

下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、新型脉冲氩弧焊机的焊接试验及结论一、术语MIG焊熔化极惰性气体保护焊 利用连续送进的焊丝与工件之间燃烧的电弧作热源,由焊炬嘴喷出的气体来保护电弧进行焊接,以氩气或氦气等惰性气体为保护气时称为熔化极惰性气体保护电弧焊。MAG焊熔化极活性气体保护电弧焊利用连续送进的焊丝与工件之间燃烧的电弧作热源,由焊炬嘴喷出的气体来保护电弧进行焊接,以惰性气体与氧化性气体(氧气,二氧化碳)的混合气为保护气时,或以二氧化碳气体或二氧化碳+氧气的混合气体为保护气时统称为熔化极活性气体保护电弧焊(用于不锈钢焊接时通常采用Ar+1%2%O2,用于低碳钢焊接时通常采用Ar+2%CO2)TIG焊钨极惰性气体保护焊(钨极氩弧焊
2、) 利用钨极与工件之间燃烧的电弧作热源,手工填丝,由焊炬嘴喷出的气体来保护电弧进行焊接,以氩气或氦气等惰性气体为保护气时称为熔化极惰性气体保护电弧焊。CO2焊二氧化碳气体保护焊(MAG焊的一种) 利用连续送进的焊丝与工件之间燃烧的电弧作热源,由焊炬嘴喷出的气体来保护电弧进行焊接,以CO2作为保护气体的焊接(用于不锈钢焊接时,为防止有益元素烧损,需采用药芯焊丝焊接,焊接方法代号FCAW)SMAW焊条电弧焊 焊条电弧焊是利用焊条与工件之间建立起的稳定燃烧的电弧你作为热源,使焊条与工件局部熔化,从而获得牢固焊接接头的方法。熔化极气体保护焊相比普通钨极氩弧焊效率高 因为它电流密度大,热量集中,熔敷率高
3、,焊接速度快。另外,容易引弧。二、焊接试验现对以上5焊接方法,其中MAG焊分别采用Ar+1%O2 、Ar+2%O2 、Ar+2%CO2三种保护气体进行焊接试验,共7种试验方法1、 焊接过程记录 通过试验,以上7中焊接方法焊接过程都比较稳定,FCAW焊接过程中有少许飞溅,就混合气体而言,采用Ar+1%O2作为保护气体焊接电弧最为稳定。焊后化学成分分析:焊接方法化学成分(%)结果MAG(Ar+1%O2)Cr:22,Ni:9.1符合要求MAG()Cr:20.3,Ni:10.2符合要求MIGCr:21.9,Ni:9.2符合要求FCAWCr:18.8,Ni:10.1符合要求MAG(Ar+2%CO2)Cr
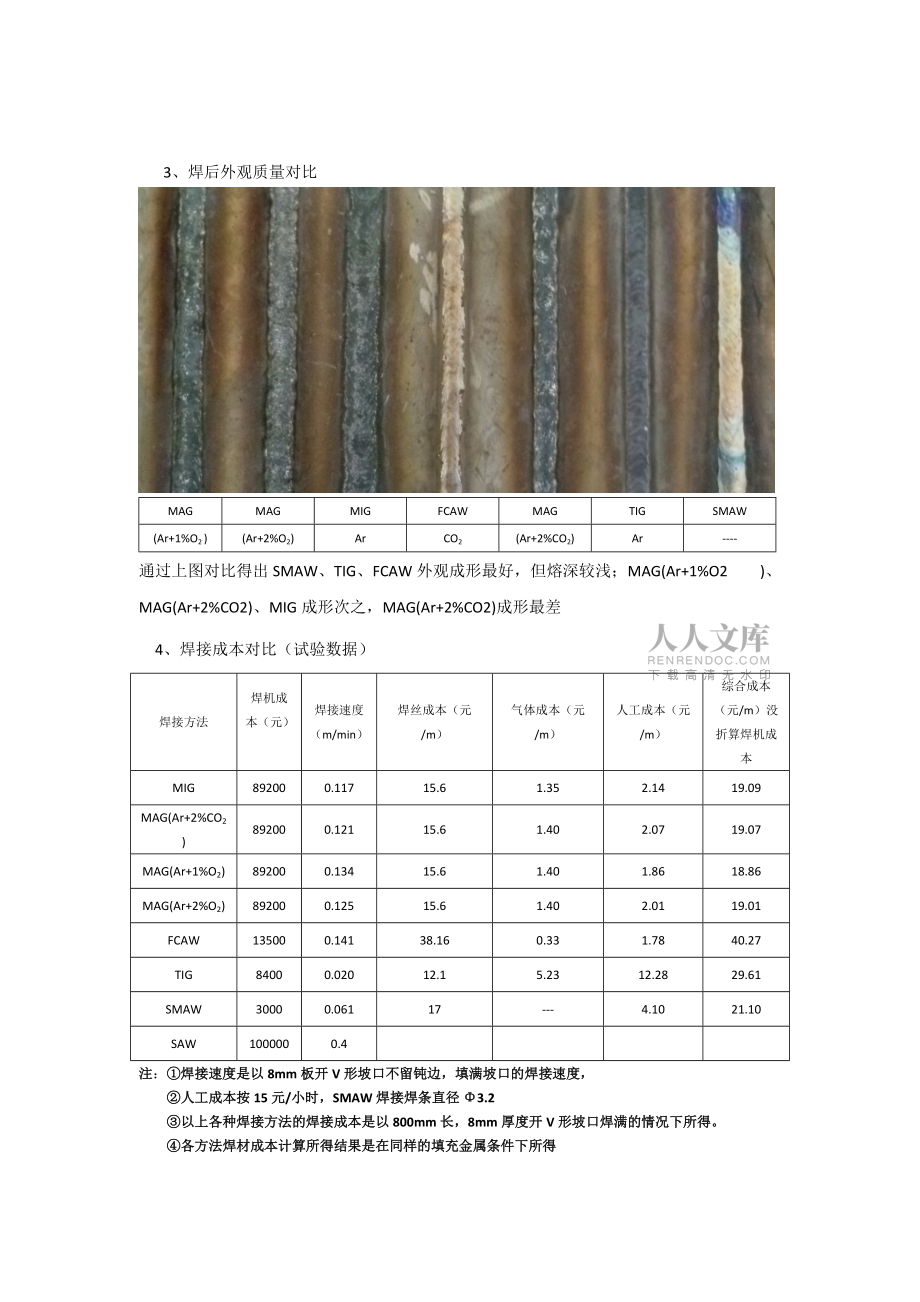
4、:19.9,Ni:9.5符合要求TIGCr:19.5,Ni:9.0符合要求SMAWCr:19.7,Ni:9.8符合要求上述7种焊接方法焊后焊缝金属成分均符合要求 3、焊后外观质量对比MAGMAGMIGFCAWMAGTIGSMAW(Ar+1%O2 )(Ar+2%O2)ArCO2(Ar+2%CO2)Ar-通过上图对比得出SMAW、TIG、FCAW外观成形最好,但熔深较浅;MAG(Ar+1%O2 )、MAG(Ar+2%CO2)、MIG成形次之,MAG(Ar+2%CO2)成形最差 4、焊接成本对比(试验数据)焊接方法焊机成本(元)焊接速度(m/min)焊丝成本(元/m)气体成本(元/m)人工成本(元/
5、m)综合成本(元/m)没折算焊机成本MIG892000.11715.61.352.1419.09MAG(Ar+2%CO2)892000.12115.61.402.0719.07MAG(Ar+1%O2)892000.13415.61.401.8618.86MAG(Ar+2%O2)892000.12515.61.402.0119.01FCAW135000.14138.160.331.7840.27TIG84000.02012.15.2312.2829.61SMAW30000.06117-4.1021.10SAW1000000.4注:焊接速度是以8mm板开V形坡口不留钝边,填满坡口的焊接速度,人工成
6、本按15元/小时,SMAW焊接焊条直径3.2以上各种焊接方法的焊接成本是以800mm长,8mm厚度开V形坡口焊满的情况下所得。各方法焊材成本计算所得结果是在同样的填充金属条件下所得三、筛选MAG(Ar+1%O2)和SMAW重新试验因MAG(Ar+1%O2)和SMAW两种焊接方法的成本最低,且外观成形较好控制,现通过重新试验精确对比两种焊接方法的焊接成本(实验数据)得出下表焊接方法焊机成本(元)焊接速度(m/min)焊丝成本(元/m)气体成本(元/m)人工成本(元/m)综合成本(元/m)没折算焊机成本MAG(Ar+1%O2)892000.09129.52.262.7434.9SMAW30000.
7、04533.1-5.5838.68注: 焊接速度是以10mm板开V形坡口不留钝边,填满坡口的焊接速度。(试板尺寸:500×10×10)焊接SMAW共三层,其中打底层、填充层采用3.2焊条,盖面层采用4.0焊条。上述焊接速度施焊500mm对接焊缝的试验数据,考虑焊接大量产品焊缝及焊接角焊缝的对比效率同时参考资料得出MAG(Ar+1%O2) 的焊接效率至少为 SMAW 23倍。综合实际生产效率考虑,取MAG(Ar+1%O2)的生产效率为 SMAW的2.5倍,得出下表焊接方法焊机成本(元)焊接速度(m/min)焊丝成本(元/m)气体成本(元/m)人工成本(元/m)综合成本(元/m
8、)没折算焊机成本MAG(Ar+1%O2)892000.11329.5/3.5(碳钢)1.822.2133.53/7.53SMAW30000.04533.1/5.4(碳钢)-5.5838.68/10.98SAW-0.419/2.73.9焊剂0.6223.5/6.02综合以上分析推荐选用MAG(Ar+1%O2),其焊接特点如下优点: 熔深大,焊接质量及焊接过程稳定 焊接速度快,以上各种焊接方法中仅次于FCAW,是SMAW的23倍 焊接成本低,以上各种焊接方法中成本最低,相比FCAW不足其成本的1/2,相比SMAW也有明显的成本优势缺点: 焊丝熔化速度快,焊缝外观成形不好控制,对焊工的操作水平要求较
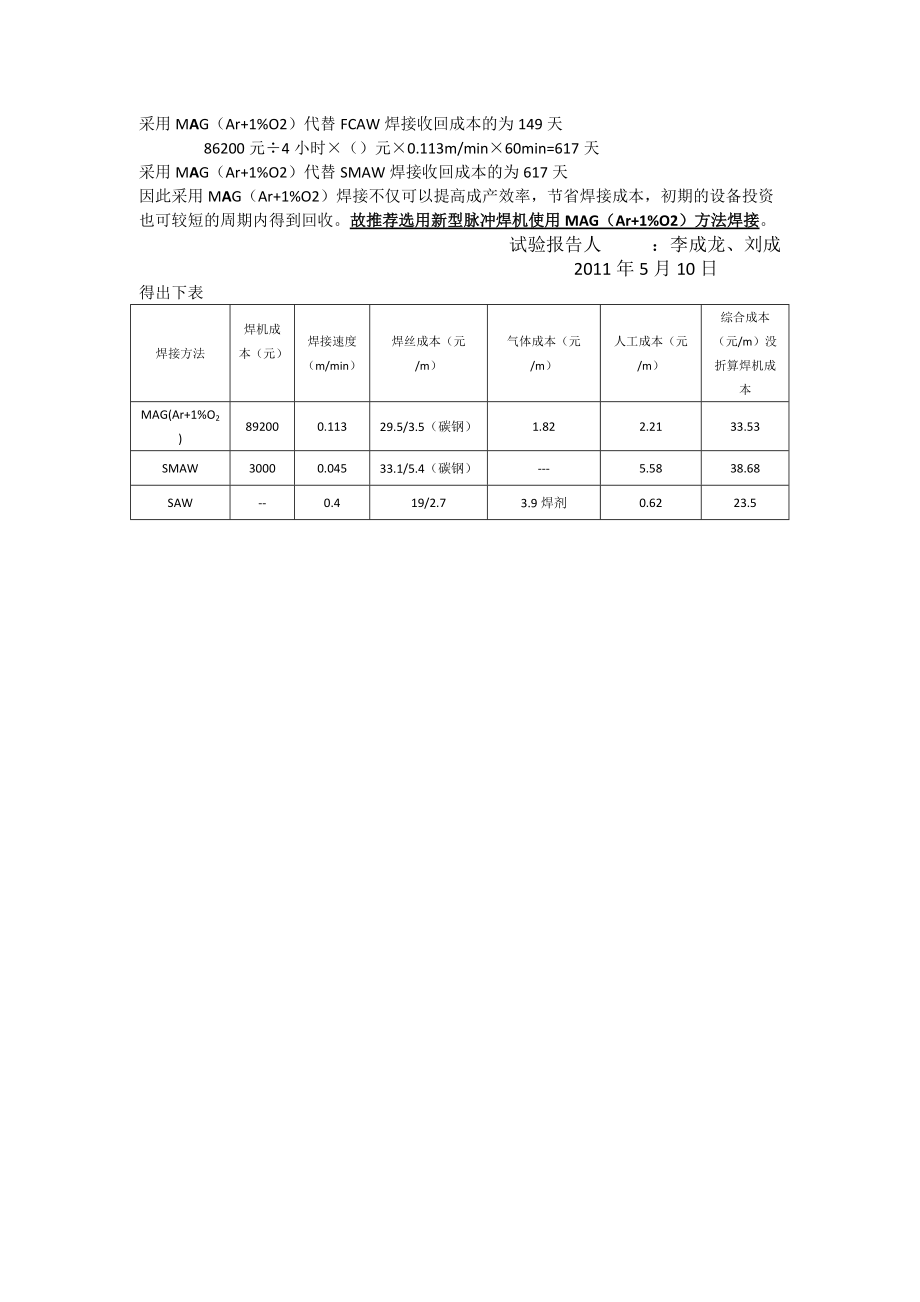
9、高 焊接设备成本高四、结论关于MAG(Ar+1%O2)焊接的外观成形,个人认为是焊工对这种焊接方法不熟悉造成的,随着焊工对这种焊接方法接触时间的增长成形问题得到解决应该不成问题。对于焊接设备的成本,通过上面表格中价格对比新型焊机其与普通CO2焊机差价为每台75700元,与普通直流焊条电弧焊机差价为每台86200元,按照每台焊机每天连续工作4小时,计算使用新型焊机收回成本的时间: 75700元÷4小时×(43.54-21)元×0.094m/min×60min=149天采用MAG(Ar+1%O2)代替FCAW焊接收回成本的为149天86200元÷4小时×()元×0.113m/min×60min=617天采用MAG(Ar+1%O2)代替SMAW焊接收回成本的为617天因此采用MAG(Ar+1%O2)焊接不仅可以提高成产效率,节省焊接成本,初期的设备投资也可较短的周期内得到回收。故推荐选用新型脉冲焊机使用MAG(Ar+1%O2)方法焊接。试验报告人 :李成龙、刘成 2011年5月10日得出下表焊接方法焊机成本(元)焊接速度(m/mi
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025年摩科瑞油码头工程融资投资立项项目可行性研究报告(咨询)
- 2025年螺杆真空泵项目可行性研究报告申请报告
- 皮革化学品项目立项可行性报告
- 2025年中国危化品项目投资计划书
- 2025年中国碳粉项目创业投资方案
- 中国二氧化钛陶瓷膜项目经营分析报告
- 2025年中国铜铟镓硒薄膜太阳能电池项目创业计划书
- 2025年外汇、黄金等交易服务项目可行性研究报告
- 2025年长沙食品包装容器项目可行性研究报告模板范文
- 中国纺织工业用酶项目经营分析报告
- T/SHPTA 102-2024聚四氟乙烯内衬储罐技术要求
- 2025招商银行笔试题库及答案
- 2025年烟叶调制工(三级)技能等级认定理论考试题库(含答案)
- 粉尘回收安全协议书
- 航空服务艺术与管理专业介绍
- 新质生产力五要素
- 快递员合同协议
- 破产清算造价咨询合同协议
- 放假赔偿协议书范本
- 配送车辆消毒管理制度
- 手术室循证护理
评论
0/150
提交评论