



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、适 用 范 围抽样水平参照质量程序或客户要求序号判据MINMAJ检验项目检 验 标 准检 验 方 法使用仪器/工具CRI编 制:批 准:佛山莉华电子科技有限公司佛山莉华电子科技有限公司审 核:第 页,共9页 最终检验规范最终检验规范(QUA-WI-015-057) (V1.0 2009年9月2日发布)MNX301P彩色高清CCD防爆DOME铝壳红外夜视摄像机张树瑞曹建生11.卡通箱 目视检查2.彩盒 或白盒目视检查依照产品的包装指引、客户的订单、BOM;包装方式及包装内容应正确.3.包装方式拆开后,目视检查相关标贴、说明书、附件等包装检查包装检查一.1.塞尺*2.十字螺丝刀*13.3M胶纸*1
2、1.外箱规格尺寸正确、材料/颜色正确.2.外表面整洁,无变形、折皱、破裂等不良现象.3.外箱上所印刷的内容正确、字体正确,无缺画、 连字体、字体辨认不清楚等不良现象.4.外箱侧面所标示的外箱尺寸/净重/总重同实际状 况一致.5.外箱上所填写的箱号正确,且同实际箱号一致.6.封箱方式正确.7.箱內产品不会松动.1.彩盒/白盒规格尺寸正确、材料/颜色正确.2.外表面整洁,无变形、杂点、折皱、破裂等不良 现象.3.彩盒/白盒贴纸外表面内容正确,字体/图片/颜色 正确且印刷清晰可辨,无飞油、杂色等不良现象.适 用 范 围抽样水平参照质量程序或客户要求序号判据MINMAJ检验项目检 验 标 准检 验 方
3、 法使用仪器/工具CRI编 制:批 准:佛山莉华电子科技有限公司佛山莉华电子科技有限公司审 核:第 页,共9页 最终检验规范最终检验规范(QUA-WI-015-057) (V1.0 2009年9月2日发布)MNX301P彩色高清CCD防爆DOME铝壳红外夜视摄像机张树瑞曹建生2外观检查外观检查1.机壳 压环 底座1.机壳/压环/底座规格/颜色正确.2.组装紧密,无离壳、错壳等不良现象.3.机壳/压环/底座无划痕、污迹、掉漆、色差等 不良现象.4.油漆用3M胶纸连续粘贴3次,不可以脱漆.5.眼球可以任意一个角度固定.目视检查及手感检查注意:底座压环固定不能太紧,确保可以轻松 进行拆卸.2.镜头保
4、护贴1.规格正确.2.标贴上的提示语内容正确,字体正确,无缺画、连字体等不良现象.目视检查1.规格正确、颜色正确,无缩水等不良现象.2.装配可靠、无松动、虚位、浮高等不良现象.3.表面没有污迹及划伤.3.镜片4.镜头 遮光罩1.规格正确. 2.表面没有污迹及划伤.目视检查5.IR灯1.规格正确、颜色正确.2.装配适中、高度一致、表面没有污迹及划伤.目视检查6.光敏电阻 1.规格正确、颜色正确.2.装配适中、高度一致、表面没有污迹及划伤.目视检查7.基米螺丝 1.规格正确.2.螺丝需扭紧、扭正、不得有漏打、滑牙、滑丝 等不良现象.3.螺丝表面不得生锈.目视检查及手感检查二.8.标贴目视检查目视检
5、查(玻璃镜片为双玻璃方式)1.规格正确,内容正确,字体正确.2.数量正确(型号标/序号标/QC标/镜头规格标),所粘贴的位置正确.适 用 范 围抽样水平参照质量程序或客户要求序号判据MINMAJ检验项目检 验 标 准检 验 方 法使用仪器/工具CRI编 制:批 准:佛山莉华电子科技有限公司佛山莉华电子科技有限公司审 核:第 页,共9页 最终检验规范最终检验规范(QUA-WI-015-057) (V1.0 2009年9月2日发布)MNX301P彩色高清CCD防爆DOME铝壳红外夜视摄像机张树瑞曹建生10.机内1.不得有锡渣或其它异物.2.摇动机壳时,机内不能有异常响声.3手感检查9.电线1.规格
6、正确,颜色正确,电线PIN针不得歪斜,表面不 得有污迹、划痕、生锈等不良现象.2.电线不得被拉出或推入机壳.3.电线BNC头有使用静电防护套.目视检查及手感检查附件部分附件部分目视检查及手感检查1.变压器1.规格正确.2.表面无污垢、划伤、批峰等不良现象.3.摇动时,机内不能有松动或异常响声.4.DC输出线规格正确,不能有破皮,漏铜丝等不良现象.5.DC插头规格正确,可以正常的插入/拔出配套产品DC座.6.标贴规格/内容正确,字体正确,印刷清晰,粘接牢靠.2.附件包目视检查1.配套附件不得漏放.2.连接器/螺丝/螺丝胶塞/内六角螺丝刀数量/规格正确.3.试装将所有附件同产品按说明书要求进行试装
7、,应该完全适用.目视检查及手感检查(配套出货的附件项目及数量参照订单要求)适 用 范 围抽样水平参照质量程序或客户要求序号判据MINMAJ检验项目检 验 标 准检 验 方 法使用仪器/工具CRI编 制:批 准:佛山莉华电子科技有限公司佛山莉华电子科技有限公司审 核:第 页,共9页 最终检验规范最终检验规范(QUA-WI-015-057) (V1.0 2009年9月2日发布)MNX301P彩色高清CCD防爆DOME铝壳红外夜视摄像机张树瑞曹建生4功能检查功能检查三.1.工作电压 工作电流1.使用11V-13V DC电压给摄像头供电,确认摄像 头能正常工作.2.IR灯关闭时: 60mA90mA.3
8、.IR灯开启时:150mA210mA. 将被测试摄像头与配套连接线及直流电源(+12V)正确连接,当IR灯关闭/开启时分别读取其工作电流,确认其是否在规格范围内;调节直流电源电压从11V到13V,确认摄像头能正常工作.1.IR灯规格正确(850nm红外LED,5mm,浅蓝色), 数量正确(12个),颜色正确(发红光),亮度正常, 无LED灯不亮,偏亮或偏暗等异常现象.2.IR灯开启值:1LUX-2LUX. 3.IR灯关闭值:IR灯开启值15LUX.4.IR灯开启/关闭时,图像应正常,不应出现图闪、 光圈等异常现象.2.IR灯 IR灯开启值 IR灯关闭值 将被测试摄像头与配套连接线及配套火牛正确
9、连接,按指定方向放入光源箱面板的指定位置,调节光源箱的亮度,当IR灯开启时,读取照度的读数,即是IR灯的开启值; 然后调节光源箱的亮度,当IR灯关闭时,读取照度计的读数,即是IR灯的关闭值.3.图像1.图像制式应正确(PAL),图像方向应正确.2.图像清晰,色彩逼真,亮度一致,无扭曲、暗角、 斑点、色变、扯光、色滚、干扰纹等异常现象. (感光IC规格:Sony 1/3ICX405AK 520Line)3.确认图像水平检视角度正确,被测试摄像头水平 检视 角度应一致. (镜头规格:F=6.0mm F1.8 1/3 B/W LK-BW60001A 玻璃). 4.字卡上的字体清晰可辨,图像四周区域同
10、中央区 域分辨率一致. 将monitor或彩色电视机图像制式设置为PAL,确认被测试摄像头图像制式是否正确,图像颜色是否为彩色; 将被测试摄像头正对车间环境,确认其是否图像色彩/角度/亮度/灰度等是否存在异常; 在距摄像头测试区3米处放置一专用字板,将被测试摄像头正对字板,确认其是否可以清楚的辨别字板上的字体; 将摄像头对着黑、白纸/灯管,确认其是否有斑点、干扰条纹、扯光等不良现象.1.彩色电视机*12.专用字卡*1 3.直流稳压电源*1 4.光源箱*15.照度计*16.变频电源或 调压器*17.高压测试仪*适 用 范 围抽样水平参照质量程序或客户要求序号判据MINMAJ检验项目检 验 标 准
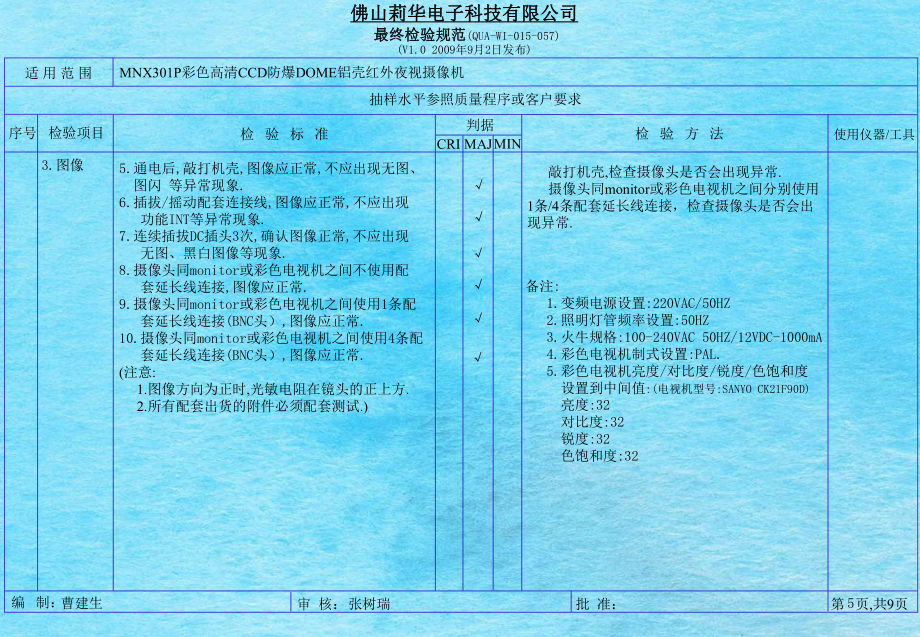
11、检 验 方 法使用仪器/工具CRI编 制:批 准:佛山莉华电子科技有限公司佛山莉华电子科技有限公司审 核:第 页,共9页 最终检验规范最终检验规范(QUA-WI-015-057) (V1.0 2009年9月2日发布)MNX301P彩色高清CCD防爆DOME铝壳红外夜视摄像机张树瑞曹建生53.图像5.通电后,敲打机壳,图像应正常,不应出现无图、 图闪 等异常现象.6.插拔/摇动配套连接线,图像应正常,不应出现 功能INT等异常现象.7.连续插拔DC插头3次,确认图像正常,不应出现 无图、黑白图像等现象.8.摄像头同monitor或彩色电视机之间不使用配 套延长线连接,图像应正常.9.摄像头同mo
12、nitor或彩色电视机之间使用1条配 套延长线连接(BNC头),图像应正常. 10.摄像头同monitor或彩色电视机之间使用4条配 套延长线连接(BNC头),图像应正常. (注意: 1.图像方向为正时,光敏电阻在镜头的正上方. 2.所有配套出货的附件必须配套测试.) 敲打机壳,检查摄像头是否会出现异常. 摄像头同monitor或彩色电视机之间分别使用1条/4条配套延长线连接,检查摄像头是否会出现异常. 备注: 1.变频电源设置:220VAC/50HZ 2.照明灯管频率设置:50HZ 3.火牛规格:100-240VAC 50HZ/12VDC-1000mA 4.彩色电视机制式设置:PAL. 5.
13、彩色电视机亮度/对比度/锐度/色饱和度 设置到中间值:(电视机型号:SANYO CK21F90D) 亮度:32 对比度:32 锐度:32 色饱和度:32适 用 范 围抽样水平参照质量程序或客户要求序号判据MINMAJ检验项目检 验 标 准检 验 方 法使用仪器/工具CRI编 制:批 准:佛山莉华电子科技有限公司佛山莉华电子科技有限公司审 核:第 页,共9页 最终检验规范最终检验规范(QUA-WI-015-057) (V1.0 2009年9月2日发布)MNX301P彩色高清CCD防爆DOME铝壳红外夜视摄像机张树瑞曹建生64.夜视效果 1.红外线发射距离10米.2.夜视图像正常,不应有图闪、光圈
14、、漏光、干扰 等异常现象.3.被测试摄像头夜视距离、观察角度、图像夜视效 果应一致.4.夜视图像为黑白图像. 将被测试摄像头与配套连接线及配套火牛正确连接,然后将摄像头置於暗房中,确认其是否能分辨距摄像头10米处的物体;同时确认夜视环境下的图像是否正常,夜视距离、观察角度、图像夜视效果是否一致.(实际测试时,使用7.5m暗房比对夜视效果)5.配套变压器 高压测试 欠压/过压测试 (备注:火牛规格:100V-240VAC-50HZ/12VDC-1000mA)将高压测试仪设置好,高压测试仪的接地端与被测试火牛器输出DC插头正负极连接,用高压棒接触被测试变压器AC电源输入端(L/N),同时启动高压测
15、试仪5S,观察高压测试仪及被测试变压器是否有异常反应;测试完毕,将高压测试仪复位.将测试过高压的变压器同配套摄像头连接,确认其功能是否正常 将变频电源电压依次调到被测变压器额定输入电压的1.1倍及0.9倍,确认摄像头图像是否会出现异常.1.被测试变压器应无击穿机内应无异响.(1).变压器初级对次级:3000V AC/5mA/5s.2.变压器高压后,功能应正常3.变压器输入超过额定输入电压10%的电压,带摄 像头及延长线测试,摄像头图像应工作应正常.4.变压器输入低於额定输入电压10%的电压,带摄 像头及延长线测试,摄像头图像工作应正常. (每批订单抽检5PCS)适 用 范 围抽样水平参照质量程
16、序或客户要求序号判据MINMAJ检验项目检 验 标 准检 验 方 法使用仪器/工具CRI编 制:批 准:佛山莉华电子科技有限公司佛山莉华电子科技有限公司审 核:第 页,共9页 最终检验规范最终检验规范(QUA-WI-015-057) (V1.0 2009年9月2日发布)MNX301P彩色高清CCD防爆DOME铝壳红外夜视摄像机张树瑞曹建生7内部工艺检查内部工艺检查四. 将摄像头拆开,依次检查指定位置的作业是否符合工艺标准1.镜片同机壳/机壳上下盖/眼球底部应有放防水 圈,且防水圈规格正确,内镜片及铝遮光罩粘贴 牢固.2.PCB板应是稳固的,且PCB板上不能有任何飞线.3.镜头板/灯板表面需整洁
17、,元件需整洁,焊锡点表 面应整洁,镜头板上有粘贴QC标/制式(PAL)标/镜头规格标. 4.零件引脚不能超出PCB板2mm,金属壳同PCBA接触 点,不存在导致PCBA短路的潜在可能.5.机壳内有放防潮珠,镜头板上的电解电容/晶振/ 电感应有使用硅胶固定,电源板上的电解电容/电 感等非直插元件有使用胶水固定.6.光敏电阻上有使用滤光片.7.镜头有使用黑色螺丝进行固定,且没有打红胶水.8.Pin座固定可靠,且连接线PIN针处未露铜.9.灯板固定(烫胶)可靠,不会松动.10.灯板连接线焊接处有使用胶水固定.(每批抽检5PCS)适 用 范 围抽样水平参照质量程序或客户要求序号判据MINMAJ检验项目
18、检 验 标 准检 验 方 法使用仪器/工具CRI编 制:批 准:佛山莉华电子科技有限公司佛山莉华电子科技有限公司审 核:第 页,共9页 最终检验规范最终检验规范(QUA-WI-015-057) (V1.0 2009年9月2日发布)MNX301P彩色高清CCD防爆DOME铝壳红外夜视摄像机张树瑞曹建生81.高低温 存储测试 1.高温60/湿度95%RH的环境下存储24小时后, 摄像头结构/功能应正常,摄像头机壳内不应出 现水雾等异常现象.2.低温-20环境下存储24小时后,摄像头结构/功 能应正常. 将被测试摄像头依次置於高/低温环境下各存储24小时,然后取出,常温恢复2小时,检查摄像头结构及功
19、能是否正常;再拆机检查内部结构及元器件是否正常.可靠性测可靠性测试试五.(每批订单抽测5PCS)2.高低温 煲机测试 1.高温43环境下通电煲机24小时后,摄像头结构 /功能应正常,摄像头机壳内不应出现水雾等异 常现象. 2.低温-10环境下通电煲机24小时后,摄像头结构 /功能应正常. 将被测试摄像头依次置於高/低温环境下各通电煲机24小时,然后取出,检查摄像头结构及功能是否正常;再拆机检查内部结构及元器件是否正常.4.防水测试 1.防水等级:IP67.2.浸水后,机壳内应没有水进入. 将被测试摄像头置於自制的浸水装置内按要求进行浸,然后取出,拆机检查机壳内是否有水进入.(IP67规格要求: 1.浸水深度:100cm. 2.浸水时间:30分钟.)3.常温 煲机测试 室温环境下通电煲机24小时后,摄像头结构/功能应正常,摄像头机壳内不应出现水雾等异常现象. 将被测试摄像头置於常温环境下通电煲机24小时,检查
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- Java程序员面试必 备:美团Java面试真题及答案全解
- 2025年处方权考试试题与答案
- 2025年优生优育知识试题以及答案
- 2025年医院安全生产知识和技能竞赛消防知识试题及答案
- 2025年死亡监测培训试题及答案
- 2025年esc心力衰竭指南
- 2025年《高等数学》试题库及答案
- 医院推行6S管理方案
- 医学生的使命担当
- 医药物流信息管理系统建设要点
- 涡街流量传感器说明书NEW
- 2021年鼻咽通气管使用规范
- JJF 1084-2002框式水平仪和条式水平仪校准规范
- GH/T 1133-2017灵芝破壁孢子粉
- GB/T 27418-2017测量不确定度评定和表示
- GB/T 3098.2-2015紧固件机械性能螺母
- 专业技术人员申报职称评前公示情况表
- GB/T 13477.6-2002建筑密封材料试验方法第6部分:流动性的测定
- 产程干预医学指征相关考核试题及答案
- 语文文学常识
- 土地估价基础知识与估价方法课件
评论
0/150
提交评论