



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、u加工表面质量及其对加工表面质量及其对使用性能的影响使用性能的影响u影响表面粗糙度的工影响表面粗糙度的工艺因素及其改进措施艺因素及其改进措施u影响表层金属力学物影响表层金属力学物理性能的工艺因素及理性能的工艺因素及其改进措施其改进措施 第五章第五章 机械加工表面质量及控制机械加工表面质量及控制本章要点本章要点5.1 5.1 加工表面质量及其对使用性能的影响加工表面质量及其对使用性能的影响已加工表已加工表面质量面质量表面粗糙度表面粗糙度表面波度表面波度表面物理力学表面物理力学性能的变化性能的变化表面微观几表面微观几何形状特征何形状特征表面层冷作硬化表面层冷作硬化表面层残余应力表面层残余应力表面层
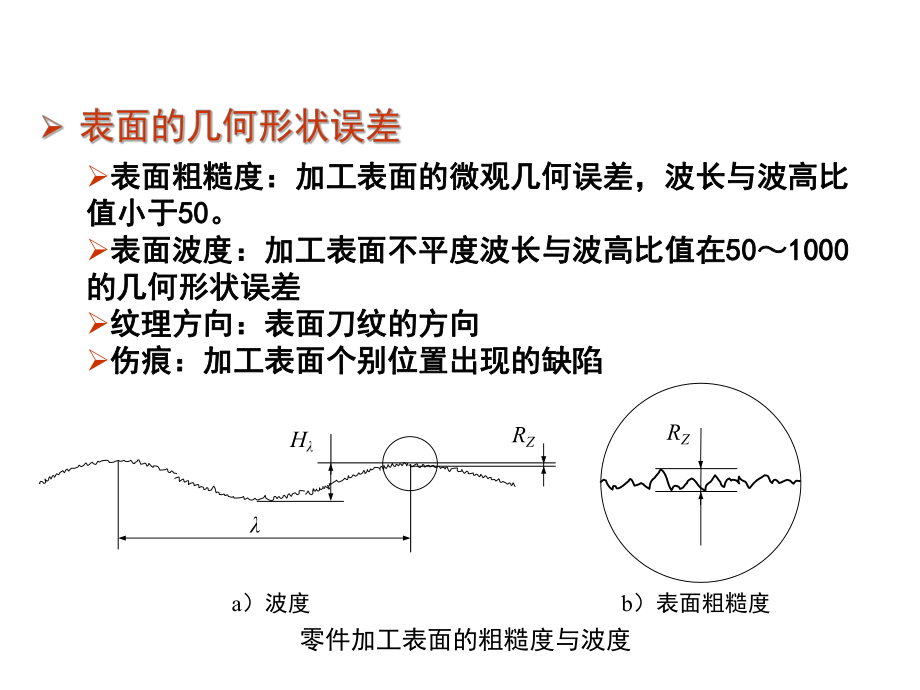
2、金相组织的变化表面层金相组织的变化 a)波度 b)表面粗糙度 零件加工表面的粗糙度与波度RZHRZ 表面粗糙度:加工表面的微观几何误差,波长与波高比表面粗糙度:加工表面的微观几何误差,波长与波高比值小于值小于5050。表面波度:加工表面不平度波长与波高比值在表面波度:加工表面不平度波长与波高比值在505010001000的几何形状误差的几何形状误差纹理方向:表面刀纹的方向纹理方向:表面刀纹的方向伤痕:加工表面个别位置出现的缺陷伤痕:加工表面个别位置出现的缺陷Ra(m)初始磨损量重载荷轻载荷 表面粗糙度与初始磨损量表面粗糙度值 耐疲劳性适当硬化可提高耐疲劳性表面粗糙度值耐蚀性表面压应力:有利于提
3、高耐蚀性表面粗糙度值 配合质量表面粗糙度值耐磨性,但有一定限度纹理形式与方向:圆弧状、凹坑状较好适当硬化可提高耐磨性rrfHctgctg28fHr,rrrkkf刀尖圆弧半径主偏角副偏角进给量 车削时残留面积的高度frRmaxvfrb)Rmaxfa)vfrr5.25.2影响表面粗糙度的因素及改进措施影响表面粗糙度的因素及改进措施 切削45钢时切削速度与粗糙度关系100120v(m/min)020406080140表面粗糙度Rz(m)481216202428收缩系数Ks1.52.02.53.0积屑瘤高度 h(m) 0200400600hKsRzv 砂轮速度vs,Rav 工件速度vw,Ra v 砂轮
4、纵向进给f,Ra v 磨削深度ap,Ra 磨削用量对表面粗糙度的影响vw = 40(m/min)f = 2.36(m /min)ap = 0.01(mm)vs = 50(m/s)f = 2.36(m /min)ap = 0.01(mm)v s(m/s), vw(m/min)Ra(m)0304050600.51.0a)ap(mm)00.010.40.8Ra(m)00.20.60.020.030.04b) 光磨次数-Ra关系Ra(m)01020300.020.040.06光磨次数粗粒度砂轮(WA60KV)细粒度砂轮(WA/GCW14KB)v光磨次数,Rav 砂轮粒度砂轮粒度,R Ra a;但要适量
5、;但要适量v 砂轮硬度适中,砂轮硬度适中, R Ra a ;常取中软;常取中软v 砂轮组织适中,砂轮组织适中,R Ra a ;常取中等组织;常取中等组织v 采用超硬砂轮材料,采用超硬砂轮材料,R Ra a v 砂轮精细修整,砂轮精细修整, R Ra a 冷却润滑液冷却润滑液 5.35.3影响表层材料力学物理性能的工艺因素影响表层材料力学物理性能的工艺因素及改进措施及改进措施00100%HVHVNHV切削用量工件材料 f 对冷硬的影响硬度(HV)0f (mm /r)0.20.40.60.8v =170(m/min)135(m/min)100(m/min )50(m/min)10020030040
6、0工件材料:45刀具几何参数00.20.40.60.81.0磨损高度VB(mm)100180260340硬度(HV)50钢,v = 40(m/min) f = 0.120.2(mm/z)刀具后刀面磨损对冷硬影响rrVB0rr磨削用量砂轮工件材料 磨削深度对冷硬的影响ap(mm)硬度(HV)00.253003504505004000.500.75普通磨削高速磨削彩色氧化膜彩色氧化膜 残余应力残余应力 微裂纹微裂纹 内冷却砂轮内冷却砂轮 开槽砂轮开槽砂轮 a) 槽均匀分布槽均匀分布 b)90度内变距开槽度内变距开槽 表层比容增大表层比容减小热生残余拉应力的示意图热生残余拉应力的示意图切削用量刀具工
7、件材料 vc 对残余应力的影响0=5,0=5,r=75,r=0.8mm,工件:45切削条件:ap=0.3mm, f=0.05mm/r, 不加切削液050100150200距离表面深度(m)残余应力(Gpa)-0.2000.20vc =7.7m/minvc =86m/minvc =213m/min磨削用量的影响磨削用量的影响 工件材料工件材料热变形和塑性变形对残余应力影响很大热变形和塑性变形对残余应力影响很大热因素起主导作用残余拉应力塑性变形起主导作用残余压应力淬火烧伤时,金相组织变化起主导作用残余压应力ap对残余应力的影响加工方法加工方法残余应力符号残余应力符号 /MPa应力层深度应力层深度h/mm车削车削一般外拉内压一般外拉内压 外压内拉外压内拉200800 刀具磨损刀具磨损1000一般外拉内压一般外拉内压0.050.1高速、负前角时高速、负前角时0.65磨削磨削一般外压内拉一般外压内拉20010000.050.30铣削铣削外压内拉外压内拉6001500碳钢淬硬碳钢淬硬外压内拉外压内拉400750钢珠滚压钢件钢珠滚压钢件外压内拉外压内拉700800喷丸强化钢件喷丸强化钢件外压内拉外压内拉10001200渗碳淬火渗碳淬火外压内拉外压内拉100
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 苦瓜白粉病孢子检测防治规范
- 体成分分析检测评估规范手册
- 奶牛泌乳期精细饲养管理手册
- 客诉危机处理与公关应对预案
- 南美白对虾工厂化养殖管理方案
- 春节家政人员留守调度预案
- 员工职业健康检查实施计划
- 鲜切玫瑰花期精准调控管理方案
- 青少年生长发育营养干预计划
- 蔬菜水肥一体化系统运行规范
- 佛山市禅城区城建集团有限公司招聘笔试题库2026
- 自媒体部门奖惩制度
- 跨域无人系统网络韧性防护框架研究
- 智鼎在线iqt测评题库
- 临床试验中患者报告结局的评估与应用
- LC-MS-8040培训课件教学课件
- 执法大队转公务员考试试题及答案
- 2025年事业单位计算机面试题库及答案
- 毕业论文机电一体化
- 自然语言处理在法律文本分析中的应用研究
- 消防员中级资格理论考试试题
评论
0/150
提交评论