



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、LDI和喷印技术是解决“甚高密度”PCB的最佳出路发布时间:2011-11-1 | 浏览次数:来源:中国印制电路信息杂志 随着电子元(组)件高集成度和组装(特别是芯片级/-BGA封装)技术的进步,极大地推动着电子产品向“轻、薄、短、小”化、信号高频/高速数字化和大容量多功能化的发展与进步,从而要求PCB必须快速走上甚高密度、高精细化和多层化方向发展。当前和今后的一段时间里,除了继续采用(激光)微小孔化发展外,重要地是要解决PCB中的“甚高密度”导线的精细度、位置度和层间的对位度的控制问题。传统的“照像底片图形转移”技术,已经接近“制造极限”很难满足甚高密度PCB要求,而采用激光直接成像(LDI
2、)和喷墨打印技术是目前和今后解决PCB中“甚高密度(系指L /S30m的场合)”精细导线和层间对位度问题的主要方法。 1 甚高密度化图形带来的挑战 PCB高密度化的要求本质上是主要来自IC等元(组)件集成度和PCB制造工艺技术的挑战。 (1)IC等元(组)件集成度的挑战。我们必须清楚地看到:PCB的导线的精细度化、位置度和微小孔化远远落后于IC集成度发展的要求了,见表1所示。表一年集成电路线宽/mPCB线宽/m比率197033001:10020000.181003001560117020100.051025(要求)1200150020110.024-10(要求)12001500注:导通孔尺寸也
3、随着导线精细化而缩小,一般为导线宽度的2-3倍。 目前和今后的导线的线宽/间距(L / S, 单位-m)走向:100/10075/7550/5030/3020/2010/10,或更小。相应的微小孔(,单位m):300200100805030,或更小。从上可看到,PCB高密度化远落后于IC集成度的发展要求,摆在PCB企业目前和今后的最大挑战是如何生产“甚高密度”精细化的导线、位置度和微小孔化的问题。 (2)PCB本身制造技术的挑战。 我们更应看到;传统PCB制造技术和工艺已经不能适应PCB“甚高密度化”的发展需要。传统照像底片的图形转移的加工过程冗长,如表2所示。传统照像底片的图形转移的偏差大。
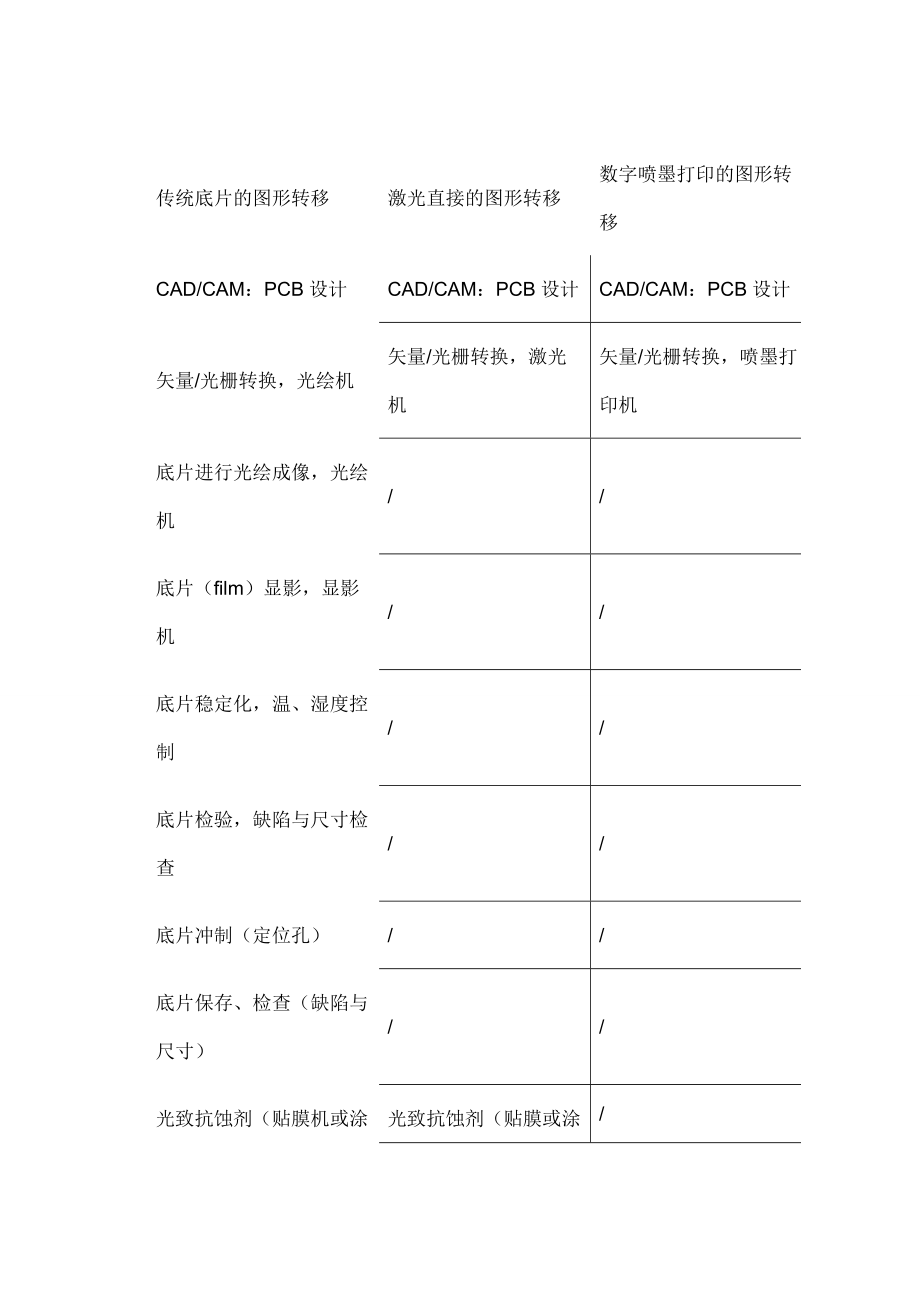
4、 由于传统照像底片的图形转移的定位偏差、照像底片温湿度(保管与使用)和照片厚度形成光的“折射”等带来的尺寸偏差在±25m以上,这就决定了传统照像底片的图形转移工艺技术难于生产L/S30m的精细导线与位置度、层间对位度的PCB产品。表2各种图形转移方法所需的工序传统底片的图形转移激光直接的图形转移数字喷墨打印的图形转移CAD/CAM:PCB设计CAD/CAM:PCB设计CAD/CAM:PCB设计矢量/光栅转换,光绘机矢量/光栅转换,激光机矢量/光栅转换,喷墨打印机底片进行光绘成像,光绘机/底片(film)显影,显影机/底片稳定化,温、湿度控制/底片检验,缺陷与尺寸检查/底片冲制(定位孔
5、)/底片保存、检查(缺陷与尺寸)/光致抗蚀剂(贴膜机或涂布)光致抗蚀剂(贴膜或涂布)/紫外线曝光(曝光机)激光扫描成像/显影(显影机)显影(显影机)数字喷印图形(喷墨打印机)化学蚀刻需要需要除去抗蚀剂需要需要2 激光直接成像(LDI)的作用2.1 传统PCB制造技术的主要缺点 在传统的PCB制造技术中,尽管可以采用薄型干膜(如厚度25m)或湿膜(8m 12m厚度),并采用平行光的曝光机和特种蚀刻液或新的蚀刻方法等来获得精细的导线(L/S)。但是,对于甚高密度化(特别是L/S50m)的PCB生产来说,继续运用这些传统的照像底片曝光的图形转移方法就潜在着巨大问题与风险! (1)对位度偏差与控制不能
6、满足甚高密度化的要求。 在采用照像底片曝光的图形转移方法中,形成的图形的位置度偏差主要是来自照像底片的温湿度变化和对位度误差。当照像底片的生产、保存和应用等处于严控温湿度下时,主要尺寸误差是由机械定位偏差来决定的。我们知道,目前采用机械定位的最高精度是±25m,而重复精度为±12.5m。如果我们要生产L/S50m导线和100m的PCB多层图形,很显然,仅机械定位的尺寸偏差就很难生产出高合格率的产品来的,更不用说还存在着其它很多因素(照像底片厚度与温湿度、基材、叠合、抗蚀剂厚度和光源特性与照度等)带来的尺寸偏差!更重要地是,这种机械定位的尺寸偏差是“无法补偿”的,因为它是非规
7、律性的。以上表明:当PCB的L/S50m以后,继续采用照像底片曝光的图形转移方法来制造“甚高密度”的PCB板是不现实的,因为它遇到了机械定位和其它因素等尺寸偏差而带来的“制造极限”! (2)产品加工周期长。由于采用照像底片曝光的图形转移方法来制造“甚高密度”的PCB板的加工过程冗长。如果与激光直接成像(LDI)比较,其过程要多60%以上,与喷墨打印就更长了(见表2)。 (3)制造成本高。由于采用照像底片曝光的图形转移方法,不仅加工过程多、生产周期长,因此需要更多人工管理与操作,还要大量采用照像底片(银盐片和重氮片)和其它辅助材料与化学用品等,有人统计,对于中等规模的PCB企业,一年内仅消耗的照
8、像底片和重氮片足可以买上LDI设备进行生产,或者说,投入LDI技术生产一年内就可收回LDI设备投资成本!还没有计算采用LDI技术提高产品质量(合格率)所带来的效益!2.2 激光直接成像(LDI)的主要优缺点 由于LDI技术是一组的激光束直接在抗蚀剂上成像的,接着就进行显影和蚀刻而成的。因此,它具有一系列的优点。 (1)位置度极高。在加工件(在制板)固定后,接着采用激光定位并进行垂直激光束扫描,可保证图形位置度(偏差)在±5m之内,极大地提高了线路图形的位置度,这是传统(照像底片)的图形转移方法无法达到的,对于制造高密度化(特别是L/S50mm100m情况)PCB来说(特别是制造“甚高
9、密度”化多层板的层间对位度等),在保证产品质量和提高产品合格率上无疑是重要的。 附带说明:2005年以前,虽然LDI技术已经应用到高密度的多层板的制造上,但只能在专用的特制(种)干膜上完成图形转移,成本很高且使用和管理严格复杂,因而没有得到推广和应用。现在由于激光(UV光)性能与功率的改进,已经可在传统(常规)的干膜上进行曝光来完成图形转移,加上PCB又进入“甚高密度”化(系指L/S50mm100m情况)的多层板的时代,相信LDI技术会快速地推广和使用起来! (2)加工过程减少,周期短。采用LDI技术,不仅可提高“甚高密度”化多层板的质量和生产合格率,而且明显地缩短产品加工过程。如在制造图形转
10、移(形成内层导线)时,在形成抗蚀剂的层片(在制板)上,仅需要四个步骤(CAD/CAM数据转移、激光扫描、显影和蚀刻),而传统的照像底片方法,至少要八个步骤。很显然,加工过程至少减少一半! (3)节省制造成本。采用LDI技术不仅可避免了采用激光光绘机、照像底片自动显影/定影机、重氮片显影机、冲定位孔机、尺寸与缺陷测量/检查仪和大量照像底片保存与维护的装置与设施,而且更重要的是避免了采用大量的照像底片、重氮片、严格的温湿度控制所消耗的材料、能源和所相关的管理与维护的人员等,成本就明显下降了。 当然,LDI也可应用于阻焊剂形成阻焊图形,但由于阻焊层厚度较厚、面积大,LDI扫描时间长,完成的能源多、周
11、期长,除非有严格控制阻焊图形与焊接盘间的精细间隙的要求(如30 m)而不得不采用它,一般情况下,是不采用LDI技术来形成阻焊图形的,目前已经走向采用正在出现应用的喷印技术。 采用LDI技术的主要缺点是生产率较低,不适合于量产化/规模化产品生产。但随着UV激光源的大功率(如8 W)和多光束激光的采用,这个问题已经得到了较好的解决。3 喷印技术的作用 在 这里所说的喷印技术是指喷印抗蚀图形(含字符)和阻焊图形而言。喷印技术的最大优点是利用“功能油墨”在需要抗蚀部位(含字符图形)或阻焊部位喷印上“功 能油墨”就可以形成所要得到的图形,而不需要全部覆盖抗蚀剂或阻焊剂后再“显影”除去不需要的部分,并可达
12、到极高的位置度(5m)和精细导线(L/S3m 5m),其喷印设备和喷印效果如图1至图5示。 同时,喷印技术不仅具有LDI技术所有的优点,而且还具有更好的“节能减排”和清洁生产的目标。因此,采用喷印技术除了具有LDI技术的高位置度外,还具有如下优点。 (1)更短的加工过程和生产周期。喷印技术是直接把“功能油墨”喷印在“在制板”的铜箔上,形成抗蚀图形,经UV干燥后,直接进行蚀刻、去抗蚀图形,便形成所要求的电路图形。在形成阻焊膜时,就更简单而快捷的直接在需要阻焊的部位喷印上“阻焊油墨”,经过UV干燥就完成阻焊图形了。同理,在需要有“字符”之处,就喷印上“字符油墨”,经过UV干燥就形成了字符。因此喷墨
13、打印技术是目前形成“图形转移”中,除了具有最佳的位置度和高质量等外,还具有最短的加工过程和最短的生产周期!真正能够达到简化加工过程、周期最短、图形位置度最佳的目标。 (2)更好的精细度和高密度(如“甚高密度”、“超高密度”)化。由于LDI是在覆盖的干膜(有载膜和感光层等厚度超过30m)或湿膜(大约10m)上进行曝光、显影,然后进行蚀刻形成图形,由于受到曝光、显影等的工艺影响,必然带来精细度和位置的偏差。而喷墨打印技术仅在需要抗蚀部位喷印精细的抗蚀功能油墨,然后进行蚀刻(不是显影后蚀刻的),因此没有曝光、显影等加工过程的影响,当然可获得更好的精细导线(Fine-Line)和更佳的图形的完整度和位置度,因而可制造更精细的导线(或导电图形),达到更高的密度化。 (3)更低成本化。传统照像底片的和LDI的“图形转移”技术的抗蚀剂全部覆盖“在制板”上面的,然后利用光合(交链)作用与否和显影来形成图形转移。因此,不仅需要更多的生产设备与加工过程,而且还需要更多的原辅材料与化学品,其结果必然带来更多的加工成本和材料成本。而喷印技术除了抗蚀图形还得与LDI技术一样去膜(但不要像LDI需要显影)外,阻焊等图形的形成都是“加成”上去就完成了,不仅加工过程最短、所用设备最少,而且所利用的原辅材料是最省的,各种各样的管理与维护是最少的,加上具有更好的精细度和一致性,质量好,合格率更
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 转运协议书范本
- 中通快递仓库培训体系
- 无租租车协议书
- 【课件】探讨现代企业培训与员工持续发展的重要性
- 人自愿离婚协议书
- 《婴幼儿早期教育》课件
- 专有技术合作协议与技术转让条款说明
- 农村牧场畜群托管及护理协议
- 配送劳务分包合同协议
- 退休合同聘用合同协议
- GB/T 14315-2008电力电缆导体用压接型铜、铝接线端子和连接管
- 《民法》全册精讲课件
- 小学语文五年级知识竞赛课件
- 护理人员业务技术档案 模板
- 工艺管道仪表流程图PID基础知识入门级培训课件
- 人音版小学一年级音乐下册教案 全册
- 草皮铺种施工方案
- 中医养生穴位保健按摩课件
- 回旋镖运动轨迹的模拟
- (完整)高血压病历以及全套临床病历
- 标准溶液配制与标定原始记录(氢氧化钠)
评论
0/150
提交评论