



下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、PCIN 传输软件使用说明SIEMENSPCINSIEMENSPCIN 传输软件使用说明(传送程序)1、在记事本中编写好程序(注意传输格式中的程序头),保存文件到文件夹中(如“D:PROGRAM)。2、双击 pcin.exe,进入程序界面。3、移动到 V24_INI,按回车,进入,可以设置传输参数。按“EsCt”可退出。4、移动到 DATA_OUT,按回车,进入,在 Filename:下输入文件所在的盘符、文件夹及文件名(必须有相应的文件扩展名,如图中所示)。5、在数控机床中打开传输服务,数控机床先打开接收。6、在电脑上,按回车,传输开始。7、传输结束,按“EsCT 退出。8、移动到 EXIT
2、,连续按回车退出程序。=使用说明摘要=“数据输入/输出”对最终用户而言,大多用于 DNC 加工,少量用于零件程序的上载、下载。无论那一种,系统与 PC 机端都要有一致的通讯协议。下面以 PCIN 软件为例来讲诉:用通讯电缆将计算机与系统通讯口连接起来。打开 PCIN 软件。通讯操作的基本原则:通讯双方必须具有相同的通讯参数:波特率、起始位、停止位、校验位等;通讯双方必须具有相同数据格式:文本格式、二进制格式;数据接受方应首先进入等待状态。按下“数据输入/输出”键,出现 RS232 设定页面:按上图设定好系统端的参数。在 DOS 方式下起用 PCIN 软件:首先,选择语言为英语,如下图所示:注:
3、PC 机上对选项的操作全部由光标键及回车键完成。然后,设置接口参数,如下图所示:参数设置好以后,保存该设置,用回车键完成。如下图所示:然后,本着谁接收谁等待的原则,接收数据端进入等待状态,例如,PC 机端要从系统端接收数据,则:键入文件路径及文件名称后,按回车,PC 机进入等待状态。系统端:按下数据选择,进入到数据输入、输出页面,选择你要输出到 PC 机的程序、参数等。程序传输过程中,会看到系统端有数据向外输出,PC 机端有数据向内流进。传输结束,系统端通常出现返回”按下返回”,系统进行其他操作。对于加工模具的行业,会经常用到“DNC 加工,无论何种系统,“DNC 加工的过程都是一样的:数据由
4、 PC 机输入到数控系统的缓存中,不占用系统内存,边加工边传输。802D 系统“DNC 加工系统端的等待状态如下:确认程序无误,刀具及刀具参数无误、工件及工件坐标正确、PC 机与系统两端通讯协议相同,在“AUTO 模式下,将进给倍率”拨到零位置,按下外部程序”键,系统即进入等待状态,PC 机端如下所示:选好零件程序后,按下“回车”键,数据输出到系统端,此时,循环启动此零件程序,缓慢放大进给倍率即可。一种 FANUCOi 和 PC 机的数据传输方法FANUC-Oi 数控系统是近两年来 FANUC 公司推出的新一代 CNC,和 OC、OD 相比较,无论是硬件还是软件功能都有很大的提高。集成化的 C
5、NC 一改原来的大板结构,给人一种全新的感觉,特别在数据传送上有很大改进,如 RS232 串口通讯波特率达 19200b/s,可通过 HSSB(高速串行总线)与 PC 机相连,使用存储卡实现数据的输入、输出。随着其应用范围日益广阔,该数控系统的数据传输功能倍受关注。FANUC 使用说明书详细介绍了使用磁盘机、 编程器和穿孔机的数据传输方法, 但根据国内数控系统应用的实际情况,考虑成本和通用性,目前使用磁盘机、 编程器和穿孔机并不普及,如能使用 PC 机与 CNC实现通讯,则无需专用设备,更方便、更经济。目前,PC 通讯软件品种繁多,其中 PCIN软件是国内数控领域广泛使用的软件之一。笔者根据自
6、己使用该系统的经验,使用 PCIN软件成功实现 PC 与 FANUC-Oi 的数据通讯,根据现场使用的情况来看,效果十分理想。1 硬件配制(1)FANUC-0i 数控系统。486 以上旧 M 兼容机。(3)通讯电缆(电缆的具体连接见图 1)。(4)SIEMENS-PCIN 软件 4.32 或以上版本。2 数据通讯数据通讯可实现 PROGRAM 器件程序)、PARAMETER 机床参数)、PITCH(螺距误差补偿表)、MACRO(宏参数)、OFFSET(刀具偏置表)、WORK(工件坐标系)、PMCPARAMETER(PMC 据)的传送,但需分别设置 PC 端和 CNC 端相应的通讯协议。机床参数
7、、螺距误差补偿表、宏参数、工件坐标系数据传输的协议设定只需在各自的菜单下设置,协议与零件程序传送的协议相间,PMC 数据的传送则需更改两端的协议。PMC 程序的传送则必需使用 FANUC 专用编程软件 FLADDER-III 方可实现,这里不再展开说明。2.1 通讯线路的连接通讯电缆的两头分别连接到 PC 和 CNC。(警告:由于台式机的漏电可能引起 RS232接口的损坏,若使用台式计算机则必须将 PC 的地线与 CNC 的地线牢固地连接在一起。)2.2 设置 PC 机 PCIN 软件的通讯协议运行 PCIN 软件后出现下列菜单:V24-INIDATA-INDATA-OUTFIIESPECIA
8、LPC-FORMATAR-CHIV-FIIEEXIT。(2)使用左、右光标键,选择 V24-INI,回车确认,出现下列菜单:COMNUMBER1偎据 PC 实际使用的通讯端口选择),BAUDRAIE19200(波特率),PARTIYEVEN(奇偶检验,EVENM 禺),2STOPBITS(停止位 2 位),7DATABITS(数据位 7位),XON/OFFSETUP,ENDW-M30OFF,TIMEOUT0S,BINFINEOFF,TURBOMODEOFF,DONCHECKDSR其中 XON/OFFSETURS 项如下设置:XON/OFFOFF,XONCHARACTER:11,XOFFCHAR
9、ACTER:13,DOTWAITFORXON,DONTSENDXOM(3)使用上、下光标键选择上述各菜单,使用左、右光标键选择各菜单内的选项,按上述要求设置完成后回车确认,保存后返回至初始菜单。(4)选择 SPECIAL 菜单设置 DISPIAYON,返回至初始菜单。(如不设置 SPECIAL 菜单内 DISPIAY 选项,在 PC 屏幕上将不能看到 PC 接受或传送数据的动态显示。)2.3 设置 FANUC-Oi 数控系统的通讯协议下面以传送零件程序为例,详细介绍协议的设置,其它数据传输的协议设定可以参照零件程序传送的协议设定。(1)启动机床,并确保机床已处于正常工作状态,CNC 元任何报警
10、。(2)选择 MDI 方式。(3)依次选择SYSTEMSSYSTEM、ALLI/O、PRGM,出现下列菜单:I/OCHANNELlDEVICENUM0BAUDRAIE19200STOPBIT2NULLINPUT(EIA)ALMTVCHECK(NOTES)OFFTVCHECKOFFPUNCHCODEISOINPUTCODEEIA/ISOFEEDOUTPUTFEEDEOBOUTPUTLFCRCR按上述要求完成设置。注:OiCNC 有两个 RS232 接口,详见 Oi 参数 0020,0101-0103、01110113、0121-0123,本文以接口 1 为例。2.4 数据通讯CNC 和 PC 按
11、上述设置完毕后方能使用数据通讯功能。2.4.1零件程序的接收(PC 到 CNC)(2)将控制面板上的钥匙置于 O 状态(只有这样,才允许接收零件程序)。(3)依次选择OPRT、EXEC键,显示屏上出现闪烁的“LSK 字样。(4)PC 端选择 DATA-OUT 菜单,回车确认。(5)在 FIIENAME 栏中填入要传送的零件程序的路径及文件名,然后回车确认,CNC 端显示屏上的LSK字样变为INPUT字样,PC 端会动态显示零件程序直至传送结束。2.4.2零件程序的传送(CNC 到 PC)。(1)PC 端选择 DATA-IN 菜单,回车确认。(2)在 FIIENAME 栏中填入零件程序的路径及文
12、件名,回车确认,PC 此时处于等待状态。(3)CNC 端依次选择、OPRT、OXXXX、EXEC,PC端会动态显示零件程序直至传送结束。(4)PC 端选择 ESC 键。(PC 会自动保存接收的数据)2.4.3CNC 参数、MACRO 工件坐标系、刀具偏置表的传送和接收。(1)选择 EDTT 方式。(2)依次选择、 SYSTEM 、 、 、 、 ALLI/O 出现下列画面:PRGRM 、PARAMOFFSETMACRO、OPRT,选择键出现WORK(3)根据需要分别选择以上各选项,选择OPRT键,屏幕下方出现和二个功能键,从PC传送数据至CNC,则选择 READ 、EXEC ,从CNC传送数据至
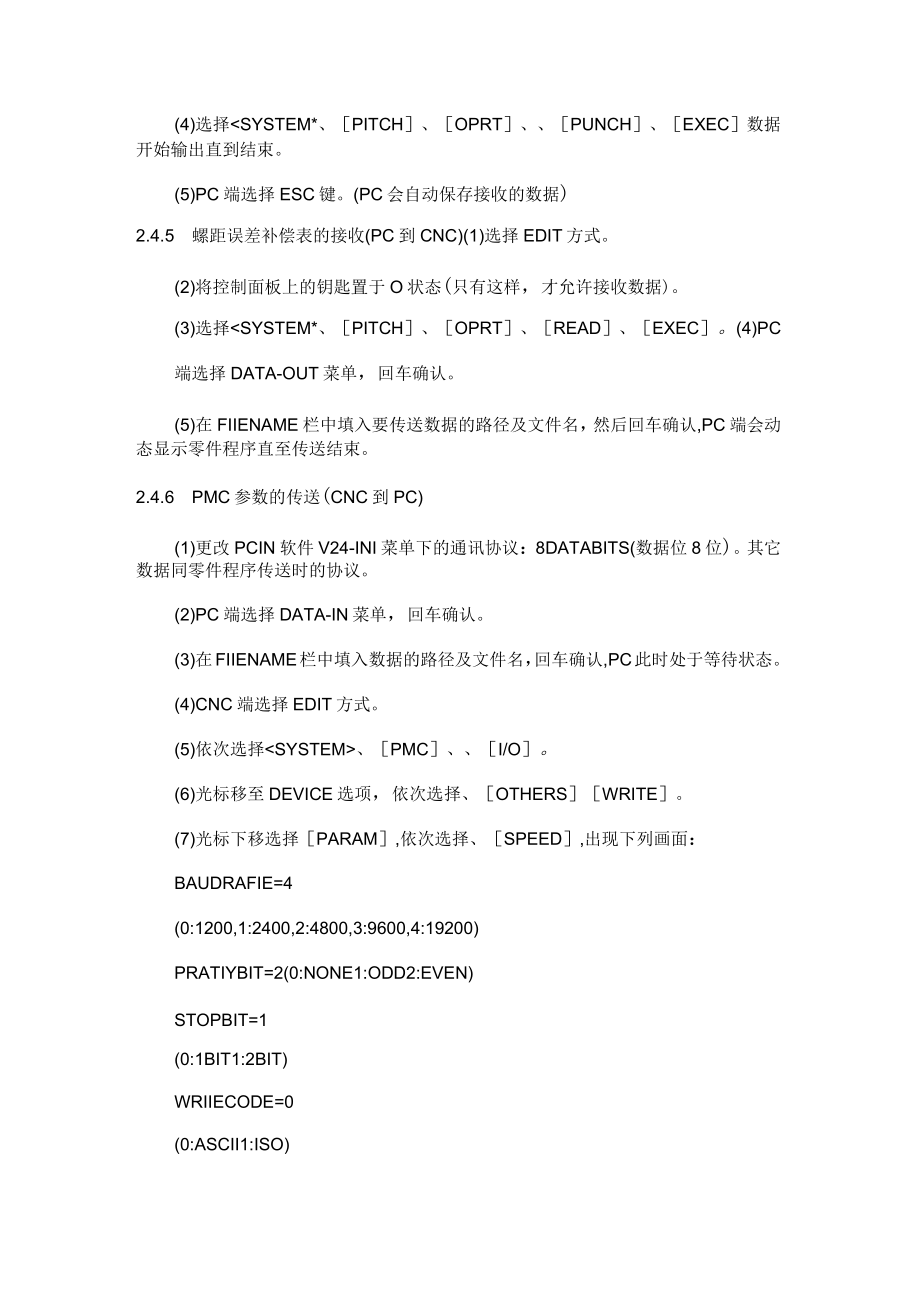
13、PC则选择 PUNCH、EXEC。PC 端操作步骤同零件程序的传送。2.4.4螺距误差补偿表的传送(CNC 到 PC)(1)PC 端选择 DATA-IN 菜单,回车确认。(2)在 FILENAME 栏中填入数据的路径及文件名,回车确认,PC 此时处于等待状态。(4)选择SYSTEM*、PITCH、OPRT、PUNCH、EXEC数据开始输出直到结束。(5)PC 端选择 ESC 键。(PC 会自动保存接收的数据)2.4.5螺距误差补偿表的接收(PC 到 CNC)(1)选择 EDIT 方式。(2)将控制面板上的钥匙置于 O 状态(只有这样,才允许接收数据)。(3)选择SYSTEM*、PITCH、OP
14、RT、READ、EXEC。(4)PC端选择 DATA-OUT 菜单,回车确认。(5)在 FIIENAME 栏中填入要传送数据的路径及文件名,然后回车确认,PC 端会动态显示零件程序直至传送结束。2.4.6PMC 参数的传送(CNC 到 PC)(1)更改 PCIN 软件 V24-INI 菜单下的通讯协议:8DATABITS(数据位 8 位)。其它数据同零件程序传送时的协议。(2)PC 端选择 DATA-IN 菜单,回车确认。(3)在FIIENAME栏中填入数据的路径及文件名,回车确认,PC此时处于等待状态。(4)CNC 端选择 EDIT 方式。(5)依次选择、PMC、I/O。(6)光标移至 DE
15、VICE 选项,依次选择、OTHERSWRITE。(7)光标下移选择PARAM,依次选择、SPEED,出现下列画面:BAUDRAFIE=4(0:1200,1:2400,2:4800,3:9600,4:19200)PRATIYBIT=2(0:NONE1:ODD2:EVEN)STOPBIT=1(0:1BIT1:2BIT)WRIIECODE=0(0:ASCII1:ISO)(8)按上述要求设置传送协议后退回上级菜单。协议显示如下:CHANNEL1DEVICEOTHERSFUNCUONPARAMDATAKINDPARAM(9)选择EXEC,PMC 数据开始输出。(10)输出结束后,PC 端选择 ESC 键,屏幕上出现 DOYOUWANTT0TERMINATE入 Y,屏幕上出现 DOYOUWANTTOSAVE?,输入 Y,保存输入的数据。2.4.7PC 输出 PMC 数据到 CNC(1)更改PCIN软件V24-INI菜单下的通讯协议:8DATABITS(数据位8位),其它数据同零件程序传送时的协议。(2)选择 EDIT 方式。(3)将控制面板上的钥匙置于 O 状态(只有这样,才允许接收数据)。(4)依次选择、PMC、STOP、I/O。(5)光标移至 DEVICE,选择、OTHERS、READ、SPEED,出现下列画面:BAU
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025-2030年桶装天然饮用水行业市场发展分析及发展趋势与投资研究报告
- 2025-2030年原料皮行业市场发展分析及发展趋势与投资研究报告
- 2025-2030年医疗美容医院产业发展分析及发展趋势与投资前景预测报告
- 辨析工程经济考试试题及答案
- 中级经济师考试生存之道试题及答案
- 经济学中的市场失灵试题及答案解析
- 水利水电工程绩效考核标准试题及答案
- 中级经济师考试的数量经济方法试题及答案
- 2025合作店面股权分红合同协议范本模板
- 行政管理中的沟通效率提升策略试题及答案
- 感性工学完整版本
- 2025届中考英语二轮复习常考题型专练:完形填空(含解析)
- 【MOOC】消费者行为学-湖南大学 中国大学慕课MOOC答案
- 【MOOC】跨文化交际通识通论-扬州大学 中国大学慕课MOOC答案
- 安全管理-终结性考试-国开(SC)-参考资料
- 2024年贵州省贵阳市中考地理试卷(附答案)
- 大脑健康课件
- 《无人机测绘技术》项目3任务4无人机激光点云数据处理
- 上海市2024年中考化学真题(含答案)
- 蜗牛与黄鹂鸟(课件)人音版音乐二年级上册
- 浙江大学《概率论与数理统计》第7章
评论
0/150
提交评论