


全文预览已结束
下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
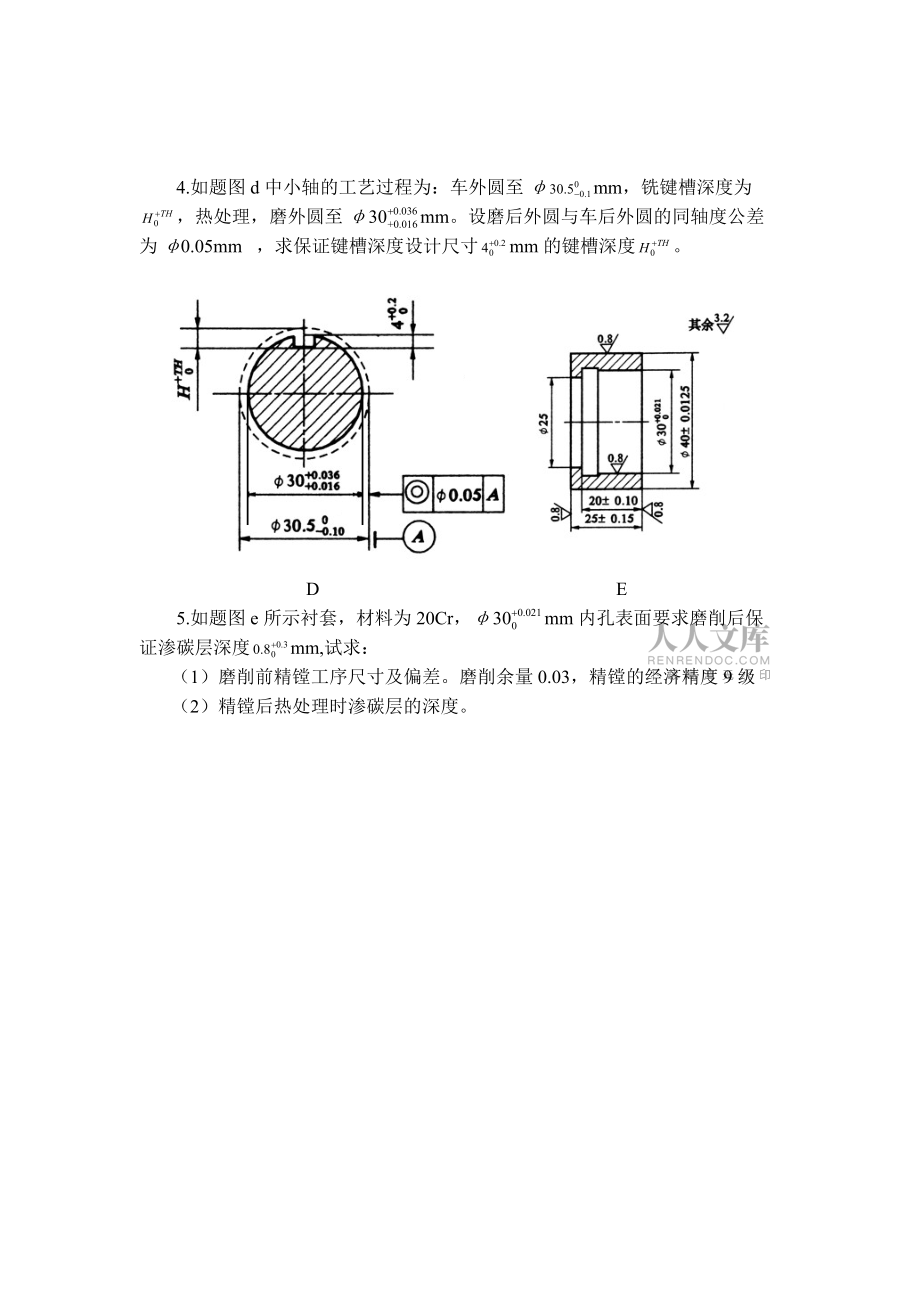
1、1. 如题图a所示零件加工时,图样要求保证尺寸6±0.1mm,但该尺寸不便于测量,只好通过度量L来间接保证。试求工序尺寸L及其上下偏差。 A b2. 如题图b所示零件若以A面定位,用调整法铣平面C、D及槽E。已知:L1=60±0.2mm,L2=20±0.4mm,L3=40±0.8mm,试确定铣三个面时的工序尺寸尺寸及其偏差。3.如题图c所示零件已加工完成外圆、内孔及端面,现需铣床上铣出右端缺口,求调整刀具时的测量尺寸H、A及其偏差。 c4.如题图d中小轴的工艺过程为:车外圆至mm,铣键槽深度为,热处理,磨外圆至mm。设磨后外圆与车后外圆的同轴度公差为0.
2、05mm,求保证键槽深度设计尺寸mm的键槽深度。 D E5.如题图e所示衬套,材料为20Cr,mm内孔表面要求磨削后保证渗碳层深度mm,试求:(1)磨削前精镗工序尺寸及偏差。磨削余量0.03,精镗的经济精度9级(2)精镗后热处理时渗碳层的深度。1.如下图所示轴套零件的轴向尺寸,其外圆、内孔及端面均已加工。试求:当以A面定位钻直径为10mm孔时的工序尺寸A1及其偏差2.设某一零件图上规定的外园直径为mm,渗碳深度为0.508mm,现为了使此零件可与另一零件同炉进行渗碳,限定其工艺渗碳深度为0.81mm。试计算渗碳前车削工序的工序尺寸。3.某零件工艺过程如下:(1)精车外圆至;(2)划键槽线;(3)铣键槽至;(4)渗碳深度 ;(5)磨外圆至,要求渗碳深度0.91.1mm(单边)。试求:(1
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 客房服务员初期考核制度
- 2025年内蒙古科技职业学院马克思主义基本原理概论期末考试模拟题带答案解析(必刷)
- 2025年河北省(131所)马克思主义基本原理概论期末考试模拟题附答案解析(夺冠)
- 2025年武汉民政职业学院马克思主义基本原理概论期末考试模拟题带答案解析(夺冠)
- 2024年资阳口腔职业学院马克思主义基本原理概论期末考试题附答案解析(夺冠)
- 2024年纳雍县招教考试备考题库含答案解析(夺冠)
- 2025年澧县招教考试备考题库附答案解析(夺冠)
- 2024年阳江职业技术学院马克思主义基本原理概论期末考试题含答案解析(夺冠)
- 2025年兰州外语职业学院单招职业适应性测试题库带答案解析
- 2025年天津商业大学马克思主义基本原理概论期末考试模拟题带答案解析(必刷)
- 常州市2025-2026学年第一学期高三期末质量调研政治+答案
- 居家养老新解:北京市海淀区居家失能互助保险的多维剖析与展望
- 签字版离婚协议书范本
- 《神笔马良》:儿童读书分享
- 2025-2030中国精酿啤酒市场消费特征与渠道拓展战略研究报告
- 吊车承包合同2025年
- 餐饮楼面管理制度细则
- 外研版五年级英语下册单词表
- 《木兰诗》历年中考古诗欣赏试题汇编(截至2024年)
- 技能认证催化高级考试(习题卷28)
- 拖欠工程款民事判决书
评论
0/150
提交评论