



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、精品生产运作管理课程设计题目:果企业20xx年度一季度生产计划的编制学院:工程技术学院专业:工业工程指导教师:xx时间:小组成员:2010311324高文花2010311306方2010311343干勾趣八、2010311320杨2010311315杨世贞2010311338木江灿一、课程设计的目的与要求1 课程设计的目的学生在学完生产运作管理专业课程后,通过企业生产计划编制的课程设计的训练,使学生进一步熟悉和掌握企业生产计划的编制方法和步骤,培养学生应用所学专业知识进行独立分析问题和解决问题的能力。2 课程设计的要求根据所提供的材料,按设计任务要求进行分析、计算和设计,并在两周内独立完成一份
2、完整的课程设计报告。具体要求:(1)对各类原始资料进行分析;(2)进行生产计划与生产能力的平衡;并绘制加工中心负荷图;(3)掌握物料需求计划MRP的编制方法;(4)编制零件的生产作业计划,并绘制出零件加工工序进度表。二、课程设计组织形式课程设计过程按分组的方式进行,由指导教师向学生发放有关的课程设计背景资料,并向学生讲述课程设计的方法、步骤和要求,设计过程采取课堂集中辅导,分散设计的方式进行。课程设计按56个人为一组,每组设小组长一名,负责本组的分工与协作工作。要求各小组在组内充分讨论、相互启发的基础上形成设计方案,课程设计结束要求提交一份课程设计报告书,必要时可要求各小组选出一个代表,进行课
3、程设计方案演示和答辩。三、课程设计内容以某企业为对象(见设计任务书中的资料),以该企业的生产资料为设计依据,根据该企业生产条件和产能、所接订单任务及交货期要求,进行产能平衡,并制定该企业生产计划。具体内容和步骤如下:1.设计所需资料:某企业的生产计划编制的部分资料;包括:产品品种、数量、交货期要求等;各订单产品的工艺流程、各工序的工时定额;2产能平衡与生产计划编制设计步骤:( 1)按要求将预测的产品综合生产计划转化为具体产品的主生产计划;( 2)熟悉了解各产品的工艺流程及各产品的工时定额,统计某一年的定单情况;订货品种、订货数量、交货期等要求;( 3)根据具体产品的相关信息,确定各具体产品的投
4、入产出计划,并完成粗能力计划的平衡;( 4)根据具体产品物料清单及相关信息,编制具体产品物料需求计划,列出物料需求计划安排结果,并进行产能负荷平衡;( 5)编制流水型生产的生产作业计划,并绘制出零件加工工序进度表。四、建议教材与教学参考书1、陈荣秋,马士华,生产与运作管理,高等教育出版社;2、龚国华,龚益鸣,生产与运作管理,复旦大学出版社;3、理查德B.蔡斯等,运作管理,宋国防等译,机械工业出版社,第八4、潘家轺,曹德弼,现代生产管理学,清华大学出版社;5、陈荣秋,周水银,生产运作管理的理论与实践,中国人民大学;6、宋克勤,陈文安,工业企业生产管理与控制,立信会计出版社;7、陈启,MRP2-制
5、造资源计划基础,企业管理出版社;感谢下载载生产运作管理课程设计任务书(一)题目某企业20XX年度一季度生产计划的编制(部份)。(二)原始资料1.该企业主要生产以假定产品M表示的十种具体产品,根据需求预测得知以假定产品M表示的具体产品在20XX年度一季度12周的综合生产计划如附表1所示。(1)已知以彳贸定产品M表示的A1、A2、A3、A4、A5、A6、B1、B2、B3、B4十种具体产品占全部产品的比重分别为0.06、0.10、0.18、0.13、0.08、0.12、0.08、0.05、0.11、0.09。附表1:以M为假定产品预测的20XX年第一季度12周的综合生产计划产周品1234567891
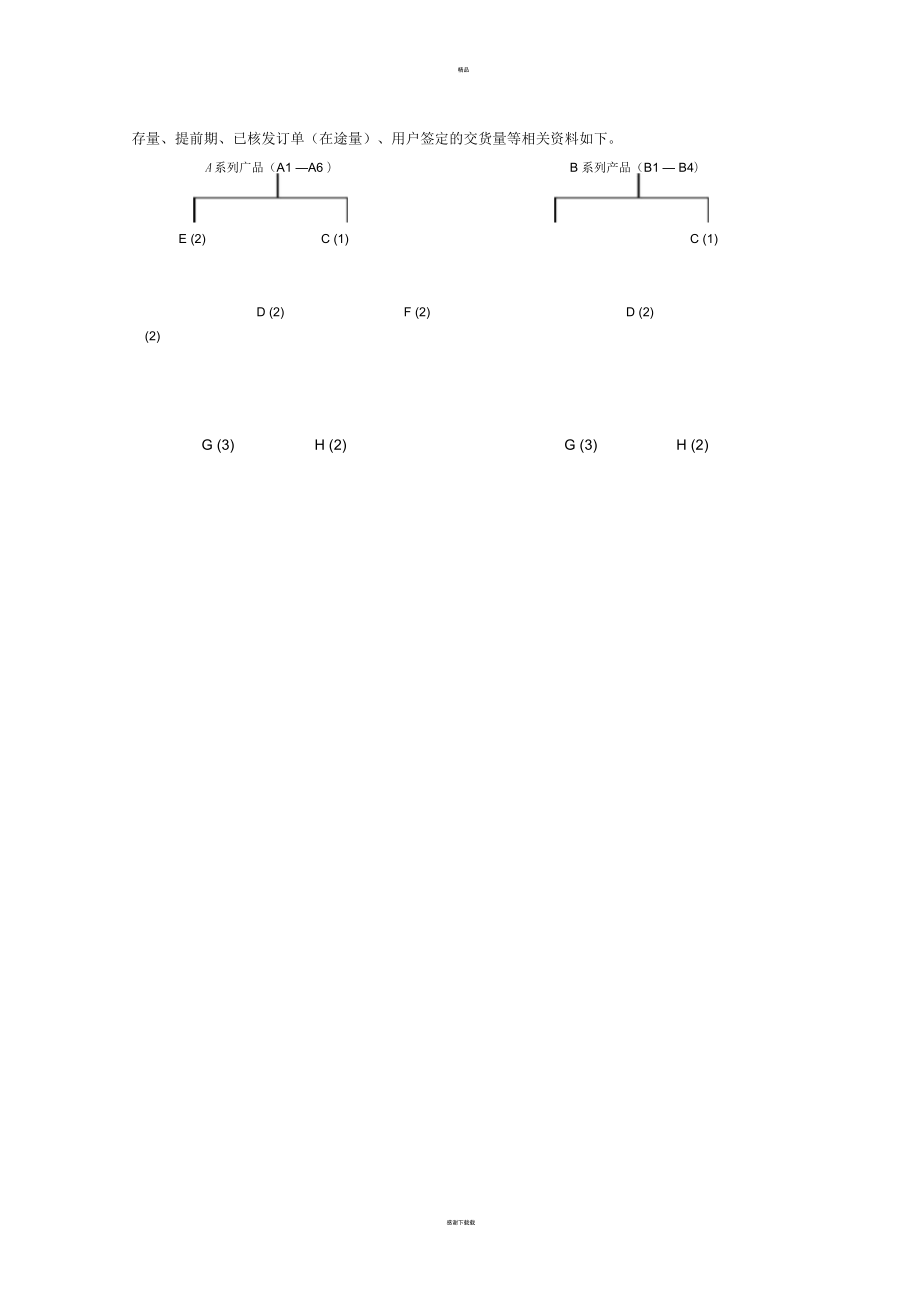
6、01112M16080100140809014013010060140120000000000000(2)以M为假定产品表示的十种具体产品中,主要分为A、B两大系列,A型系列产品中,主要生产A1、A2、A3、A4、A5、A6六种产品,B型系列产品中,主要生产B1、B2、B3、B4四种产品。A1、A2、A3、A4、A5、A6、B1、B2、B3、B4十种具体产品的层次结构树如附图1所示,假定现在日期是200X年1月5日,所有物料均不考虑安全库存量,所有物料的的批量、现有库存量、提前期、已核发订单(在途量)、用户签定的交货量等相关资料如下。(2)A系列广品(A1 A6 )E (2)C (1)B系列产
7、品(B1 B4)C (1)D (2)F (2)D (2)G (3)H (2)G (3)H (2)附图1:十种具体产品结构层次图附表2:十种具体产品的物料主文件项目提前期/周现有库存量/件批量规则在途量/件到期日A11周100LFL0A21周200LFL0A31周350LFL0A41周250LFL0A51周150LFL0A61周200LFL0B11周200LFL0B21周200LFL0B31周200LFL0B41周200LFL0C1周3FOQ=50501月7日D1周10FOQ=1001001月16日E2周60FOQ=100F1周37FOQ=1501001月16日G2周350FOQ=2003001
8、月7日H2周360FOQ=1002001月16日I1周180FOQ=100(4)各具体产品已与用户签订交货合同,各具体产品在不同方案下的交货量如下表:附表3:十种具体产品200X年度1季度1-12周订货量表月份产品,、123456789101112A1955060806060809075608080A218080110150908014012010070150130A3300150190250150170250220170110260200A421010013018010012020017013080160150A5120709010070701001007050120100A61801001
9、2017011011017016012080170140B1120707010070701101107070110100B2805050605050606050406060B316010016010010016015012080160150140B4150909012090801401209060120110(4)同时,为了简化起见,假设所有物料都要经过三个工作中心1、2或3的者说加工,三个工作中心的可用能力及所有物料的工艺路线及加工时间如附表5、表6示:附表4:十种具体产品所需所有物料的数量和时间数据物料工作中心单件准备时间/min单件加工时间/minA131.512A231.011A331
10、.010A431.59A531.010A631.511B122.56B131.55B222.06B231.04B321.55B331.04B421.54B431.04C11.09C20.65C30.54D21.510D30.86E11.512E20.88E30.58F11.09F20.86F31.24G20.67G10.89G20.55G30.86H20.98H10.68H31.09I20.810I31.28附表5:各工作中心的可用能力工作中心可用能力/min111000213000310000(4)已知C、E、F三种零件都要在三个加工中心加工,且3个零件的加工顺序相同工,C、E、F三种零件在
11、3个加工中心的加工时间列于附表7中。附表6:C、I、F工序加工时间零件加工中心1加工中心2加工中心3加工时间(min)加工时间(min)加工时间(min)C105.64.5I010.89.2F106.85.2(三)设计任务(1)试将以假定产品M表示的十种产品200X年一季度1-12周的综合生产计划分解为十种具体产品1-12月份的出产计划。(2)每组学生从以上十个具体产品中,选择一个编制所选具体产品的主生产计划,并计算1、2、3工作中心的工作负荷,调整具体产品的出产计划使生产量更加均衡。假设最后一期的计划订单投入量与第2周的相同。要求按学生学号选择:如学号为1、11、21、31的选择A1;学号为
12、2、12、22、32的选择A2;;以此类推。(3)计算各组所选具体产品的物料需求计划,并进行细能力需求计划的平衡。假设最后1至2期的计划订单投入量等于批量大小。(4)编制C、I、F三种零件的生产作业计划,并绘制出零件加工工序进度图。第一步:将以假定产品M表示的十种产品的1-12周综合生产计划分解为十种具体产品1-12月份的出产计划。表1:十种具体产品200X年度一季度1-12周的出产计划月份123456789101112A1964860844854847860368472A216080100140809014013010060140120产A32881441802521441622522341
13、80108252216品A420810413018210411718216913078182156出A512864801126472112104804811296产A6192961201689610816815612072168144量B112864801126472112104804811296B2804050704045706550307060B317688110154889915414311066154132B4144729012672811261179054126108第二步:编制B2产品的主生产计划(假设最后一期的计划订单投入量与第2周的相同)。(1) .主生产计划主生产计划(Mas
14、terProductionSchedule,MPS)是对企业生产计划大纲的细之,说明在可用资源的条件下在一定时期内的如下计划:生产什么(通常是具体产品);生产多少;什么时问交货。计划周期一般为周或月。主生产计划用以协调生产与可用资源之间的差距。(2) 关概念(1)时区与时界在ERP系统中,一般根据需要将计划展望期按顺序分为三个时区:需求时区(时区l)、计划时区(时区2)和预测时区(时区3),每个时期区包含若干计划周期。不同时区的分隔点称为时界,如图所示IT计一展一期一一JS-时区一一时区J肯一时区KitwM需赢/计州一工)iJ2345678910T11516173M92O2J22232J252
15、6272K290酣4T7附区和时界在需求时区内,订单已经确定,此时区内产品的数量和交货期一般不能变动。在计划时区内,装明企业已经安排生产,产品生产数量和交货期一般也不能由主生产计划自动改变,需要变动时应由高层领导人员批准。在预测时区内,由于对顾客的需求知道得很少,只好利用预测,预测时间内为产品数量和交货期可由系统任意变更。(2)毛需求量。毛需求量是指在任意给定的计划期内,项目的总需求量。一般在不同时区内,毛需求量的计算并不一样,规则如下:在需求时区内,订单已经确定,此时毛需求量为顾客的订单数量。在计划时区内,毛需求量为实际需求或预测数值的较大者。在预测时区内,毛需求量为预测值。(3) 计划接收
16、量计划接收量是指在任意给定的计划周期内项目预计完成的总数。(4) 现有库存量:现有库存量是指某个时段的期末库存量,要扣除用于需求的日数量。计算公式为预计可用库存量=前一周期末的可用库存量-净需求+本周期计划生产量(5) 主生产计划量当需求不能满足时,系统根据设置的批量规则计算得到的供应数量称为计划出产量。(6) 重复计划重复计划流程始终尝试通过建议符合平均日需求量的日产量,来保持供应的稳定。计算平均需求的时间期间是自定义的天数或时段(时格),称为重复计划期间。3批量规则MPS的计划量并非等于实际的净需求量,这是由于在实际生产或订货中,准备各加工、订货、运输、包装等都必须是按照“一定数量”进行的
17、,这“一定数量”称为MPS批量,确定该批量的规则称为MPS的批量规则。几种常见的批量则:最大批量:当计划下达数量大于此批量时,系统取此批量作为计划下达量最小批量:当计划下达数量小于此批量时,系统取此批量作为计划下达量固定批量:每次订货计划数量按一个固定值下达。直接批量:完全根据计划需求量决定的订货量。固定周期批量:指每次订货(或加工)的间隔周期相同,但批量数不一定会相同,只是按定义的批量周期合并净需求,作为计划下达量。表2:产品B2的主生产计划期间/周678910111212345预测804050704045706550307060订单805050605050606050406060毛需求80
18、5050705050706550407060在途量000000000000预计在库量200120702000000000净需求量000505050706550407060计划订单Z出000505050706550407060量计划订单投入005050507065504070600量第三步:根据主生产计划结果,对1、2、3工作中心进行负荷与能力的粗平衡粗能力计划是建立在主生产计划的基础上,直接根据主生产计划结果对其中关键工作中心进行负荷和能力平衡分析,由图1-5图17可知,主生产计划对应的粗能力计划在某些时段不能满足负荷要求,可以进行适当调整,即将部分超出负荷整至低负荷的时段。能力需求计划(Ca
19、pacityRequirementsPlanning,简称CRP)是对物料需的计划管理方法.在MRP系统中,能力需求计划根据系统提供的基础数据。把所有物料项目的计划订单换算成相应的对各种资源的需求量,产生能力需求数据和比较报表提供给计划人员,让计划人员判断生产能力的实际情况,以保证计划的可行性。1工作中心()工作中心的含义:工作中心是各种生产或加工能力单元和成本单元的统称,它可以是一台功能独特的设备、一组功能相同的设备、一条生产线、成组生产中的成组单元、由若干工人组成的班组,甚至可以是生产单一产品的封闭车间。对外协工序来讲,对应的工作中心则是一个厂外协作单位的代号。(2) 工作中心的作用:工作
20、中心是平衡负荷和能力的基本单元;工作中心是车间分配作业任务和安排详细进度计划的基本单元;工和中心是车间作业计划完成情况的数据采集点,也是计算加工成本的基本单元。2工作中心能力的定义工作中心能力=可用机器数或人数X每日工作班次X每班可用的工作小时X工作中心平均效率X工作中心利用率其中,可用机器数或人数是指对能力起限制作用的机器数或人数;工作中心利用率=实际投入工时计划工时工作中心效率=完成定额工时实际投入的工时完成定额工时=生产的产品数量X按工艺路线计算的定额工时实际投入的工时是指实际用在该产品上的工时,计划工时则包括预防性维修、机器损坏、材料短缺、工作缺勤及其他工作时间。按上式计算出来的工作中
21、心能力是定额能力。?编制能力需求计划所需的数据1 已下达车间订单已下达车间订单是指已确认或已下达车间的订单,它占用了一部分能力,其能力平衡在前一阶段已经完成,所以在编制能力需求计划时必须从工作中心的定额能力中扣除。由此可计算出工作中心可用能力:工作中心可用能力=工作中心定额能力一已下达车间或已确认计划订单对现有能力的占用2 MRP计划订单i计划订单是MRP输出的尚未确认或释放的订单,它将占有工作中的能力。3 ,工艺路线文件工艺路线(RoutiIlg)也称工艺流程或加工路线工艺路线文件是描述某一项目加工方法及加工次序的文件。与传统的工艺过程卡不同,MRP系统中的工艺文件不是一个纯技术文件,而是一
22、个主要用于计划编制的管理文件。所以,其中并不详细说明加工作业的各项具体技术条件和操作要求,而主要说明的是实际加工和装配的工序顺序,信息包括:加工工序描述、工序顺序、每道工序使用的工作中心、定额时间(准备时问和加工时间)、外协工序的时间和费用、主要的工具或工艺装配、可替换工序、可替换工作中心等。一般来讲,工艺路线文件由工序组成,而每个工序都对应一千工作中心。所以,工艺路线的编制是在工作中心确定后进行的。工艺路线的作用主要表现在:提供能力计划的计算依据。工序捎消工作中心的能力,系统根据工艺路线文件中工序所占用工作中心的定额小时、工序开始和完工日期,计算各个时段工作中心的负荷;计划排程的计算依据;提
23、供计算加工成本的标准工时数据;跟踪在制品。由于工艺路线的重要作用,MRP系统对工艺路线的准确性要求很高。在实际生产中如何保证工时定额数据的准确性,是MRP系统实施过程中的一个难点。般要求工艺路线的建立和变更要经过严格的程序。对一个加工件,可设定若干种工艺路线,以便于在负荷与能力发生矛盾时替代主要工艺路线。4 .车间日历车间日历是用于编制计划的特殊形式的日历,它与社会日历具有一一对应关系,它排除了休息日、节假日、设备检修日等非工作日期。5 .工作中心文件工作中心文件包含有计算工作中心能力所需的信息。?能力需求计划的编制编制能力需求计划过程就是把物料需求计划订单换算成能力需求数量,即根据物料需求计
24、划和工艺路线文件,求出生产这些物料在各个时段要占用某一工作中心的负荷小时数,再与工作中心的能力进行比较,生成能力需求报表。其处理逻辑如图711所示。实际上,能力需求计划的编制就是要回答以下问题:生产什么?何时生产?占用什么工作中心?何时占用?负荷小时是多少?工作中心可用能力是多少?能力需求情况如何计算结果通常用直方图的形式输出。?能力需求计划的分析编制能力需求计划的目的在于比较工作中心的负荷和现有能力,以便发现问及早解决,保证生产计划的可行性。如果工作中心的能力和负荷不平衡,就要在分析原因的基础上,采取措施,进行能力与负荷的平衡,主要的调整方式包括:(1)安排加班。加班可以缓解某些时间段的能力
25、限制,这种加班加点可以预先计划安排。这与手工计划方式中的加班加点是不一样的,手工计划的加班往往有突击性质,多是临时加班。(2)调整MRP计划。常用的做法是将某项计划提前、用购买件代替自制件、合并某些订单、修改订单数据、合同外包等。(3)调整工作中心能力。改善工作中心的利用率和效率、采用替代工艺路线、外协加工、增添设备、重新分配劳动力等。经过反复运算调整,超负荷问题仍然无法解决时,就要修正主生产计划。只有能力与负荷达到平衡后,主生产计划订单才能确认并下达给计期的执行层。(1)计算三个工作中心的负荷表3:三个工作中心的负荷物料作业工作单件准单件加每件作BOM总作业序列中心备时间工时间业时间中数量时
26、间/min/min/min/个/minB2122.068.018.0B2231.045.015.0C111.0910.0110.0C220.655.615.6C330.544.514.5D121.51011.5223D230.866.8213.6F111.0910.0220F220.866.8213.6F331.245.2210.4G120.677.6645.6G210.899.8658.8G320.555.5633G430.866.8640.8H120.988.9435.6H210.688.6434.4H331.0910.0440.0I120.81010.8110.8I231.289.219
27、.2(2)计算三个工作中心的总负荷表4:全部工作中心总负荷工作中心单件产品A1的负荷/min1123.22175.23123.5(3)计算全部工作中心分时段总负荷将表4中结果和产品A1的主生产计划相乘得到。表5:全部工作中心分时段总负荷工期间/周作中心123123461687661687656789101116168624800861604928862473928761226113812268760700810510617617617864579956175494086457410(4)绘制全部工作中心的负荷曲线图期间/周图1:工作中心1的负荷曲线期间/周图2:工作中心2的负荷曲线期间/周图3
28、:工作中心3的负荷曲线(5)对主生产计划进行调整,把超负荷时段的部分任务调整至低负荷的时段。表6:调整后的主生厂计划表品名周次123456789101112A1原计划订单投入量005050507065504070600A1调整后计划订单投入量414142424243434241444242表7:调整主生产计划后的全部工作中心分时段总负荷工作期间/周中心12345678910111215051.25051.5174.51745175297.5297.65174.5051.5420.5175174.24.44.464284.4427183.27183.7358.73587357533.7533.6
29、7358.7183.7708.7357358.24.48.464288.4435063.55063.518751875185310.5310.551875063.5434518518757557(6)绘制主生产计划调整后的全部工作中心负荷图期间/周图4:主生产计划调整后的工作中心1负荷曲线期间/周图5:主生产计划调整后的工作中心2负荷曲线O'03图6:主生产计划调整后的工作中心3负荷曲线第四步:根据主生产计划结果,编制A1产品的物料需求计划(假定最后一至二期计划订单下达量等于批量大小)。在排计划时,应首先排基于独立需求件的计划,即主生产计划。主生产计划的毛需求根据客户定单和市场需求预测
30、获得,然后由在途量和期初库存量计算预计在库量。预计在库量和安全库存量比较.若大于安全库存,则无净需求,若小于安全库存.则产生净需求。在净需求基础上考虑批量概念得到计划订单产出期间和量,由提前期确定何时投入和投人多少。再计算本期实际期末剩余库存量。物料需求计划的计算处理逻辑与主生产计划基本相同,不同之处在于相关需求件的毛需求件根据BOM中上层物料的计划订单投人量乘构成数量得到。表8:物料需求计划MRP品名周次123456789101112B2计划订单投入量414142424243434241444242C毛需求414142424243434241444242在途量5000000000000预计可
31、用库存量312212937452917263240净需求02921135041332418102计划订单产出量02921135041332418102计划订单投入量50505050050505050505050D毛需求1001001001000100100100100100100100在途量10000000000000预计可用库存量101010101010101010101010净需求0909090090909090909090计划订单产出量0909090090909090909090计划订单投入量1001001000100100100100100100100100F毛需求1001001001
32、000100100100100100100100在途量10000000000000预计可用库存量373787137373787137378713737净需求0631300631306313063计划订单产出量0631300631306313063计划订单投入量1501500015015001501500150150G毛需求3003003000300300300300300300300300在途量03000000000000预计可用库存量3505050505050505050505050净需求002500250250250250250250250250计划订单产出量002500250250250
33、250250250250250计划订单投入量3000300300300300300300300300300300H毛需求2002002000200200200200200200200200在途量02000000000000预计可用库存量360160160160160160160160160160160160净需求004004040404040404040计划订单产出量004004040404040404040计划订单投入量2000200200200200200200200200200200I毛需求414142424243434241444242在途量000000000000预计可用库存量601
34、97836945296624833997净需求022060034017030计划订单产出量022060034017030计划订单投入量10001000010001000100100100第五步:根据A1产品的主生产计划和物料需求计划,编制全部工作中心的细能力需求计划细能力需求计划和粗能力需求计划的编制过程相似,最主要的区别是,粗能力需求计划对其中关键资源进行分析.而细能力计划主要对全部工作中心进行负荷平衡分析,工作中心能力需求的计划更精确。若要编制全部工作中心的细能力需求计划,则应首先展开得到物料需求计划,因为计算是基于所有的零件和成品的,并且贯穿于物料需求计划记录的所有周期,因此,细能力需求
35、计划比能粗力需求计划的计算量要大的多。(1)建立准备时间矩阵和加工时间矩阵如表9和表10所示。表9:产品B2的准备时间(单位:min)工作中心物料期间/周123456789101112C50505050050505050505050F1501500015015001501500150150G2400240240240240240240240240240240H1200120120120120120120120120120120合计560200410410510560410560560410560560B2828284848486868482888484C30303030030303030303
36、030D151501500150150150150150150150150F12012000120120012012001201202G1500150150150150150150150150150150G1800180180180180180180180180180180H1800180180180180180180180180180180I8008000800800808080合计837382854624864976776974892858974974B2414142424243434241444242C25252525025252525252525D8808008080808080808
37、080F18018000180180018018001801803G2400240240240240240240240240240240H2000200200200200200200200200200200I12001200012001200120120120合计814326665507742888588887766709887887表10:产品B2的加工时间(单位:min)工作中心物料期间/周123456789101112C4504504504500450450450450450450450F1350135000135013500135013500135013501G002500225022
38、50225022502250225022502250H160001600160016001600160016001600160016001600合计340018002300205052005650430056505650430056505650B2246246246252252152258252246264252252C25025025025002502502502502502502502D100010001000010001000100010001000100010001000F9009000090090009009000900900G2100021002100210021002100210
39、02100210021002100G150001500150015001500150015001500150015001500H160001600160016001600160016001600160016001600I100001000001000010000100010001000合计859623967696570273528502670876027596771486028602B2164164168168168172172168164176168168C2002002002000200200200200200200200D60060060006006006006006006006006003F6006000060060006006000600600G180001800180018001800180018001800180018001800H180001800180018001800180018001800180018001800I80008000
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 陕西省合阳县重点名校2026年中考物理押题试卷含解析
- 2026乳制品营销供需关系电商渠道研究报告
- 二年级数学(上)计算题专项练习
- 二手车贷款放弃还款协议书
- 安全协议书和非安全协议书
- 下面关于多播协议书的描述
- 医院污水处理日常检测管理制度
- 标准版离婚协议书模板及填写指南
- 2026年跨境电商合作协议含物流及税收规定
- 酒店前台服务流程及技巧培训
- 2026年自贡市中考地理试卷(含答案)
- 2026北京朝阳十八里店乡城市协管员招聘8人备考题库及一套答案详解
- 2026年全国统一高考数学真题(高考Ⅱ卷)附答案
- 停车场经营创收实施方案
- 2026年1月黑龙江高中学业水平合格考历史试卷真题(含答案详解)
- 2026年大学《中国近现代史纲要》期末考试题库(含答案)
- 2026年威海市文登区卫生健康局所属事业单位公开招聘工作人员(41人)考试参考试题及答案解析
- 2025-2026学年教科版(新教材)小学科学三年级下册期末质量检测试卷及答案(二套)
- DB11-T 509-2025 房屋建筑修缮工程定案和施工质量验收规程
- 2026国家广播电视总局直属事业单位招聘(166人)笔试模拟试题及答案解析
- 红色中国风《红楼梦》读书分享模板
评论
0/150
提交评论