



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
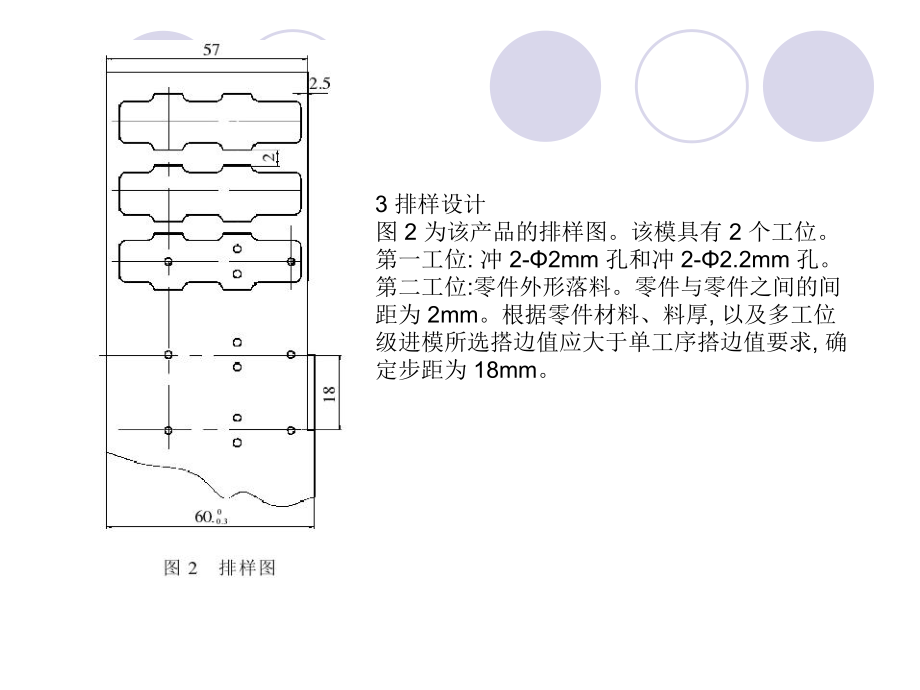
1、第九章自动送料级进模设计l支架上有一轴,中间连一扇形齿轮,与滑板上的齿条啮合,轴的两端各连一摇臂,摇臂上有滚子,上模的两凸轮槽板与滚子接触,凸轮槽板的上下运动使摇臂左右摆动,使扇形齿轮拨动送料钩的滑板滑动。滑板左移钩子勾住搭边送料,右移钩子后端的斜面越过搭边,防止毛坯串动,装有止推销、止推爪。弹 簧 片 自 动 送 料 级 进 模 设 计材质为 1.5mm 厚的冷轧不锈钢板, 批量生产。零件上、下对称, 左、右并不对称。3 排样设计图 2 为该产品的排样图。该模具有 2 个工位。第一工位: 冲 2-2mm 孔和冲 2-2.2mm 孔。第二工位:零件外形落料。零件与零件之间的间距为 2mm。根据
2、零件材料、料厚, 以及多工位级进模所选搭边值应大于单工序搭边值要求, 确定步距为 18mm。固定支架自动送料级进模设计第一工位:冲两个2mm、两个小5mm孔和两个椭圆孔;第二工位:零件凸缘压形、中央凸包成形;第三、四工位:切边;第五工位:空位;第六工位:折弯;第七工位:落料成形。零件与零件之间的间距为2mm。弹簧卡片是交流接触器上夹紧和定位弹簧的零件,材料为10钢,生产批量很大。零件如图1所示,中间有1个通孔,孔的两旁有1对垂直朝下的撕开弯曲,两臂为燕尾型朝上的弯曲。弹簧卡片多工位级进模设计弹簧卡片进行冲压工艺分析,需要冲孔、切除废料、撕开弯曲、预弯、弯曲、切断等冲压工序。具体工序安排如图2所示,第1工位冲孔;第2、3工位利用侧刃切除两边废料;第3、4工位切除中间废料;第5工位朝下撕开弯曲;第6工位U形预弯;第8工位完成朝上燕尾型弯曲;为了保证模具强度,便于布排下模镶块,第7、9工位为空工位;第10工位切断。l(1)采用气动式自动送料机构送料,利用导料板导料、浮料钉抬料,利用侧刃保证送料步长,最后利用切断凸模将已成形好的工件从板料上切断,使分l离后的工件沿下模固定板上铣出的斜坡滑下。l(2)容易磨损的冲裁凹模或成形下模均采用镶拼结构,安装在下模固定板中,便于模具的维修和更l换,降低模
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2026上海杨浦区复旦大学教师招聘30人笔试考试备考试题及答案解析
- 城市洪涝灾害常识考试题及答案
- 营养指导员岗前安全检查考核试卷含答案
- 2025安徽池州市贵池区供销烟花爆竹有限公司招聘工作人员招考2人考试笔试备考题库及答案解析
- 2026中国再保校园招聘考试笔试备考试题及答案解析
- 化工安全员岗前安全风险考核试卷含答案
- 2026广东茂名高州市医疗卫生事业单位赴广东医科大学(东莞校区)现场招聘专业技术人员112人(编制)笔试考试备考试题及答案解析
- 糖果巧克力制造工安全文化考核试卷含答案
- 2025长沙融城经济发展集团有限公司招聘8人笔试历年参考题库附带答案详解
- 2025江苏宿迁钟吾大数据发展集团有限公司秋季(第二批次)招聘工作人员6人笔试考试备考试题及答案解析
- 中国胃食管反流病诊疗规范(2023版)解读
- 小学英语-I am a robot教学课件设计
- 安全检查验收制度(六篇)
- 高中学生学籍表模板(范本)
- 膳食营养指导和疾病预防(卢世琰)课件
- 办公楼建筑能源管理平台技术方案书
- 河南省铭玮昊化工科技有限公司年产1000吨溴硝醇、100吨磺酰胺、200吨叔丁酯项目环境影响报告书
- 灭火器检查记录表模板实用文档
- 《赢利 未来10年的经营能力》读书笔记PPT模板思维导图下载
- 2023年成都交子金融控股集团有限公司招聘考试备考题库及答案解析
- YS/T 337-2009硫精矿
评论
0/150
提交评论