



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
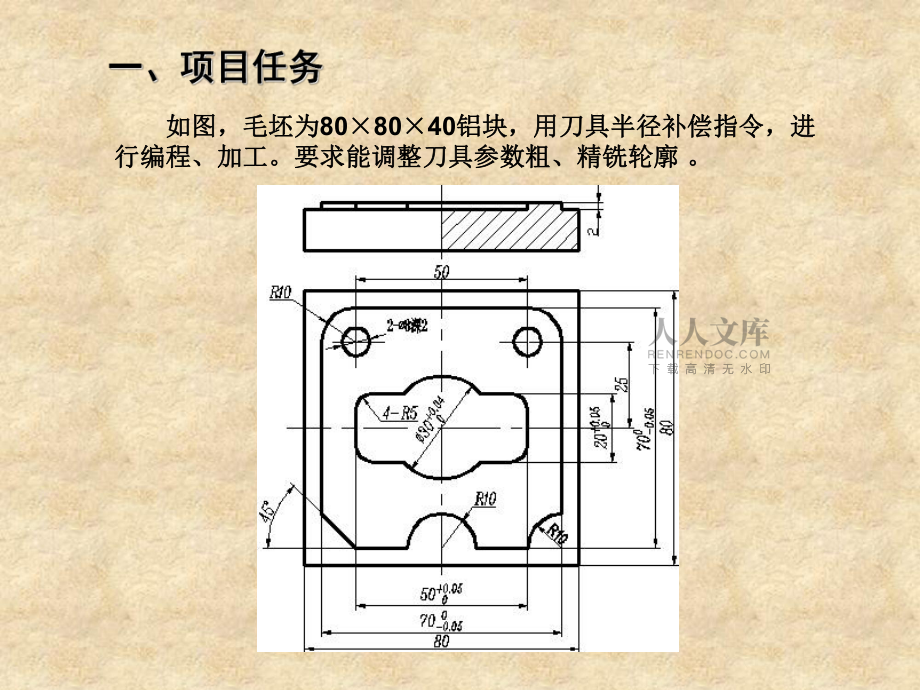
1、项目四:内外轮廓铣削项目四:内外轮廓铣削加工加工2 2慈溪职业高级中学慈溪职业高级中学如图,毛坯为如图,毛坯为808040铝块,用刀具半径补偿指令,进铝块,用刀具半径补偿指令,进行编程、加工。要求能调整刀具参数粗、精铣轮廓行编程、加工。要求能调整刀具参数粗、精铣轮廓 。1.1.了解孔系加工方式的基本知识;了解孔系加工方式的基本知识;2.2.掌握掌握G81G81、G80G80的指令编制方法;的指令编制方法;1.1.会内外轮廓加工的工艺分析;会内外轮廓加工的工艺分析;2.2.能熟练装夹刀具及正确对刀;能熟练装夹刀具及正确对刀;3.3.能熟练编写轮廓铣削程序能熟练编写轮廓铣削程序 ;4.4.会利用固
2、定循环完成孔的加工会利用固定循环完成孔的加工 ;知识目标知识目标能力目标能力目标情感目标情感目标1.1.激发学生爱专业、学专业的积极性;激发学生爱专业、学专业的积极性;2.2.培养学生严谨的学习态度敏学创新的职业意识;培养学生严谨的学习态度敏学创新的职业意识;3.3.养成安全、文明生产的职业素养。养成安全、文明生产的职业素养。1. 工艺准备工艺准备(1)读图,对图形尺寸、公差大小、表面粗糙度等进)读图,对图形尺寸、公差大小、表面粗糙度等进行系统分析。行系统分析。该零件几何特点:有该零件几何特点:有2个对称的孔组成个对称的孔组成 (2)刀具选择。)刀具选择。(3)确定加工顺序及进给路线,制定加工
3、工艺。)确定加工顺序及进给路线,制定加工工艺。 粗铣凹槽留余量0.2 精铣凹槽控制尺寸及表面粗糙度(4)工件装夹准备。)工件装夹准备。 夹具夹具:平口虎钳(一)学习孔加工的相关知识(一)学习孔加工的相关知识2.相关编程知识相关编程知识 1.孔加工的主要方法:孔加工的主要方法: (1)对于直径大于30mm的已铸出或锻出的毛坯孔的孔加工,一般采用粗镗半精镗孔口倒角精镗的加工方案; (2)孔径较大的可采用立铣刀粗铣精铣加工方案; (3)对于直径小于30mm无底孔的孔加工,通常采用锪平端面打中心孔钻扩孔口倒角铰加工方案,对有同轴度要求的小孔,需采用锪平端面打中心孔钻半精镗 孔口倒角精镗(或铰)加工方案
4、。 钻削、扩削、铰削、 铣削和镗削。 2.孔加工的常用方法选择:孔加工的常用方法选择: (二)孔加工刀具(二)孔加工刀具2.相关编程知识相关编程知识 1. 普通麻花钻 2.铣刀3.镗刀4.铰刀铰刀:铰刀:(三)孔加工固定循环指令(三)孔加工固定循环指令2.相关编程知识相关编程知识 铰刀:铰刀: G90 G73 G98XYZRQPFK; G91 G89 G99G80;1指令格式指令格式(三)孔加工固定循环指令(三)孔加工固定循环指令2.相关编程知识相关编程知识 铰刀:铰刀:2指令说明指令说明G73G73 G89G89:孔加工方式,模态代码,同组代码可以替换。G98/G99G98/G99:孔加工完
5、成后,控制刀具返回位置。 G98指令控制刀具返回初始平面,G99指令控制刀具返回R平面返回点的选择返回点的选择: :依据刀具在孔依据刀具在孔间移动时的安间移动时的安全性来决定。全性来决定。 (三)孔加工固定循环指令(三)孔加工固定循环指令2.相关编程知识相关编程知识 铰刀:铰刀:2指令说明指令说明X_Y_X_Y_:孔在xy平面的坐标位置,可用G90/G91指令来设定绝对值或增量值。Z_Z_:指定孔底坐标值。用增量方式时,是R点到孔底的距离;用绝对值方式时,是孔底的绝对坐标值 (三)孔加工固定循环指令(三)孔加工固定循环指令2.相关编程知识相关编程知识 铰刀:铰刀:2指令说明指令说明P_P_:暂
6、停时间(ms),功能与G04相同。F_F_:切削进给速度,mm/min; 若为攻螺纹循环:F=S*TK_K_:用来指定固定循环的重复次数。只循环一次时,K可不指定 。Q_Q_:无符号的数据,在深孔加工中(G73、G83),表示每次切入量;在精镗循环中(G76、G87),指定刀具位移量 。 R_R_:在增量方式中是指起始点到R点的距离;而在绝对值方式中是指R点的绝对坐标值 。 G80 :取消固定循环,包括孔加工信息全部取消 。(三)孔加工固定循环指令(三)孔加工固定循环指令2.相关编程知识相关编程知识 铰刀:铰刀:3G81指令指令功能功能:钻孔循环。应用应用:适用于打中心孔、钻孔、扩孔。 格式格
7、式:G98/G99 G81 G98/G99 G81 X_Y_Z_R_F_K_ ;加工动作:加工动作: (三)孔加工固定循环指令(三)孔加工固定循环指令2.相关编程知识相关编程知识 铰刀:铰刀:4G83指令指令功能功能:深孔加工循环。应用应用:适用于深孔加工。格式格式:G98/G99 G83 X_Y_Z_Q_R_F_G98/G99 G83 X_Y_Z_Q_R_F_;加工动作:加工动作: Q是每次切削量,无符号。 (三)孔加工固定循环指令(三)孔加工固定循环指令2.相关编程知识相关编程知识 铰刀:铰刀:4 4实实例例使用孔加工固定循环指令,编制如图所示钻孔加工程序:设刀具起点距工件上表面50mm,在距工件上表面5mm处(R点)由快进转换为工进,每孔深为5mm。00081;G54 G90 G00 X0 Y0 Z50;M03 S600;G99 G81 X25 Y25 R5 Z-5 F30;X-25;Y-25;X25;G00 X0 Y0 Z50;M05 ;M30: 1.编制数控加工程序 2.机床操作与零件加工(1)程序输入、调试;(2)对刀及参数的设置 ; (3)零件加工:(4
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 处方级培训试题及答案
- 中国蜂蜜市场销售渠道与竞争对手经营状况分析研究报告
- 项目管理流程优化方案及操作指南
- 小学主题班会课件:长征精神映灯塔
- 题库-GB55023-2022-施工脚手架规范
- 环保设备技术员设备维护效率及安全性绩效衡量表
- 小学主题班会课件:培养美好品质与道德情操
- 电子产品维修行业技术支持手册
- 企业市场调研人员设计市场调研方案指导书
- 现代远程办公网络技术手册
- 2025广西贵港桂平市城区学校公开选调教师145人考试笔试试卷【附答案】
- 2023自然语言处理导论 7信息抽取
- 肺脓肿手术的麻醉(3医院)
- 东方日立用户培训-设备维护培训教材
- 高中数学德育渗透教案【六篇】
- 电动车摩托车交通安全培训
- 委托工作联系单
- YY/T 0719.6-2020眼科光学接触镜护理产品第6部分:有效期测定指南
- GB/T 33092-2016皮带运输机清扫器聚氨酯刮刀
- PLC、组态控制十字路口交通灯毕业设计
- GA 1029-2017机动车驾驶人考试场地及其设施设置规范
评论
0/150
提交评论