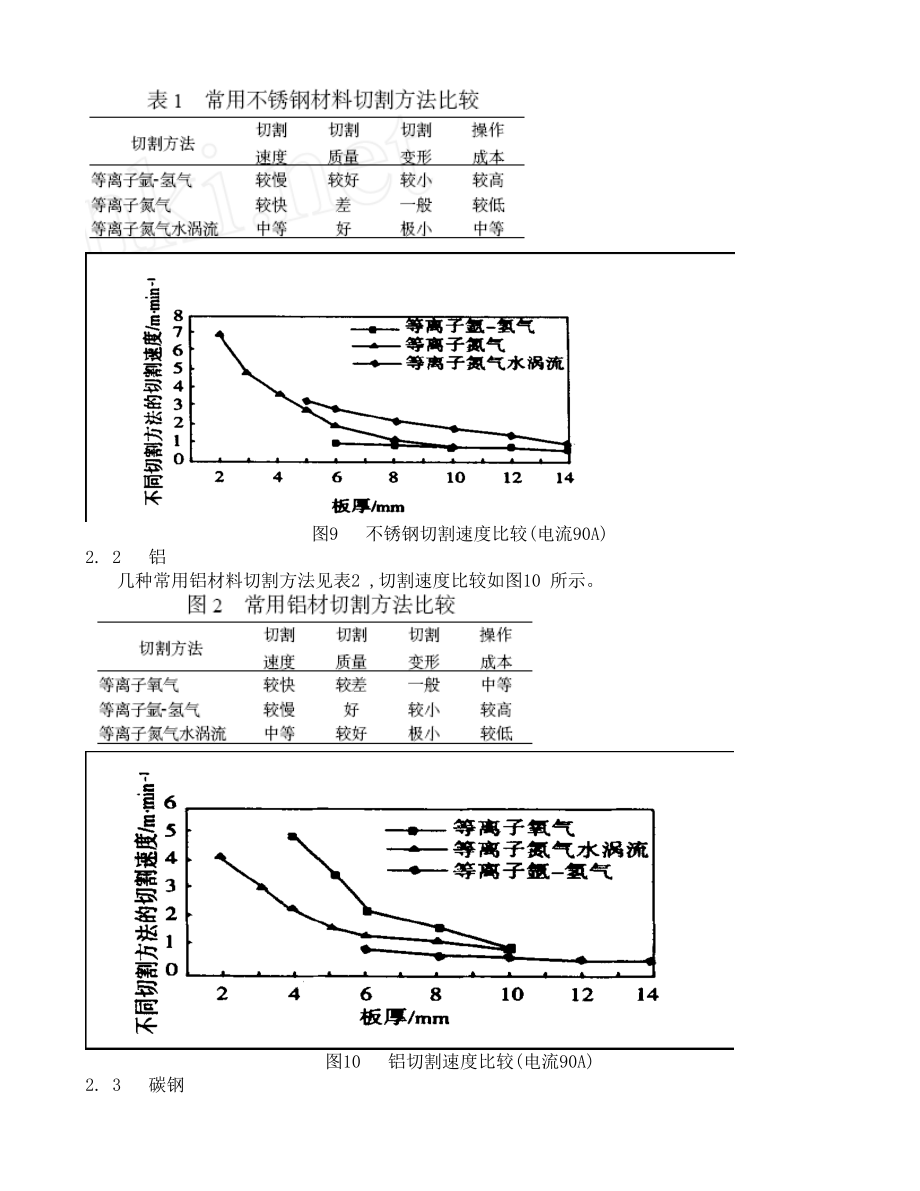
6、电弧能量密度大大提高,形成了温度极高、挺度好及流速大的等离子弧。另外,部分水离解成H2 和O2 ,对切割过程也有一定的促进作用。与其他等离子切割方法相比,等离子氮气水涡流切割法具有以下特点:a . 切割速度快;b. 切割质量好,切口宽度小,切割面光洁、斜角极小,切口下缘不粘渣;c. 切割变形很小,精度高;d. 喷嘴寿命长;e . 适合水下加工,基本无烟尘和弧光,噪声低。不同电流强度下,等离子氮气水涡流切割不锈钢常用板厚和切割速度之间的关系如图7、图8所示。图7 等离子氮气水涡流切割不锈钢图8 等离子氮气水涡流切割铝2 切割不同材料时等离子切割方法的选用由上述可知,对于不同的切割材料及切割要求,有多种等离子切割方法可以选用。笔者从切割速度、切割质量、切割变形、操作成本等方面对切割不锈钢、铝和碳钢时常用等离子切割方法进行比较,具体操作时可根据不同的切割要求选用合适的切割方法。2. 1 不锈钢几种常用不锈钢材料切割方法见表1 ,切割速度比较如图9 所示。图9 不锈钢切割速度比较(电流90A)2. 2 铝几种
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 创新能力测评技术工具准则
- 2025年社区工会年终总结
- 《模具制造工艺编制》试题库及答案
- 2025护理三基考试题库及答案
- X县推动传统产业“老树发新枝”的调研报告
- 2025年北京市电子产品采购合同
- 2025年下半年吉林省白山市事业单位招聘高层次和急需紧缺人才2人(2号)易考易错模拟试题(共500题)试卷后附参考答案
- 2025年下半年吉林烟草工业限责任公司延吉卷烟厂应届高校毕业生招聘176名易考易错模拟试题(共500题)试卷后附参考答案
- 2025企业与董事会借款合同
- 2025年下半年台州市黄岩区市场监督管理局招考编制外人员易考易错模拟试题(共500题)试卷后附参考答案
- 征兵心理测试50道题及答案
- 内蒙邮储银行笔试题库及答案
- 乡村治理路径课件
- 网络安全技术及应用 第5版 贾铁军 习题集 第1-12章
- 酒店安全生产制度范本
- DB32∕T 2060-2024 单位能耗限额
- 广东高三一模数学试卷
- 维保公司内部管理制度
- 常州保安证考试题及答案
- T/SAQ 0008-2024用户满意服务明星创新成果评价准则
- T/CECS 10375-2024建筑幕墙用精密钢型材
评论
0/150
提交评论