


下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、精品文档组合夹具综合设计性实验实验报告要求一、零件工艺分析3.2212H8422000 .1 .60054+001550051130240.31852.3图 11. 零件分析(1)零件类别套类(长套)(2)特点对称、外形(圆柱面、有台阶、凸台)通孔有台阶(3)各加工面技术要求5500 .024 、 212H 8 要求较高。2. 工艺路线根据零件的技术要求,遵循工艺规程的制定原则,拟定工艺路线。工序号工序内容设备车外圆至 105工序 10粗车端面保证长 188车床、卡盘精车端面保证长 185工序 20钻内孔至 50钻床、钻模工序 30镗台阶孔至 5500.024镗床、镗模工序 40铣外凸台两端面
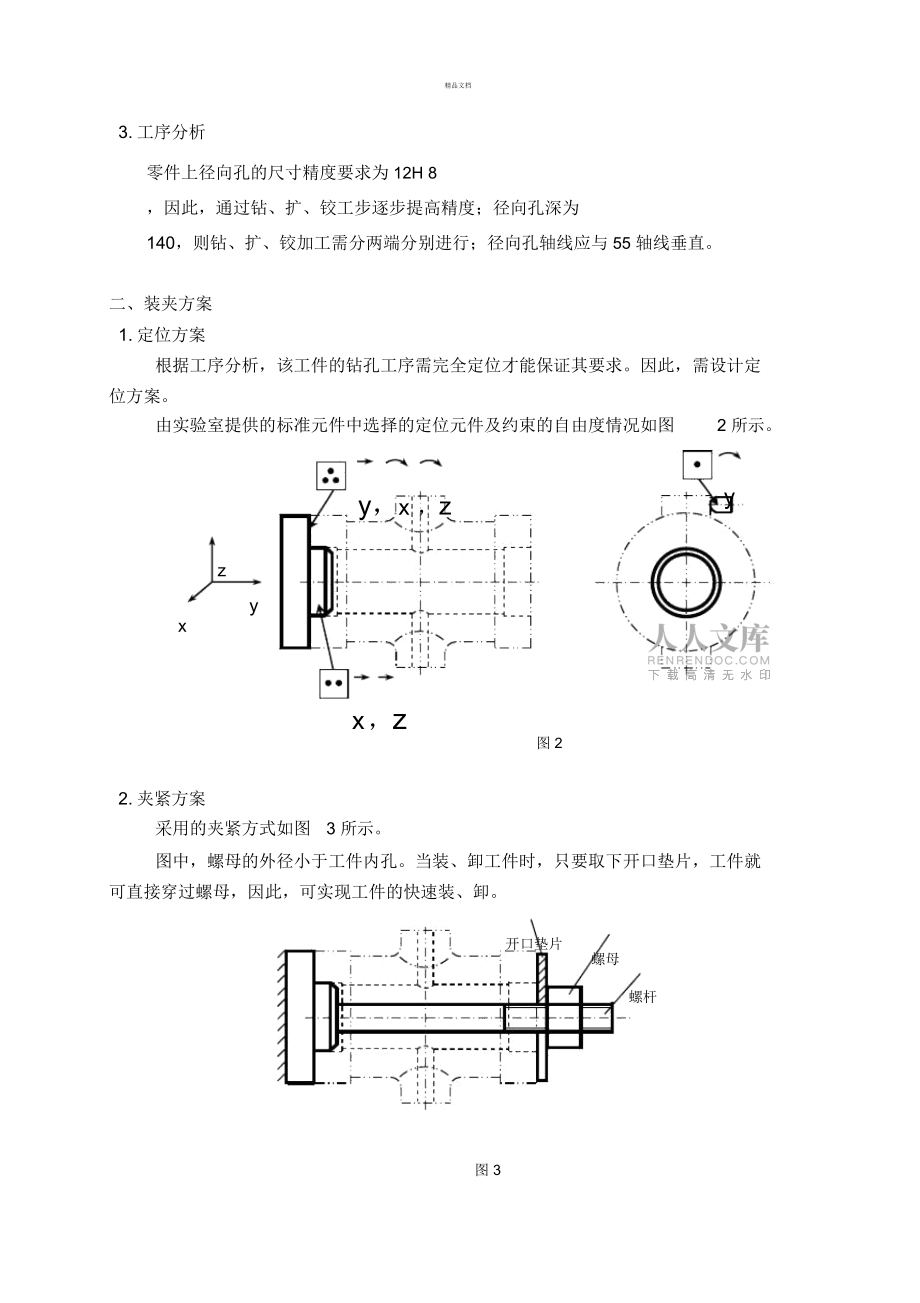
2、,保证间距 140铣床、分度头工序 50钻、扩、铰径向孔至12H 8钻床、钻模1欢迎下载。精品文档3. 工序分析零件上径向孔的尺寸精度要求为 12H 8 ,因此,通过钻、扩、铰工步逐步提高精度;径向孔深为 140,则钻、扩、铰加工需分两端分别进行;径向孔轴线应与 55 轴线垂直。二、装夹方案1. 定位方案根据工序分析,该工件的钻孔工序需完全定位才能保证其要求。因此,需设计定位方案。由实验室提供的标准元件中选择的定位元件及约束的自由度情况如图2 所示。y,x ,zyzyxx ,z图 22. 夹紧方案采用的夹紧方式如图3 所示。图中,螺母的外径小于工件内孔。当装、卸工件时,只要取下开口垫片,工件就
3、可直接穿过螺母,因此,可实现工件的快速装、卸。开口垫片螺母螺杆图 32欢迎下载。精品文档3. 工序简图在工序简图中,工件除了加工面外,需用细实线绘制图形。工序简图应反映其工艺信息,包括:定位基准(用符号表达) 、夹紧力(用符号表示力的作用方向、 力源、力的作用点)、加工面(用粗实线表达)、工序尺寸及技术要求。根据定位、夹紧方案,钻孔工序的工序简图如图4 所示。212H 83292.51三、夹具装配图在实验报告中,需绘制夹具装配图,其绘图要求如下:1组合夹具是根据工序要求将标准件拼装而成的,绘制装配图时,需表达夹具的功能结构,若某功能结构是通过叠装 (例如:立柱是几块方形基础块的组合)而形成的结
4、构,则绘图时可以简化叠装结构将其视为一个整体,且方形基础块上的定位槽、孔等几何要素也可忽略。2装配图可以不必严格按比例绘制,但要按夹具装配图的绘图要求表达其结构,且需要标注尺寸及技术要求:( 1)尺寸 外轮廓尺寸(总长、总高、总宽) 定位面、加紧机构、导向面等与安装基面间的联系尺寸 配合尺寸(销与孔配合、滑槽配合、钻套与衬套/ 孔配合等) 安装尺寸(功能件与安装基面间的联系尺寸)( 2)技术要求 定位面的形状要求(平面度、圆柱度等) 定位面间的位置要求(平行度、垂直度等) 定位面与导向面间的位置要求(平行度、垂直度、对称度等) 定位面、导向面与安装基面间的位置要求(平行度、垂直度、对称度等)3欢迎下
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 数据可视化工具的选择与使用技巧试题及答案
- 2025年软考设计师难点试题及答案
- 疑难解答2025软件设计师考试试题及答案
- 计算机科学的基础知识分类试题及答案
- 云南省祥云县2025年七年级数学第二学期期末预测试题含解析
- 优化个人工作环境的财务计划
- 创新企业文化与风险管理实践试题及答案
- 应用大数据技术于会计实践计划
- 网络安全标准与合规性要求试题及答案
- 城市交通设施布局规划重点基础知识点
- 高中职业生涯规划讲座
- 医院建筑设计重点、难点分析及应对措施
- 运用精益管理(TPS)缩短医院门诊患者就诊时间医院品质管理成果汇报
- 环保行业人才培养机制方案
- 专题18 热学-五年(2020-2024)高考物理真题分类汇编(解析版)
- 十二生肖调查报告
- 健身塑形瑜伽学习通超星期末考试答案章节答案2024年
- 2024-2025年辽宁省面试真题
- 单位驾驶员劳务派遣投标方案投标文件(技术方案)
- 资本经营-终结性考试-国开(SC)-参考资料
- 2024年浙江省中考科学试卷
评论
0/150
提交评论