



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、编号:四川农业大学本科毕业论文(设计)( 2014 届)题 目:拨叉专用钻夹具设计院 别:机电学院专 业:农业机械化及其自动化教育姓 名:王斌指导教师: (签名)完成日期: 2014 年 4 月 10 日拨叉专用钻夹具设计机电学院 农业机械化及其自动化教育专业 王斌指导教师:马荣朝教授摘要:拨叉是在汽车等机械中的一个重要零件,拨叉属于叉架类零件,形状不规则,因此,需要设计专用夹具,此次设计的是螺纹孔M8的专用钻夹具。在对零件的加工工艺和精度要求进行仔细分析后,从实用性和经济性出发,选用了合理的定位方案,画出结构简图,并经理论计算和误差分析后,用solidworks绘制出三维图形直接生成零件图和
2、装配图。关键词(中文):拨叉 钻夹具 solidworks Abstract : special fixture fixture of the design for the processing of the shifting fork threaded hole. Because of the shifting fork parts for mass production, and the drilling precision thread have higher requirements, in order to facilitate the production, ensure the
3、quality, improve the efficiency of the design. In machining process and precision of the parts were carefully analyzed, from the point of view of practicality and economy, the reasonable positioning scheme, and by theoretical calculation and error analysis, draw three-dimensional graphics generation
4、 part drawings and assembly drawings with solidworks.关键词(中文):拨叉 钻夹具 solidworksKeywords : fork drill fixture SolidWorks前言 机械制造离不开机床,而在机械制造过程中,要加工零件首先要保证工件相对刀具保待正确的位置,机床夹具就是实现这一目的的装置。机床夹具的主要作用是保证机械加工质量、提高劳动生产率、降低生产成本,是实现生产过程自动化不可缺少的重要工艺装备之一。因此,机床夹具在机械制造中占有很重要的地位。显而易见,机床夹具设计是我们农业机械化及其自动化专业学生的必备能力。 此次设计
5、通过分析工件的加工类型,工艺要求后,设计出加工螺纹孔的专用钻夹具。在设计过程中,结合使用三维绘图软件SolidWorks绘制出零件和工件的三维模型,此软件的优点在于不需对标准零件进行建模,直接从标准零件库调用即可,并可以用三维模型直接生成各种二维图形,大大缩短了绘图时间。第1章 明确设计任务 如图1所示拨叉零件材料为QT140-17。毛坯为精铸件,生产批量为6000件,设计钻M8-6H螺纹底孔的钻床夹具。(工件上Ø24H7孔及两端面已加工好)图1第二章 零件分析2.1 零件的作用拨叉是汽车和车床机中的一个重要零件。拨叉主要用于机械的操纵机构中,其主要作用可分为两种:第一种是使变速齿轮
6、滑移,从而实现换挡,以改变机械的运行速度。拨叉头以的孔套在变速叉轴上,并用M8螺钉锁紧,通过操纵机构给变速叉轴施加力,传给拨叉,进而拨叉带动变速齿轮在变速箱中滑移,从而实现换挡操作,改变机械的运行速度;第二种是作为推动分离轴承的工具,从而实现发动机力的传递与断开。2.2 零件的工艺分析 由零件图1.1可知,其材料为QT140-17。众所周知球墨铸铁有很高的高的强度、塑性、韧性、耐磨性、并且耐严重的热和机械冲击、耐高温或低温、耐腐蚀以及尺寸稳定性等。从形状上来分析,该拨叉属于典型的叉架类零件。为了实现其换挡动作的准确性,拨叉轴孔与变速叉轴有形位公差要求,因此要求具有较高的加工精度较高。叉脚两端面
7、在工作中需拨动齿轮,需要承受较大的冲击载荷,因此为了增强其强度和耐磨性,需要对该表面进行高频淬火处理,硬度为5060HRC,同时为保证拨叉换档时叉脚受力均匀,提高工件的使用寿命,拨叉脚两端面对拨叉轴孔轴线的垂直度公差为0.05mm,并且拨叉叉脚自身的平面度公差为0.08mm。为了准确地进行换挡操作,需要同时保证拨叉与拨叉轴的相对位置准确,因此需要螺钉定位,螺纹孔的尺寸为。拨叉孔和螺纹孔的端面都是平面,确保了刀具与工件被加工表面的垂直,可以防止钻头加工过程中位置的偏移,从而保证孔的加工精度;该零件除主要工作表面是拨叉脚两端面、变速叉轴孔有较高的精度要求,螺纹孔相对也有垂直度要求,因此在工艺规程中
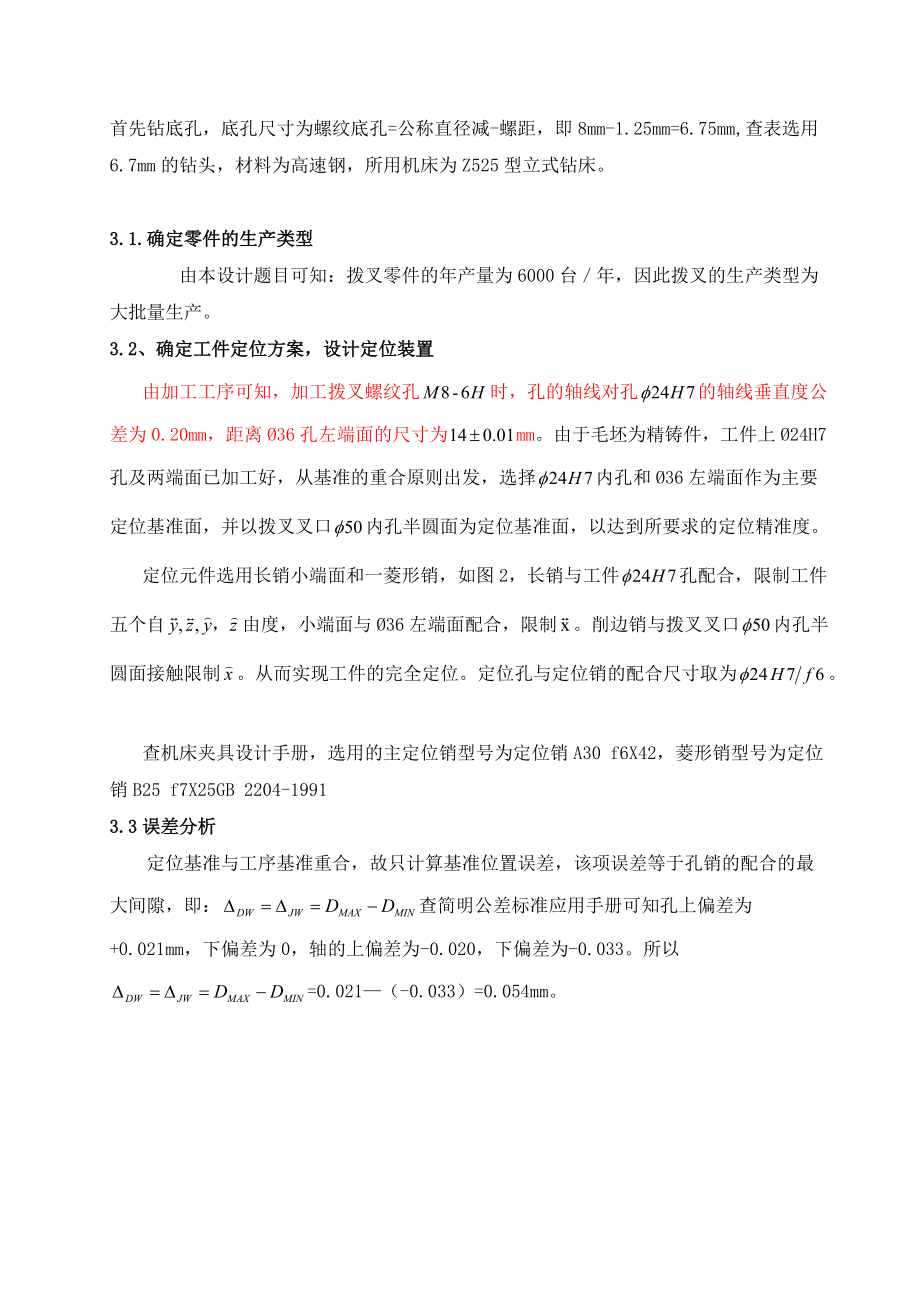
8、应重点保证其精度。其余表面加工精度均较低,通过普通的加工手段后即可以达到技术要求。需要保证的精度要求:加工拨叉螺纹孔时,螺纹孔的轴线对孔孔的轴线垂直度公差为0.20mm 。拨叉脚两端面对拨叉轴孔轴线的垂直度公差为0.05mm。 拨叉叉脚平面度公差为0.08mm 。 第三章 专用钻夹具设计 由于拨叉形状不规则,的螺纹孔不能直接加工,同时为了提高劳动生产率和保证零件的技术要求,钻的螺纹孔需设计专用钻床夹具。钻M8的螺纹孔需要首先钻底孔,底孔尺寸为螺纹底孔=公称直径减-螺距,即8mm-1.25mm=6.75mm,查表选用6.7mm的钻头,材料为高速钢,所用机床为Z525型立式钻床。3.1.确定零件的
9、生产类型 由本设计题目可知:拨叉零件的年产量为6000台年,因此拨叉的生产类型为大批量生产。3.2、确定工件定位方案,设计定位装置由加工工序可知,加工拨叉螺纹孔时,孔的轴线对孔的轴线垂直度公差为0.20mm,距离Ø36孔左端面的尺寸为mm。由于毛坯为精铸件,工件上Ø24H7孔及两端面已加工好,从基准的重合原则出发,选择内孔和Ø36左端面作为主要定位基准面,并以拨叉叉口内孔半圆面为定位基准面,以达到所要求的定位精准度。定位元件选用长销小端面和一菱形销,如图2,长销与工件孔配合,限制工件五个自由度,小端面与Ø36左端面配合,限制。削边销与拨叉叉口内孔半圆面接
10、触限制。从而实现工件的完全定位。定位孔与定位销的配合尺寸取为。查机床夹具设计手册,选用的主定位销型号为定位销A30 f6X42,菱形销型号为定位销B25 f7X25GB 2204-19913.3误差分析 定位基准与工序基准重合,故只计算基准位置误差,该项误差等于孔销的配合的最大间隙,即:查简明公差标准应用手册可知孔上偏差为+0.021mm,下偏差为0,轴的上偏差为-0.020,下偏差为-0.033。所以=0.021(-0.033)=0.054mm。图2 一面两销定位方案图 3.4确定工件的夹紧方案,设计夹紧装置 选择夹紧机构(1)夹紧力的方向:夹紧力的方向应有利于定位,而不能改变工件定位时所占
11、的正确位置,因此一般要求夹紧力垂直于主要定位基准面、并且应与工件刚度高的方向一致从而有利于减少工件的变形。(2)夹紧力的作用点:为了减少零件的变形,夹紧力的作用点应正对定位元件或位于定位元件所形成的支撑面内,夹紧力的作用点应位于工件刚度高的部位,夹紧力的作用点还应尽量靠近加工表面使夹紧稳固可靠。在确定夹紧力的方向、作用点的同时,要确定相应的夹紧机构。确定夹紧机构要注意以下几方面的问题:安全性 夹紧机构应具备足够的强度和夹紧力,以防止意外伤及夹具操作人员。手动夹具夹紧机构的操作力不应过大,以减轻操作人员的劳动强度。夹紧机构的行程不宜过长,以提高夹具的工作效率。手动夹紧机构应操作灵活、方便。根据工
12、件的加工要求和工件自身的材料情况,经综合考虑,夹紧力方向为与内孔轴线平行且水平向左,夹紧力作用点为Ø36左端面。同时采用螺旋夹紧机构利用螺母的松紧来控制夹紧力,通过查机械设计手册表2-1-72选用固定手柄压紧螺钉,其型号为螺钉AM16X100GB 2162-1991。此夹紧机构操作方便灵活,结构简单,成本低廉。其机构如图所示图3 固定手柄压紧螺钉3.4.2切削力及夹紧力的计算切削力的计算:查机械加工工艺师手册表2-2-16可知加工QT140-17的钻削切削力计算公式为F=419d取f=0.4查表得=1所以钻削切削力F=419XX1=201N3.4.3理论夹紧力的计算:查机床夹具设计手
13、册p21可知工件以内孔定位时理论夹紧力=查机床夹具设计手册表1-2-1可知,取K=1x1.2x1x1x1.2x1.3x1x1=1.87,又当安全系数计算值小于2.5时取K=2.5=F=201N带入数据=112N3.4.4夹紧机构所能产生的实际夹紧力:查现代机床夹具设计表4-23可知,单个普通螺栓和工件以平面接触时M16的螺栓所能产生的夹紧力为7900N。所以此夹紧机构能满足工作要求。3.5确定导向方案,设计导向装置为了能保证工件被加工孔的位置,并防止加工过程中刀具的偏斜,钻夹具上应用钻套来引导刀具定位。钻套安装在钻模板上,钻套与工件之间留有一定的排屑空间如图3。钻套高度H对其导向性能有直接影响
14、,同时影响刀具与钻套之间的摩擦情况。本工序要求对被加工孔依次进行钻孔和攻丝2个工步的加工,最终达到工序简图上规定的加工要求,同时,此零件为大批量生产,为磨损后便于更换,故选用可换钻套作为刀具的导向元件。如图4.3所示 钻套高度通常取,根据实际情况取mm=12mm。钻套与工件之间,还应留有一定的排屑间隙,排屑空间隙不宜过大,通常取,根据实际情况取=8mm。查机床夹具设计手册3表2-1-162可知,选用钻套型号为 钻套查机床夹具设计手册表2-1-174可知,选用钻套用衬套型号为衬套A12X12GB 2263-1991钻套与衬套采用配合,以便于钻套磨损后快速更换。衬套与钻模版之间采用H7n6配合图4
15、 导向装置简图 3.6夹具体设计考虑夹具的刚度、强度和加工性质等要求,夹具体采用铸造生产方式,材料为HT200。其结构如图4所示根据夹具体结构尺寸的经验数据可知,铸造结构夹具体壁厚通常为8至25mm,结合本题考虑取底座为12mm,与钻模版配合处为8mm,其余壁厚均取10mm。图5 夹具体第四章 夹具尺寸及技术要求4.1最大轮廓尺寸 175mm、90mm、162mm。 4.2确定定位元件之间的尺寸与公差 按照制定夹具公差的基本原则,夹具装配图上标注的各种公差一般取工件上相应公差的至,当工件无明确的形位公差要求时,夹具原件的几何形形状精度取0.03至0.05mm。长销小平面与菱形销中心距尺寸公差取
16、工件孔与孔轴线尺寸公差的1/3,即标注尺寸为84土0.05。4.3定位元件与引导元件间的相互位置要求 由机床夹具设计手册可知,凡与工件加工要求直接有关者,其位置误差数值可按工件加工技术规定数值的1/2至1/5选取。根据工序简图上规定的被加工孔的加工要求,确定钻套中心线与夹具体基准面A的垂直度公差取0.070。钻套中心线对定位销中心线的位置度公差取工件相应位置度公差值的1/3,即取为0.03mm。4.4定位元件与夹具体底面的位置要求 定位销中心线与夹具体底面A的平行度公差取为0.02mm。第五章 夹具零件图和装配图钻模的装配总图上应将定位心轴、钻模板与夹具体的连接结构表达清楚。夹具装配总图如附图3所示。其主中定位心轴与夹具体采用过渡配合,用锁紧螺母固定。菱形销与夹具体采用配合,并用螺母锁紧。钻模板与夹具体用两个螺栓连接。其装配三维模型示意图如图6所示.图6 钻夹具装配示意图参考文献:1 王巍.机械制图第二版M,高等教育出版社,2009.62 王先奎.机械制造工艺学第二版M,机械工业出版社,2006.13 徐鸿本.机床夹具设计手册M,辽宁科学技术
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 污泥资源化综合利用项目可行性研究报告
- 生物基二元醇项目可行性研究报告
- 防汛知识培训领导开场白课件
- 战略合作协议
- 结直肠息肉门诊管理专家共识(2025成都)
- 科技数码产品电子产品推广方案设计
- 继承财产分配协议范本书5篇
- 借款还贷合同书7篇
- 河北省唐山市2025-2026学年高三上学期开学摸底考试物理试卷
- 精神疾病社会污名化-洞察及研究
- 医务科依法执业自查表
- 公对私转账合同
- 部编版小学音乐五年级上册教案
- 综合实践活动(2年级下册)第3课时 自动浇水器的设计与制作-课件
- 2023年江苏省盐城公证处招聘公证人员5人笔试参考题库(共500题)答案详解版
- 保密室及保密要害部位搬迁发案
- 恐龙灭绝介绍课件
- 核赔经典疑难案例解析
- 尿道损伤的分类与治疗
- 眼科常见疾病诊疗指南
- 征兵宣传主题PPT
评论
0/150
提交评论