

下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
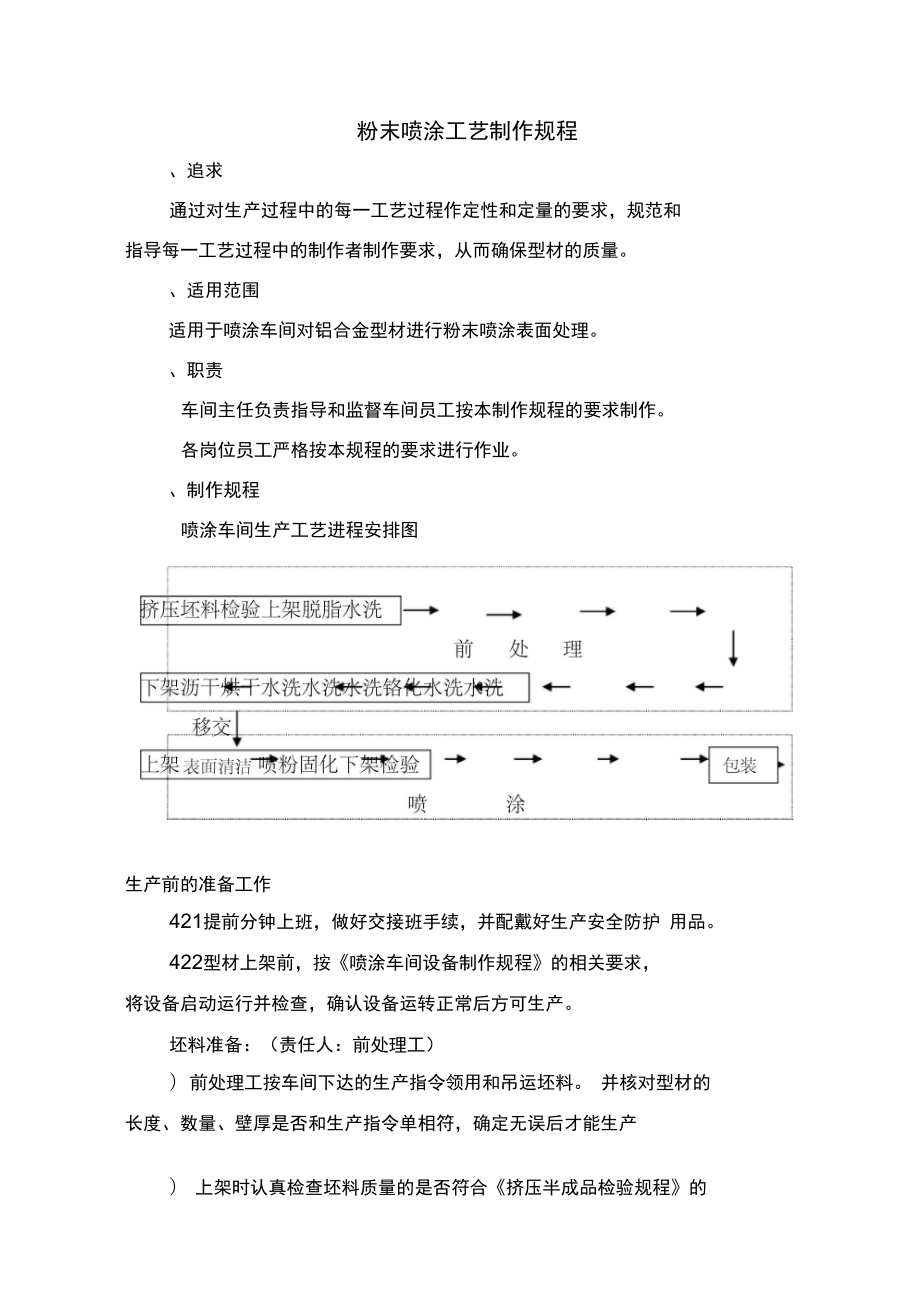
1、粉末喷涂工艺制作规程、追求通过对生产过程中的每一工艺过程作定性和定量的要求,规范和 指导每一工艺过程中的制作者制作要求,从而确保型材的质量。、适用范围适用于喷涂车间对铝合金型材进行粉末喷涂表面处理。、职责车间主任负责指导和监督车间员工按本制作规程的要求制作。各岗位员工严格按本规程的要求进行作业。、制作规程喷涂车间生产工艺进程安排图生产前的准备工作421提前分钟上班,做好交接班手续,并配戴好生产安全防护 用品。422型材上架前,按喷涂车间设备制作规程的相关要求, 将设备启动运行并检查,确认设备运转正常后方可生产。坯料准备:(责任人:前处理工)前处理工按车间下达的生产指令领用和吊运坯料。 并核对型
2、材的 长度、数量、壁厚是否和生产指令单相符,确定无误后才能生产) 上架时认真检查坯料质量的是否符合挤压半成品检验规程的 要求要求。如出现有质量问题及时向相关人员汇报。 )抬料时要轻拿放,避免因为人为的因素造成损坏铝型材坯料。 )上排绑料时头尾要一致对齐,避免在各槽溶浸泡中相互擦花。)用完的工具必须整齐摆放,保持场地整洁、干净。4.2.4 专用工具准备。相关岗位人员检查以下工具是否齐备和符合使 用要求:) 挂钩:导电良好,无空缺、无变形。) 小车:能正常推动。4.2.5 原材料准备。相关岗位人员检查以下生产用原材料是否足 够:前处理化学药水、粉末。4.2.6 前处理制作和各槽液的浓度要求() 脱
3、脂:温度为常温,酸浓度 -90g 脱脂进度分钟(视铝件 表面污染程度而定),材料吊起过槽时,要尽量倾斜,倾斜 角度一般为度角,并吊起并滴水分钟。() 水洗:三次用自来水清洗,进度为分钟,要求各水洗槽有溢 流。() 铬化:铬化温度为常温,铬化剂浓度 -35g ,值为,铬化进度 为分钟。材料过槽时,要尽量倾斜,倾斜角度一般为度 角,并吊起并滴水分钟,保证铬化质量在() 水洗:三次用自来水清洗,进度各分钟,吊起倾斜角度一般 为度角,并吊起并滴水分钟。()烘干:烘干时,烘干炉温度必须在 65 C -80 C,但不得超过 85C。烘干进度为分钟。并保证烘干后的型材不能有水份。()烘干的型材表面应为金黄色
4、或略带彩红色,材料必须干燥、 干净、无油污。()烘干后,下架工作人员必须佩戴干净的沙布手套才能下架搬 动型材,因为手上有汗水和一些油脂的分泌物,如果不戴手套制 作,汗水和油脂会粘附在铬化好的型材上,影响涂料的附着力的 手印的不良。()下架时,应按同型号,同颜色、同订单的放在一起,并做好 标识,避免下道工序上错料或喷错颜色。()型材应小心放在推料车上并标识好,送至喷涂上挂处做喷涂 处理,前处理好的型材应做到当天铬化当天喷涂,最长放置进度 不许超过小时,且一定要用防尘布将其盖好。上架(责任人:上架工)、上挂 前所有上挂和相关的工作人员, 必须佩戴干净的沙布手套,才能搬料和挂料。、根据铝型材的形状,
5、选择合适的挂具和挂钩,选定挂具后必须检查挂具无变形,接触点无涂料覆盖,导电性能良好,如接触不良的 挂具要及时修理,以免影响喷涂质量。、挂料前认真检查型材除油和铬化质量(包括挤压质量,如有不合格型材,应通知上一道工序进行返修处理,或通知相关人员处理)、挂料时如发现轻微擦伤,用以上号的砂纸打磨,打磨面积要控制到最小,避免影响涂料的附着力,废料要严格挑出。、挂上生产线的型材(双面挂和单面挂)头尾都要整齐前后不能超出30mn因为自动喷涂设备,有自动检测系统,如果挂料参差齐,自动喷枪会因有一个感应点,就会启动自动喷涂,这样型材的头尾膜厚标准不能保证,浪费涂料,增加成本。、挂料时要用尽挂料的高度空间,不然
6、会影响生产的产量的增加 生产成本、挂料时,剩余的型材尾料不能挂在满一排时,先看看是否可以 同其他型号挂同一挂喷涂,如果不能,所有型号的尾数挂最下面的一 只一定要同一高度喷涂,因为高度不统一会给自动喷涂增加很大的制 作难度,同时高度不统一,很容易造成最上一支型材或最下一支型材 膜厚超高。吹料(责任人:吹料工).1 用压缩空气认真吹干净表面的灰尘和铝屑。4.4.2 当发现型材有轻微擦花时 , 用以上的细砂纸打磨。4.4.3 清洁时如发现有一些型材挂料方向不对要及时纠正 , 头尾挂 料不齐的要整理整齐。喷粉(责任人:喷粉工)4.5.1 根据订单的粉末色号到仓库领取粉末。4.5.2 如果有上次用剩的回
7、收粉末一定要筛过后才能使用,以免 回收粉末有杂质,影响喷涂表面质量。4.5.3 如果有凹槽位的型材,需要补喷粉末,一定要补喷。保证 装饰面的凹槽位不露底,而且要达到品质要求。补喷粉末时,喷枪与工件的距离应在 200mmb 300mmt勺范围 内(距离是指喷枪的喷嘴和工件之间的空间距离)4.4.5 根据工件的形状补喷的角度应从°或°的角度补喷。4.4.6 补喷或自动喷涂粉末时要特别注意 , 积粉、露底、膜厚超高, 针吼的不良品 . 所以在喷涂砂纹粉末和金属粉末时 , 静电电压要调低上 点电压大约在之间平光、高光、哑光的粉末静电电压相对要调高一点,电压大约在之间。自动喷枪与工件
8、的距离应在 200m叶300mn之 间。4.4.7 喷涂过程中 ,要不断观察表面情况 ,如果出现异常情况时 ,应 及时处理。4.4.8 根据粉末的颜色使用粉管 , 深色的粉末应使用深色的粉管 , 浅色的粉末应使用浅色的粉管 , 一定不能混用粉管避免出现混色的不良品。4.4.9 在更换不同颜色的粉末时 , 喷粉系统和回收系统一定要完全 清理干净后才能喷涂另一个颜色。4.4.10 随时保持喷房的环境和设备的清洁不能有粉末和垃圾。4.4.11 每一次的喷涂都必须认真填写喷粉车间喷涂制作工艺与 用量记录。下料(责任人:下料工)4.6.1 喷涂固化好的型材下挂时 , 要轻拿轻放 , 放在装料架上的型 材
9、不能滑动每一层都要用隔尘隔开 , 以免碰花喷涂膜的表面。4.6.2 卸双排料时 ,必须由下至上两边对称下料 , 保证下料时剩下 的型材在挂具上保持稳定 , 防止因重心不稳定造成倾斜掉料现象。4.6.3 随时注意型材出烘炉的情况 , 防止型材碰撞炉口跌料 ,以及 一些小型材 ( 压线)容易被风扇吹跌的现象。4.6.4 协助质检员进行检测 , 经检测合格的型材放在推车上 ,然后 送至包装处 , 进行包装的工序。4.6.5 卸挂后, 挂具如果上挂那边不需使用 ,要分类放好。4.6.6 随时保持工作场地的清洁整齐。.7 不合格的产品放到不合格区,等待相关人员处理。 经检验合格的型材包装,包装工严格按客
10、户要求进行包装 , 包装 好的产品入库。交接班:提前分钟接班4.8.1 交接班时必须认真填表写好喷涂车间喷涂制作工艺与用 量记录。4.8.2 对所喷的色号及要求交代接班的人,接班人要到位后才能 下班。、其他注意事项 随时检查喷涂质量、膜厚,不允许有桔皮、皱皮、色差、起泡、 流挂、针孔等任何缺陷。型材出固化炉后,第一进度检查色泽是否与色板相同,发现问题要立即报告相关负责人在正常喷涂进度,必须有两人开启和观察喷枪运行,以确保设备 安全运转和安全防火工作。检测中的每支料都要从上、中、下段取样,全部达到检测要求才 能合格,检测方法及标准分别严格按粉末喷涂型材检验规程进行 控制。所有的检测样板要按生产日期完整收集,做好每只料测试标记收 存档,以便日后翻查和跟踪,认真填写检测报告记录表,保持记录表 的完整性和连续性,检验样板存放期为半年。、工艺参数(附表) 喷涂前处理工艺参数工序名称工艺参数槽液成份:工艺参数温度进度脱脂酸浓度-90g常温(分钟)水洗:自来水:溢流常温(分钟)水洗:自来水:溢流常温(分钟)铬化铬化剂-35g常温(分钟)水洗自来水溢流常温(分钟)水洗自来水溢流常温(分钟)烘干烘干温度-80 C,进度铬化料颜色:金黄色带彩红色。铬化膜厚度:控制在微米内。、涂粉工艺参数各工艺参数根据不同要求进行相应的调控。工艺规程一览表型材壁厚驱动马
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025年玉林市市级机关公开遴选考试真题
- 风电机组电气装调工资源合理利用考核试卷及答案
- 电焊工安全意识考核试卷及答案
- 印刷设备维修工综合能力考核试卷及答案
- 继电器制造工岗位工艺作业技术规程
- 公司催化剂生产工应急处置技术规程
- 2025福建厦门市集美第二小学产假顶岗教师招聘1人模拟试卷及答案详解参考
- 轧制加热工工艺纪律符合性考核试卷及答案
- 锅炉管阀检修工基本职业素养考核试卷及答案
- 2025河北邢台冶金医院招聘20人考前自测高频考点模拟试题及答案详解(典优)
- 数字化背景下提升高校思政课教学精准性路径探索
- 英语A级常用词汇
- 气管切开非机械通气患者气道护理团体标准课件
- 儿童舞台剧《梁山伯与祝英台》剧本
- HGT 6331-2024《肥料级磷酸脲》
- (正式版)HGT 22820-2024 化工安全仪表系统工程设计规范
- 中职英语 基础模块2 Unit 8 Green Earth
- 北京小学生诗词大赛备考试题库500题(供参考)
- 氢能与燃料电池-课件-第四章-氢的性质
- 能源的需求与供给
- 船舶贸易知到章节答案智慧树2023年上海海事大学
评论
0/150
提交评论