



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
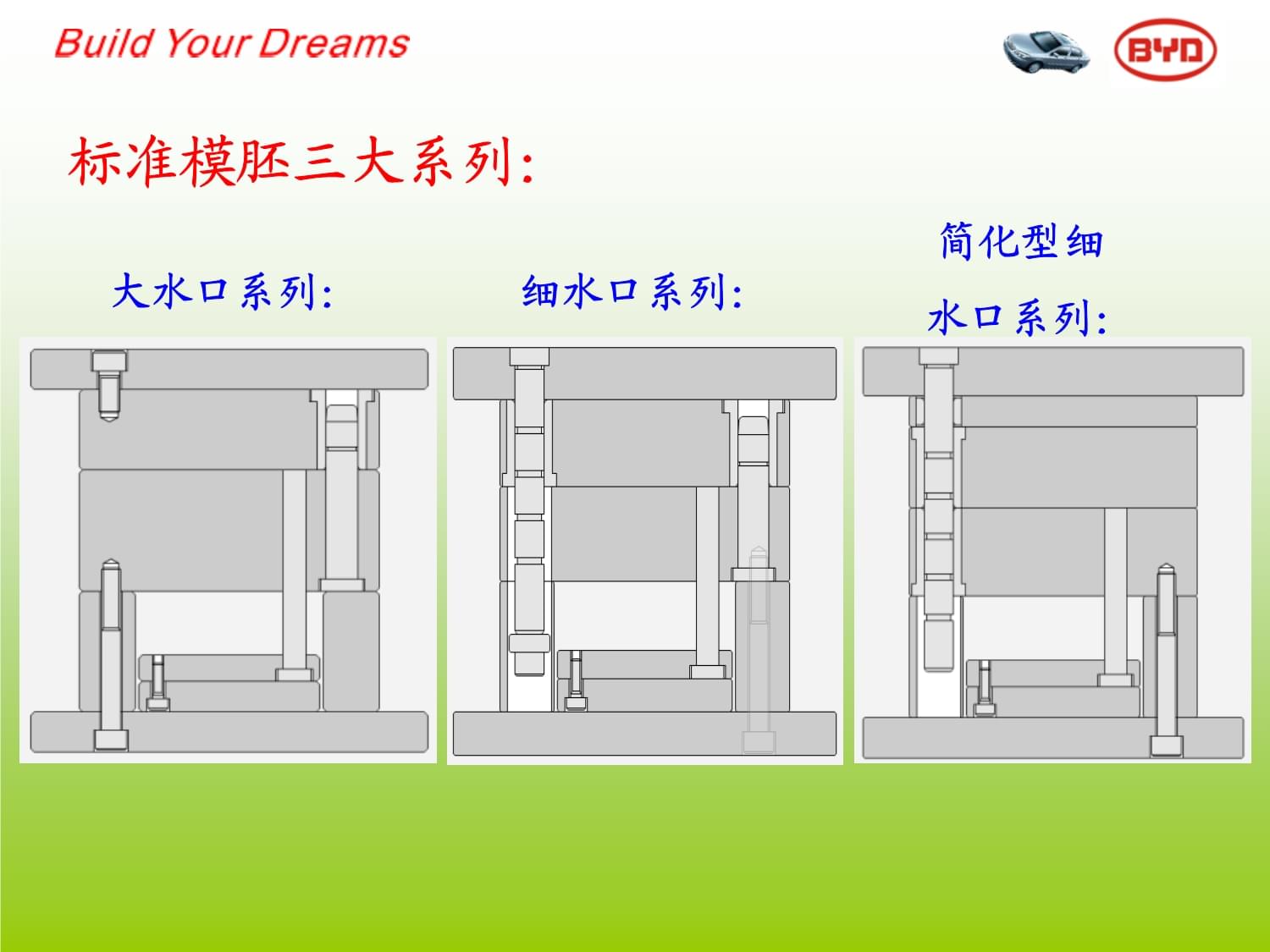
1、工艺流程模胚模胚CNC2010.09.20模胚全加工的特点及业界通用工艺流程: 模胚,主要分为大水口系列、细水口系列和简化型细水口系列,模胚的诞生极大地降低了整模生产成本及周期,现在世界各国都有相应的模胚标准规格,但总体而言世界模胚主要有以下几类通用标准:A.欧洲通用标准:HOSIC(哈斯科标准);B.美国标准:DME;C.日本标准:FUTABA(富德巴日本 双叶标准);D.中国标准:LKM(香港龙记标准)。以上都是最具有代表性的模胚生产企业,都普遍具有标准化程度高,绝对的市场占有率和业界影响力。标准模胚三大系列:细水口系列:大水口系列:简化型细 水口系列:模胚全加工的特点及业界通用工艺流程:
2、 模胚A.欧洲通用标准:HOSIC(哈斯科标准);B.美国标准:DME;C.日本标准:FUTABA(富德巴日本 双叶标准);D.中国标准:LKM(香港龙记标准)。以上都是最具有代表性的模胚生产企业,都普遍具有标准化程度高,绝对的市场占有率和业界影响力。模胚CNC加工的特点及业界先进加工理念:模胚标准化的不断完善,开发出不同标准、不同形式的成型刀具,目的只有一个,增加金属去除率和提高生产效率。现状一模胚CNC刀具缺乏系统化,标准化,所能使用的刀具存在很大的局限性刀具系统的落后使模胚CNC的三个工位的效率提升与加工工艺改善始终停滞不前现状二一些非标刀具的缺失使得仅有的非标刀具加工负荷过载严重,加大
3、了非标刀具的报废率同时缺失所造成的加工等待也严重地降低了生产效率现状三刀具的不稳定对品质的持续改进造成较大阻碍切削方式的落后导致效率的降低,同时对现状的满足使我们的进步显得微不足道,与业界的差距越来越远。加工场景一:此三组孔加工方法如图所示:A.首先麻花钻钻底孔;B.D8R0.5的刃磨刀粗锣;C.D8R4刀具倒角;D.D8平刀精光; 时间:单位(一个孔)加工周期4分钟导柱沉头拉杆套孔螺丝沉头TP(上固定板)加工场景二:AP导套沉头孔: 螺丝沉头孔:此两组孔加工方法如图所示:A.首先麻花钻或潜水钻钻底孔;B.D8R0.5的刃磨刀粗锣;C.D8R4刀具倒角;D.D8平刀精光; 时间:单位(一个孔)
4、加工周期4分钟导套沉头螺丝沉头加工场景三:BP:螺丝沉头孔: 导柱沉头孔: 弹簧孔:导柱沉头螺丝沉头弹簧孔此三组孔加工方法:A.首先麻花钻或潜水钻钻底孔;B.D8R0.5的刃磨刀粗锣或弹 簧孔刀锣;C.D8R4刀具倒角;D.D8或D12平刀精光; 时间:单位(一个孔)加工周期4分钟或10分钟EP:回针沉头孔:加工场景四:回针孔加工方法:A.首先潜水钻钻底孔;B.镗孔C.D8R0.5的刃磨刀粗锣;D.D8R4刀具倒角;E.D8平刀精光; 时间:单位(一个孔)加工周期4分钟回针沉头支撑柱孔加工场景五:FP:中托司沉头孔: 螺丝沉头孔: 支撑柱孔支撑柱孔中托司沉头孔螺丝沉头中托司孔加工方法:A.首先
5、潜水钻钻底孔;B.镗孔C.D8R0.5的刃磨刀粗锣;D.D8R4刀具倒角;E.D8平刀精光; 时间:单位(一个孔)加工周期4分钟加工场景一:LP顶棍孔 螺丝沉头孔: 中托钉沉头孔:顶棍孔中托钉沉头孔螺丝沉头中托司孔加工方法:A.首先潜水钻钻底孔;B.镗孔C.D8R0.5的刃磨刀粗锣;D.D8R4刀具倒角;E.D8平刀精光; 时间:单位(一个孔)加工周期4分钟针对以上的加工方式归纳主要参数如下:刀具用量单位用刀量4把三把需刃磨刀具,一把刀粒损耗型刀具单位时间单位加工周期4分钟,加工刀具需要经常刃磨劳动时间需要四个刀头及装夹四次必须有一个专人负责刃磨刀具我们从以上分析得出以下改善意向:刀具用量设计
6、专用成型刀具,一次到位,单位用刀量控制在2把以内.保证公差与外观品质单位时间采用较高金属去除率的刀具结构与刀片设计尽量悬伸短(刚性足,进给可达到200MM/MIN的刀具,单位加工周期控制在30秒内劳动符合减少装刀,找刀头的时间.减少刃磨刀具的使用量TP拉杆套孔: 螺丝沉头孔: 导柱沉头孔:切削效率提升方案:加工场景一:拉杆套孔螺丝沉头导柱沉头孔导柱沉头孔专用成型刀:沉头及倒角加工一次到位,单位加工周期8秒螺丝沉头孔专用成型刀:沉头及倒角加工一次到位,单位加工周期10秒拉杆套孔专用成型刀:沉头及倒角加工一次到位,单位加工周期15秒切削效率提升方案:AP导套沉头孔: 螺丝沉头孔:导套沉头螺丝沉头导
7、套沉头孔专用成型刀:沉头及倒角加工一次到位,单位加工周期8秒螺丝沉头孔专用成型刀:沉头及倒角加工一次到位,单位加工周期10秒BP导柱沉头孔: 螺丝沉头孔: 弹簧孔:切削效率提升方案:导柱沉头螺丝沉头弹簧孔导柱沉头孔专用成型刀:沉头及倒角加工一次到位,单位加工周期9秒螺丝沉头孔专用成型刀:沉头及倒角加工一次到位,单位加工周期7秒弹簧孔专用成型刀:沉头及倒角加工一次到位,单位加工周期45秒EP:回针沉头孔: 支撑柱孔:切削效率提升方案:回针沉头支撑柱孔支撑柱孔专用成型刀:通孔及倒角加工一次到位,单位加工周期45秒回针孔专用成型刀:回针避空、沉头及倒角加工一次到位,单位加工周期35秒FP:中托司沉头
8、孔: 螺丝沉头孔: 支撑柱孔切削效率提升方案:支撑柱孔中托司沉头孔螺丝沉头中托司沉头孔专用成型刀:沉头及倒角加工一次到位,单位加工周期8秒螺丝沉头孔专用成型刀:沉头及倒角加工一次到位,单位加工周期10秒支撑柱孔专用成型刀:通孔及倒角加工一次到位,单位加工周期45秒LP顶棍孔 螺丝沉头孔: 中托钉沉头孔:切削效率提升方案:顶棍孔中托钉沉头孔螺丝沉头中托钉沉头孔专用成型刀:沉头及倒角加工一次到位,单位加工周期8秒螺丝沉头孔专用成型刀:沉头及倒角加工一次到位,单位加工周期10秒顶棍孔专用成型刀:沉头及倒角加工一次到位,单位加工周期35秒各成型刀具命名/规格及加工类型螺丝沉头刀 规格刀具名称沉头直径沉
9、头深度编程指令编程深度外购价格M6LS-M6117G81F220/S1800/Z-7.2 550.00M8LS-M8149G81F220/S1800/Z-9.2 580.00M10LS-M1017.511G81F200/S1600/Z-11.2 630.00M12LS-M122013G81F180/S1600/Z-13.2 650.00M14LS-M142315G81F180/S1400/Z-15.2 720.00M16LS-M162617G81F160/S1350/Z-17.2 780.00M20LS-M203221G81F160/S1250/Z-21.2 820.00各成型刀具命名/规格及
10、加工类型导套沉头刀 规格刀具名称沉头直径沉头深度编程指令编程深度外购价格12DT12225G81F200/S1250/Z-5.2 650.0016DT16306G81F200/S1100/Z-6.2 680.0020DT20358G81F180/S1000/Z-8.2 720.0025DT25408G81F175/S950/Z-8.2 750.0030DT304710G81F160/S900/Z-10.2 820.0035DT355410G81F140/S850/Z-10.2 880.0040DT406110G81F135/S800/Z-10.2 920.0050DT507612G81F125
11、/S800/Z-12.2 1050.00各成型刀具命名/规格及加工类型导柱沉头刀 规格刀具名称沉头直径沉头深度编程指令编程深度外购价格12DZ12175G81F210/S1250/Z-5.2 650.0016DZ16206G81F210/S1100/Z-6.2 680.0020DZ20256G81F185/S1000/Z-6.2 720.0025DZ25308G81F175/S950/Z-8.2 750.0030DZ30358G81F160/S900/Z-8.2 820.0035DZ35408G81F140/S850/Z-8.2 880.0040DZ404510G81F135/S800/Z-1
12、0.2 920.0050DZ505612G81F125/S800/Z-12.2 1050.00各成型刀具命名/规格及加工类型回针沉头刀 规格刀具名称沉头直径沉头深度编程指令编程深度外购价格10HZ10154G81F200/S1100/Z-4.2 550.0012HZ12174G81F180/S1000/Z-4.2 620.0015HZ15204G81F175/S950/Z-4.2 650.0020HZ20254G81F160/S900/Z-4.2 720.0025HZ25304G81F140/S850/Z-4.2 780.0030HZ30354G81F135/S800/Z-4.2 820.00
13、35HZ35404G81F125/S800/Z-4.2 850.00各成型刀具命名/规格及加工类型弹簧孔刀 规格刀具名称沉头直径沉头深度编程指令编程深度M6LS-M6117G81F180/S1800/Z-7.2M8LS-M8149G81F180/S1800/Z-7.2M10LS-M1017.511G81F180/S1800/Z-7.2M12LS-M122013G81F180/S1800/Z-7.2M14LS-M142315G81F180/S1800/Z-7.2M16LS-M162617G81F180/S1800/Z-7.2M20LS-M203221G81F180/S1800/Z-7.2各成型刀
14、具命名/规格及加工类型支撑柱孔刀 规格刀具名称沉头直径沉头深度编程指令编程深度M6LS-M6117G81F180/S1800/Z-7.2M8LS-M8149G81F180/S1800/Z-7.2M10LS-M1017.511G81F180/S1800/Z-7.2M12LS-M122013G81F180/S1800/Z-7.2M14LS-M142315G81F180/S1800/Z-7.2M16LS-M162617G81F180/S1800/Z-7.2M20LS-M203221G81F180/S1800/Z-7.2各成型刀具命名/规格及加工类型顶棍孔刀 规格刀具名称沉头直径沉头深度编程指令编程深
15、度M6LS-M6117G81F180/S1800/Z-7.2M8LS-M8149G81F180/S1800/Z-7.2M10LS-M1017.511G81F180/S1800/Z-7.2M12LS-M122013G81F180/S1800/Z-7.2M14LS-M142315G81F180/S1800/Z-7.2M16LS-M162617G81F180/S1800/Z-7.2M20LS-M203221G81F180/S1800/Z-7.2以上刀具外购配齐总费用(每种刀具两套):螺丝沉头:550*2+580*2+630*2+650*2+720*2+780*2+820*2=9460元导套沉头:650*2+680*2+720*2+750*2+820*2+880*2+920*2+1050*2=14780元导柱沉头:650*2+680*2+720*2+750*2+820*2+880*2+920*2+1050*2=14780元回针沉头:550*2+620*2+650*2+720*2+780*2+820*2+850*2=9980元弹簧孔刀:650*2+680*
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 异位妊娠病人的护理课件
- 销售员工述职报告
- 乙烯制家用垃圾袋产品生产技术现状
- 套筒扳手产品相关项目实施方案
- ISO45001-2018职业健康安全管理体系之6-1:“6 策划-6.1 应对风险和机遇的措施”解读和应用指导材料(2024A0-雷泽佳)
- 期中测试卷(试题)-一年级上册数学苏教版
- 期末复习专项(三)统计与数学广角(试题)-2023-2024学年人教版四年级数学上册
- 人教版表格版三年级语文教案
- 一年级语文上学期教学计划5篇
- 4.2.1 指数函数的概念(教学设计)-高一数学同步备课系列(人教A版2019必修第一册)
- 2024春期国开电大本科《公共部门人力资源管理》在线形考(形考任务1至4)试题及答案
- 名画中的瘟疫史智慧树知到期末考试答案章节答案2024年上海健康医学院
- 人民军工智慧树知到期末考试答案章节答案2024年中北大学
- DZT 0220-2006 泥石流灾害防治工程勘查规范(正式版)
- 火力发电厂温度计套管选型导则
- 2022-2023学年河南省郑州市高一下学期期末考试数学试题(解析版)
- 霍尼韦尔空气净化器说明书kj550
- 2024山东出版集团限公司山东出版传媒股份限公司招聘88人公开引进高层次人才和急需紧缺人才笔试参考题库(共500题)答案详解版
- 婴幼儿耳鼻喉手术麻醉
- 酒驾醉驾交通安全宣传课件
- 冶金 毕业论文.doc
评论
0/150
提交评论