


下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、质量通病及预防措施表钢结构加工制作工程质量通病及治理措施一序号质量通病现状治理控制措施1钢材表卸卡具压 痕或划痕损伤,焊 接撕裂凹陷处。深度大十钢材厚度负允许偏差值时, 采取局吾日补焊后再打磨平整;小于 0.5时,予以磨修平整。2材料或零部件露 天堆放处支点少, 浸泡水中。增加垫高的支撑点,做好露天场地的 排水沟。3使用火焰切割回 存在大于1.0的 缺棱,切割边熔化 物不清理。切割前,检查调整火焰至合适程度, 检查气瓶存气量。对于存在非焊接面 的缺棱,应予补焊弁打磨平整。切割 边癖化物予以打除平整。4钻孔孔边毛刺不 清除。机械钻孔产生的毛刺,必须予以打磨 清除。5手工火焰切割的 坡口不规范。钝
2、边 尺寸不一致,缺棱 较多。重新进行切割,弁打磨修整,使钝边 尺寸Tt,缺棱基本消除。6H型钢类构件校 正后仿然存在旁 弯或扭曲的质量 超标。在抛丸(或涂喷砂)前重新校正。中 板较薄者,用机械方法矫正效果好, 中板较厚或厚板,宜用火焰热矫正。7薄板或较薄中厚 板用单头火焰切 割后出现侧弯曲。火焰切割时宜间断进行,留短长度的 固定点,待板冷却后再彻底断开。8零部件组对后出 现定位焊缝开裂。加大定位焊缝的长度和角焊缝焊脚 高度。由于定位焊缝开裂导致构件整 体尺寸变化的,应该返工重新组对。9主要钻孔定位基 准线或基准面随 意。孔边毛刺不清 理。对每一组螺栓孔中心,应从构件中部 位置作为基准线或基准面
3、,尤其对长 细比比较大的构件的构件更明显。 凡 钻孔后,均须对形成的孔边毛刺予以 打磨清埋。10成口口构件编标 识不明显,柱中心 线未作标识。用简单的方法做好编号标识。 柱中心 线一般在“两大面一小面”做标记。11成品构件在装卸 倒运时,未米取成 品的保护措施。应在详图设计时,多设临时吊耳,安 后启碍时割除。同时,钢丝绳捆扎处 必须垫橡胶皮。12焊缝产生咬边。1、选择合适的焊接电流;2、采取短弧焊;3、掌握合适的焊接角度。13焊缝产生焊瘤。1、焊接电流要适当;2、装配间隙要适当;3、加大钝边尺寸;4、坡口边缘污物清埋干净。14焊缝产生弧坑。1、熄弧前焊条间弧填满熔池; 2、焊接电流要适当。15
4、焊缝产生气孔。1、选择合适的焊接电流;2、采取短弧焊;3、清埋焊接区表面油、锈等污物;4、焊前焊条烘干。16焊缝产生夹渣。1、仔细清埋熔渣;2、稍微提高焊接电流,加快焊接速 度;3、加大坡口角度,增加根部间 隙;4、正确掌握运条方法。17焊缝产生冷裂纹。1、预热、使用低氢型、韧性好、抗 裂性好的焊条;2、正确安排焊接顺序;3、进行预热或后热控制层间温度,选用合适的焊接规范;4、焊前焊条烘干,选用难吸潮焊条 或低氢型焊条,坡口除锈干净。18焊缝产生未焊透。1、焊接电流要适当;2、坡口角度或间隙放大;3、钝边放小;4、检查超声波探伤才氏告结果。19焊缝产生焊接受 形。1、适当加快焊接速度;2、使用
5、小电流;3、正确安排焊接顺序;4、使用夹具等充分约束。20焊缝产生飞溅。1、焊接电流要适当; 2、尽量防止磁吹偏; 3、改用直流反接法; 4、焊前焊条烘干; 5、采取短弧焊。一防腐质量通病现 状治理控制措施21喷砂或抛丸时,构 已表面有氧肥铁 皮、残留铁锈,达 /、到设计要录。1、抛丸机行走小车速度要保证抛丸或喷砂质量;2、调整好抛头角度;3、保证夜间照明;4、随时做好质量自检,确保达到设 计标准要录。22涂装前构件表面 宥油污。1、防止吊车和其它机械设备漏油; 2、构件上有油污及时清埋。23涂装刖构件上有 药皮、飞溅、焊疤、 毛刺。1、认真执仃工序父接制度;2、装配、焊接工序未完成,构件不
6、允许进入涂装现场。24涂芸前构件粘有 灰土、泥沙等污 染。1、除过锈的构件要禺开除锈现场;2、除过锈的构件在4小时内完成涂 装。25身强螺栓摩擦回 残留氧化铁皮、铁 锈、毛刺、油漆等。1、保证除锈工序质量;2、钻孔后及时打磨毛刺;3、切割板边缘后清除毛刺。26漆膜返锈。1、涂装前清净构件基层铁锈、灰土、 水份、咕污;2、除锈后及时涂装;3、涂刷均匀,不出针孔,达到设计要求涂层厚度。27连接板等小件局 部漏刷油漆。1、技术人员向涂装人员进行现场交 底;2、给涂装人员创造良好的施工 条件。28漆膜起皱、流坠。1、检查油漆粘度,稀释剂掺兑合适;2、涂刷均匀;3、底、中、面漆逐层干后再涂装。29漆膜起
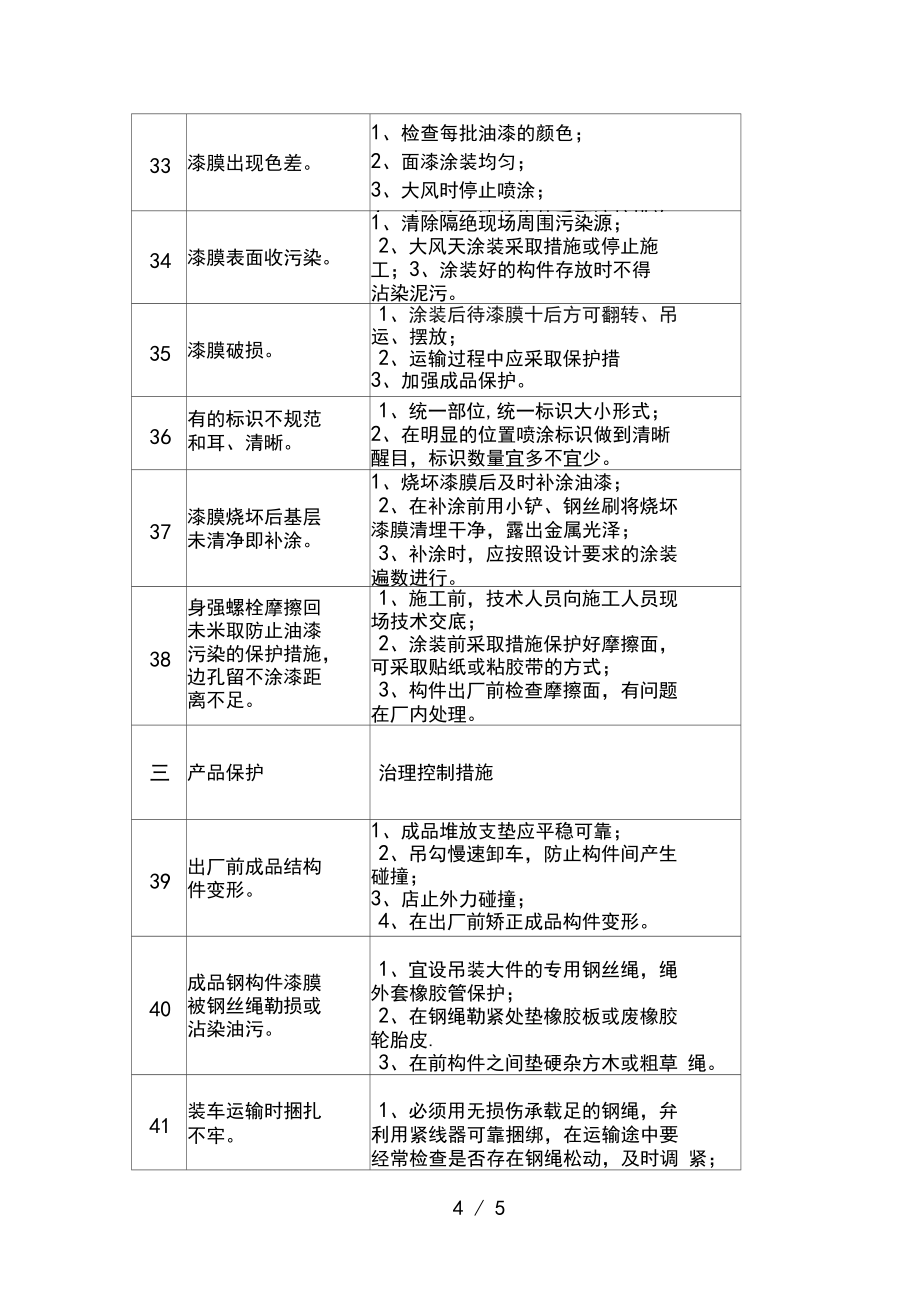
7、泡。1、喷涂时,保持压缩空气干燥; 2、雨天或温度超过85%寸禁止; 3、气温超过43 c时不宜涂漆。30漆膜厚度达/、到 设计要求。1、保证油漆适合粘度;2、坚持油漆质量检查监督制度;3、保证涂刷遍数;4、漆膜厚度的提高,重在保证底漆 和中间漆厚度。31漆膜翘皮、脱落。1、清净构件基层铁锈、灰土、水份、 油污;2、湿度超过规范要求停止涂装;3、清除干净附着不牢的残留的氧化 铁皮。32漆膜表面/、光滑。1、涂装前处理好构件基层,尤其是清 除残留在表面的砂粒灰尘;2、保证油漆适合粘度;3、均匀涂刷。33漆膜出现色差。1、检查每批油漆的颜色;2、面漆涂装均匀;3、大风时停止喷涂;4、对已涂面漆的构
8、件采取遮护措施。34漆膜表面收污染。1、清除隔绝现场周围污染源;2、大风天涂装采取措施或停止施 工;3、涂装好的构件存放时不得 沾染泥污。35漆膜破损。1、涂装后待漆膜十后方可翻转、吊 运、摆放;2、运输过程中应采取保护措3、加强成品保护。36有的标识不规范 和耳、清晰。1、统一部位,统一标识大小形式; 2、在明显的位置喷涂标识做到清晰 醒目,标识数量宜多不宜少。37漆膜烧坏后基层 未清净即补涂。1、烧坏漆膜后及时补涂油漆;2、在补涂前用小铲、钢丝刷将烧坏 漆膜清埋干净,露出金属光泽;3、补涂时,应按照设计要求的涂装 遍数进行。38身强螺栓摩擦回 未米取防止油漆 污染的保护措施, 边孔留不涂漆
9、距 离不足。1、施工前,技术人员向施工人员现 场技术交底;2、涂装前采取措施保护好摩擦面, 可采取贴纸或粘胶带的方式;3、构件出厂前检查摩擦面,有问题 在厂内处理。三产品保护治理控制措施39出厂前成品结构 件变形。1、成品堆放支垫应平稳可靠;2、吊勾慢速卸车,防止构件间产生 碰撞;3、店止外力碰撞;4、在出厂前矫正成品构件变形。40成品钢构件漆膜 被钢丝绳勒损或 沾染油污。1、宜设吊装大件的专用钢丝绳,绳 外套橡胶管保护;2、在钢绳勒紧处垫橡胶板或废橡胶 轮胎皮.3、在前构件之间垫硬杂方木或粗草 绳。41装车运输时捆扎 不牢。1、必须用无损伤承载足的钢绳,弁 利用紧线器可靠捆绑,在运输途中要 经常检查是否存在钢绳松动,及时调 紧;2、贝贡运输的人员贡任心要强。42装车运输时,构件 之间未采取支
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025年大坝建设项目立项申请报告
- 2025年AFC售检票系统项目规划申请报告模板
- 2025年优良动植物新品种项目规划申请报告模范
- 重庆行测笔试真题及答案
- 国家能源投资集团招聘考试真题2024
- 孕妇装买卖协议
- 拍卖参与者利益保护协议
- 精装修房贷协议
- 零售行业智能补货与库存管理方案
- 二硫化钼吸附剂对烟气中汞的去除研究
- GB/T 21739-2008家用电梯制造与安装规范
- GB 21670-2008乘用车制动系统技术要求及试验方法
- GA/T 1275-2015石油储罐火灾扑救行动指南
- 家务服务员理论考试试题题库及答案
- 交通安全培训课件-道路交通事故十大典型案例-P
- 投标报名登记表格式
- DB4211T12-2022医疗废物暂存间卫生管理规范
- 第二讲公文语言及结构(1语言)分析课件
- 氯氧铋光催化剂的晶体结构
- 低压电气装置的设计安装和检验第三版
- 国际商务管理超星尔雅满分答案
评论
0/150
提交评论