



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、 机械加工工序卡产品名称产品图号第 1 页零件名称圆柱齿轮零件图号共 13 页车间工序号工序名称材料牌号1铸造HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件 330x10811设备名称设备型号设备编号同时加工件数夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1铸造毛坯2清沙,去浇注口编制(日期)校对(日期)审核(日期)批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡产品名称产品图号第 3 页零件名称圆柱齿轮零件图号共
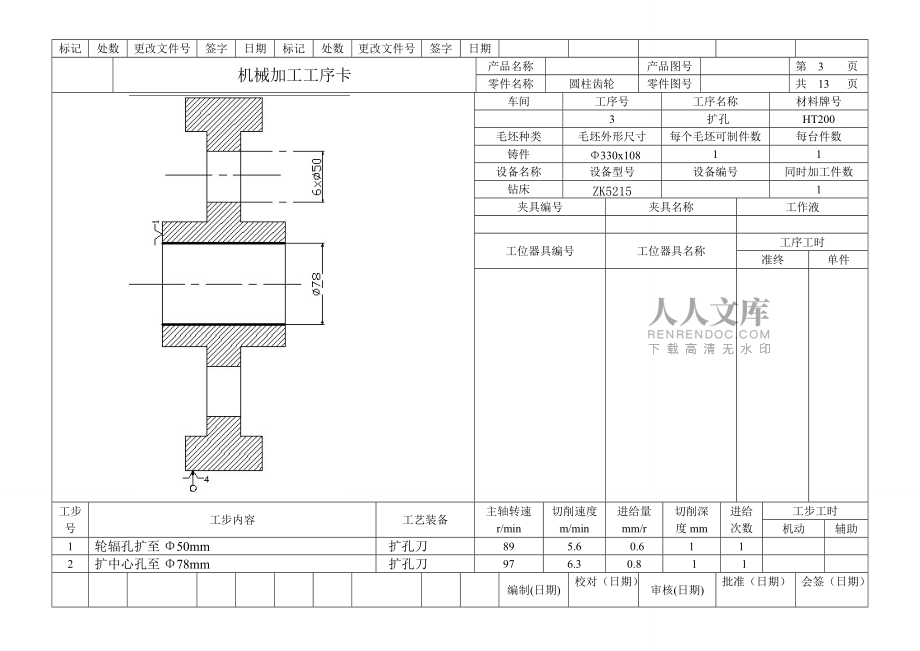
2、 13 页车间工序号工序名称材料牌号3 扩孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件 330x10811设备名称设备型号设备编号同时加工件数钻床ZK52151夹具编号夹具名称工作液 工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1轮辐孔扩至50mm 扩孔刀89 5.6 0.61 1 2扩中心孔至78mm扩孔刀97 6.3 0.8 1 1编制(日期)校对(日期)审核(日期)批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡产品名称产品图
3、号第 4 页零件名称圆柱齿轮零件图号共 13 页车间工序号工序名称材料牌号4拉孔 HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件330x10811设备名称设备型号设备编号同时加工件数 拉床LYK6115夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1拉中心孔至80mm 拉刀150.321编制(日期)校对(日期)审核(日期)批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡产品名称产品图号第 5 页零件名称 圆柱齿轮零件
4、图号共 13 页车间工序号工序名称材料牌号5粗车HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件330x10811设备名称设备型号设备编号同时加工件数车床CAK6136夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1粗车齿端侧面至60mm 90°车刀 2507001012粗车外圆至326mm 90°车刀300 80 0.5223 粗车轮辐版侧面至30mm,并倒R8圆角90°车刀30080 0.5224粗车中心孔端面至100mm,并倒
5、C2直角90°车刀 300800.52 2编制(日期)校对(日期)审核(日期)批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡产品名称产品图号第 6 页零件名称圆柱齿轮零件图号共 13 页车间工序号工序名称材料牌号6 半精车 HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件330x108 11设备名称设备型号设备编号同时加工件数 车床 CAK6136夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1半精车外圆至
6、325mm,并倒角YT15车刀 600150 0.3 0.25编制(日期)校对(日期)审核(日期)批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡产品名称产品图号第 7 页零件名称圆柱齿轮零件图号共 13 页车间工序号工序名称材料牌号7 滚齿 HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件330x10811设备名称设备型号设备编号同时加工件数齿轮滚床 YK38夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1滚齿m=5
7、mm,z=63,=20° 滚齿刀 502.5 1.5 13 编制(日期)校对(日期)审核(日期)批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡产品名称产品图号第 8 页零件名称圆柱齿轮零件图号共 13 页车间工序号工序名称材料牌号8插 HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件330x10811设备名称设备型号设备编号同时加工件数插床 夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助 1 插键槽22+0
8、.026 插刀 100 101 1 5编制(日期)校对(日期)审核(日期)批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡产品名称产品图号第 12 页零件名称圆柱齿轮零件图号共 13 页车间工序号工序名称材料牌号12 倒角 HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件330x10811设备名称设备型号设备编号同时加工件数 珩齿机YK5714夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1珩齿至IT7图纸要求珩刀30
9、0100.20.052编制(日期)校对(日期)审核(日期)批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡产品名称产品图号第 11 页零件名称圆柱齿轮零件图号共 13 页车间工序号工序名称材料牌号11 磨孔 HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件330x108 11设备名称设备型号设备编号同时加工件数钻床ZK5215夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 推中心孔至精度要求IT7推刀600 0.01
10、 1 1 1编制(日期)校对(日期)审核(日期)批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡产品名称产品图号第 10 页零件名称圆柱齿轮零件图号共 11 页车间工序号工序名称材料牌号10磨齿 HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件330x10811设备名称设备型号设备编号同时加工件数剃齿机YWA4332夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1剃齿至8级精度要求剃刀100 0.51 0.11 编制(
11、日期)校对(日期)审核(日期)批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡产品名称产品图号第 13 页零件名称圆柱齿轮零件图号共 13 页车间工序号工序名称材料牌号13检验HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件 330x10811设备名称设备型号设备编号同时加工件数夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 按图样检查各部分精度 专用量具编制(日期)校对(日期)审核(日期)批准(日期)会签(日期)标
12、记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡产品名称产品图号第 2 页零件名称活塞零件图号共 13 页车间工序号工序名称材料牌号2HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件设备名称设备型号设备编号同时加工件数夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1时效处理编制(日期)校对(日期)审核(日期)批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡产品名称产品图号第 9 页零件名称圆柱齿轮零件图号共 13 页车间工序号工序名称材料牌号9检验HT200毛坯种类毛坯外形尺寸每个毛坯可
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 高中生运用GIS技术分析海上丝绸之路港口制度变迁与社会影响课题报告教学研究课题报告
- 小学英语学习困难学生人工智能辅助下的精准辅导策略研究教学研究课题报告
- 初中英语写作中倒装句错误成因及纠正方法对比实验课题报告教学研究课题报告
- 2026庆铃汽车集团秋招面试题及答案
- 2026礼来(中国)秋招面试题及答案
- 2026嘉能可(中国)校招试题及答案
- 2025广州白云国际机场技术培训生校园招聘笔试历年备考题库附带答案详解
- 2025安徽芜湖市南陵县县属国有企业招聘及总笔试历年典型考点题库附带答案详解
- 2025安徽某国企高速收费站收费员招聘18人笔试参考题库附带答案详解
- 2025天津新海融光城市更新产业运营有限公司招聘1人笔试参考题库附带答案详解
- 氢能与燃料电池-课件-第五章-制氢技术
- 科研伦理与学术规范-课后作业答案
- 2023QC小组活动基础知识培训
- 生理学期末考试复习试题库及答案
- 旅游地理学 国家公园建设与管理
- JJF(石化)036-2020漆膜附着力测定仪(划圈法)校准规范
- 站场资料管理规定(生产)
- GB/T 20330-2006攻丝前钻孔用麻花钻直径
- GB/T 12706.4-2020额定电压1 kV(Um=1.2 kV)到35 kV(Um=40.5 kV)挤包绝缘电力电缆及附件第4部分:额定电压6 kV(Um=7.2 kV)到35 kV(Um=40.5 kV)电力电缆附件试验要求
- 机械原理课程设计报告(粉末成型压机设计)
- 美拉德反应课件
评论
0/150
提交评论