

版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、电动三轮车 / 篷车焊接通用技术条件1 范围本标准规定了电动三轮摩托车零部件焊接的分类、要求、试验方法及检验规则等。本标准适用于电动三轮摩托车零部件的焊接(以下简称“焊接件”)。2 引用文件2.1GB324-2008 焊接符号表示法2.2GB/T 985.1-2008气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口2.3GB/T 985.2-2008埋弧焊的推荐坡口2.4GB/T 1804-2000一般公差未注公差的线性和角度尺寸的公差2.5GB/T 1184-1996形状和位置公差 未注公差值2.6GB/T 2650-2008焊接接头冲击试验方法2.7GB/T 2651-2008焊接接头拉伸
2、试验方法2.8GB/T 2652-2008焊缝及熔敷金属拉伸试验方法2.9GB/T 2653-2008焊接接头弯曲试验方法2.10GB/T 2655-1981焊接接头应变时效敏感性试验方法2.11GB/T 2828.1-2003按质量接收限 (AQL) 检索的逐批检验抽样计划2.12GB/T 10854-1989钢结构焊缝外形尺寸3 术语和定义无。4 职责4.1研发部、 PMC部负责执行本标准要求内容。4.2工艺技术部、品管部负责对本标准执行情况的监督和考核工作。5 过程方法和要求5.1分类按焊接件的承载能力和受力状态、材料的焊接性能和焊接件在系统中的重要程度,将焊接件分为两类(见表 1)。表
3、1 焊接件分类类别性能应用举例能承受很大的动、静载荷及交变载荷车架、后桥管、轮辋、减震器车I 类的焊接件,且外露易见到的焊接件。把(扶手)、方向柱等。承能受较大的动、静载荷及交变载荷其余焊接件。II 类的焊接件。5.2要求5.2.1焊接件的焊接应按经规定程序批准的图样及技术文件进行,并应符合本标准的规定。5.2.2焊缝符号的表示方法应符合GB/T 324-2008 的规定。5.2.3焊缝基本形式与外形尺寸应符合GB/T 985-1988或 GB/T 986-1988 或 GB/T 10854-1989的规定。5.2.4焊接前焊缝区域范围内应进行清理,焊接件表面不应有油、脂、漆、切削液、标记、笔
4、记、墨水、第1页共7页潮气、处理化学剂、机械润滑剂及氧化物等有害杂物。在低温条件下焊接应先预热,并保证焊接时的焊道间温度。焊接精度应满足如下要求:a) 对接焊缝的间隙应 1.6mm;b)工件焊缝处的一致性误差应1.0 mm;c) 弯管件的一致性误差应 1.0 mm;d) 角接焊缝的间隙应 2.0 mm;e) 搭接焊缝的间隙应 1.5 mm。焊缝金属与母材的匹配焊缝金属与母材的力学和物理性能应有良好的匹配,焊缝金属抗拉强度应等于或稍高于母材(一般采用等强度匹配)。焊接后焊缝部位不应有夹层或其它缺陷。所有能够通过引出焊缝外消除焊接应力集中的焊缝应引出焊5mm 10mm。焊缝成形尺寸应符合焊接件图样
5、和技术文件的规定。焊缝边缘的直线度(任意300mm焊缝长度内)应3mm。焊缝最大和最小宽度的差值应:a) 焊缝全长应 4mm;b) 焊缝 50mm内应 3mm。焊缝表面凹凸在焊缝任意 25mm长度范围内,焊缝余高的差值应2mm。焊缝内部焊缝内部要求见表2。点焊a) 点焊应符合:焊熔合直径 d=4;i.点焊结合线允许伸入量为0.1mm 0.2mm, 压痕深度一般不超过板材厚度的15% 20%;ii. 焊透率范围为 20 % 80 %。b) 焊接件缺陷要求见表 3。弧焊a) 焊缝表面应无裂纹、咬边、气孔、凹陷、焊瘤、堆焊、漏焊、假焊及夹层等缺陷。表2 焊缝内部要求序号名称说明类类1气孔除管状气孔外
6、其它状态和除管状和穿透性气孔外允个别气孔是允许的。许有其它状态的气孔。2夹渣个别、小的夹渣是允许的。不允许条状夹渣和链状夹渣,其它状态的允许个别存在。第2页共7页3未溶合坡口边缘或焊层之不允许。允许有个别小的未溶合。间无溶量。4未焊透双面焊缝。不允许。允许个别短的。5裂纹焊缝或热影响区内不允许。不允许。部的。6缩孔允许有个别小的。允许有小的。表 3点焊的缺陷序号缺陷名称要求1焊点和焊缝位置不正确允许局部超差2烧伤不允许3漏焊不允许4裂纹不允许5未焊透不允许6缩孔< 0.5mmb) 焊缝宽度、余高及结晶鱼鳞波纹应均匀变化。c) 可视面的焊缝表面应均匀、平整,连接处应圆滑过渡,应无熔渣、飞溅
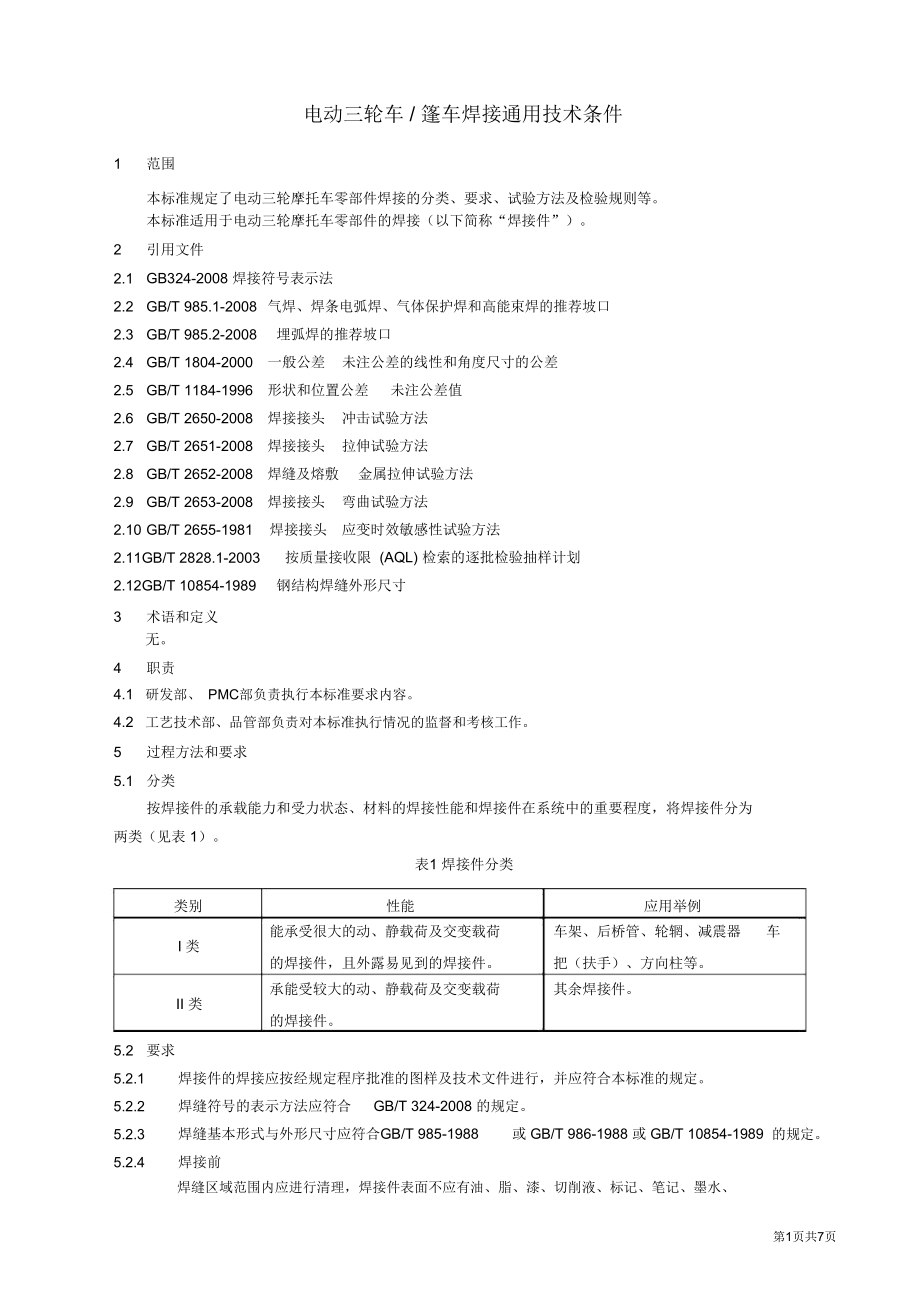
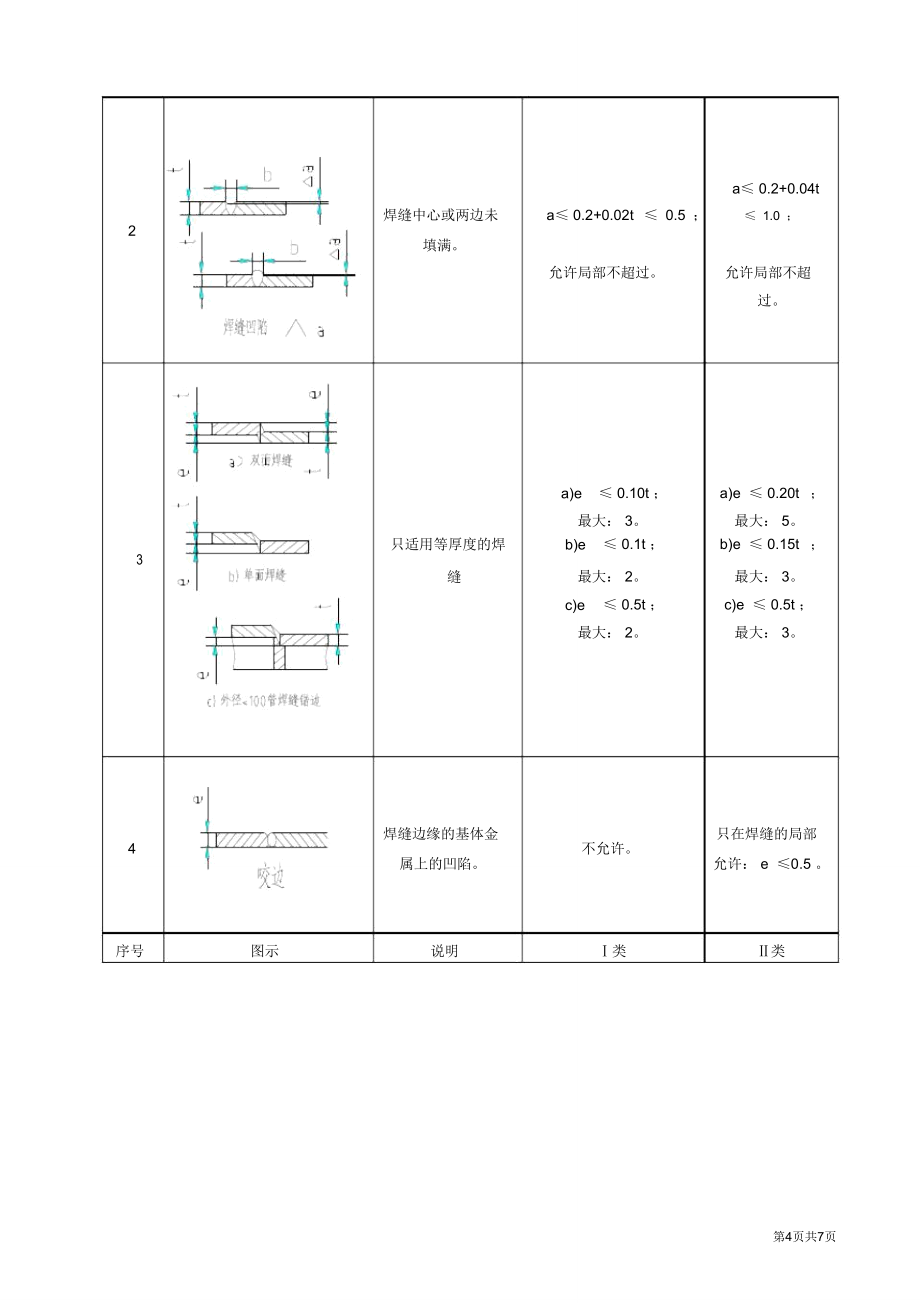
7、及附着物。d) 焊接件涂漆或镀层后不应存在易暴露的焊接痕迹。外观a) 对接焊缝外观要求见表 4。b) 角焊缝外观要求见表 5焊接件的结构尺寸a) 焊接件的几何尺寸应符合焊接件图样及技术文件的规定。b) 焊接件的未注尺寸公差应符合 GB/T 1804-2000 中的 m级的规定。c)焊接件的未注形状和位置公差应符合GB/T 1184-1996 中 k级的规定。焊接接头的机械性能表 4 焊缝外观要求序号图示说明类类a 1+0.1b ;a 1+0.15b ;1允许局部超差。允许局部超差。余高a第3页共7页a 0.2+0.04t焊缝中心或两边未a 0.2+0.02t 0.5 ; 1.0 ;2填满。允许
8、局部不超过。允许局部不超过。a)e 0.10t ;a)e 0.20t;最大: 3。最大: 5。只适用等厚度的焊b)e 0.1t ;b)e 0.15t;3最大: 2。最大: 3。缝c)e 0.5t ;c)e 0.5t ;最大: 2。最大: 3。焊缝边缘的基体金只在焊缝的局部4不允许。属上的凹陷。允许: e 0.5 。序号图示说明类类第4页共7页焊缝收弧后与基体允许微小的凹下5不允许。面积和深度。金属比的凹入值。可以出现在焊缝正允许个别的小孔6允许个别的小孔。及夹渣。反面。允许局部超过允许局部超过 a7 a 1+0.6b 。1+0.3b 。允许有局部位置8不允许。存在。允许有局部较深9允许有局部浅
9、的凹陷。的凹陷。第5页共7页表 5角焊缝外观要求序号图示说明类类a:为基本尺寸 (即图b-a 1+0.10a ;b-a 1+0.15a1余高量最大为 4,允许局部小量的超中要求的焊角高)。最大为 3。过此值。2焊缝凹陷a:为基本尺寸 (即图不允许。a-b=0.3+0.05a 最大为 1。中要求的焊角高)。3咬边不允许。允许浅的、 个别的(局部的)。4气孔夹渣不允许。允许个别的。5气孔不允许穿透性和管壮气孔,不允许管状气孔、蜂窝气孔其它个别小孔是允许的。其它气孔是允许的。6夹渣不允许。不能有条状夹渣,个别其它形状的允许存在。7缩孔不允许。允许个别小的。8裂纹不允许。不允许。焊接件焊接接头的机械性
10、能(即:焊接接头冲击性能、焊接接头及焊缝金属的拉伸、焊缝及熔敷金属拉伸性能、焊接接头弯曲和压扁性能及焊接接头应变时效敏感性能等)应符合焊接件图样或技术文件的规定。5.3 试验方法5.3.1外观5.3.1.1目视距离一般为 600mm,眼睛与被检零部件表面所成视角不应小于30°,在 1000 1500lx 光照度下。5.3.1.2用目测或借助 5倍放大镜进行。5.3.1.3焊点(缝)位置、焊点直径(焊缝宽度)和压痕深度用7 10倍放大镜及量具进行。5.3.1.4焊接外部缺陷、表面裂纹、气孔及严重的表面烧伤用目测及7 10倍放大镜进行。5.3.2尺寸5.3.2.1焊接件结构尺寸用通用量具
11、或检测样板进行。5.3.2.2焊缝成形尺寸及其它尺寸用目测样板或焊接检测尺或焊缝角度尺进行。5.3.3焊缝5.3.3.1焊缝内部用射线探伤或超声波探伤等无损探伤法进行。5.3.3.2焊缝外部用目视及通用或专用量具进行。5.3.4焊接接头机械性能5.3.4.1焊接接头冲击性能试验按GB/T 2650-2008 的规定进行。5.3.4.2焊接接头及焊缝金属的拉伸性能试验按GB/T 2651-2008的规定进行。5.3.4.3焊缝及熔敷拉伸性能试验按GB/T 2652-2008 的规定进行。5.3.4.4焊接接头弯曲性能试验按GB/T 2653-2008 的规定进行。5.3.4.5焊接接头应变时效敏
12、感性试验按GB/T 2655-1981 的规定进行。第6页共7页5.3.4.6电动车焊接件焊接接头的机械性能试验也可通过电动车台架强化试验或道路试验等效进行,试验后电动车焊接件应无裂纹及变形等缺陷。5.4 检验规则5.4.1焊接件应经质量部检验合格,并附有检验合格证后方能转序或出厂。5.4.2成品检验5.4.2.1成品检验由验收方品管部门进行。5.4.2.2成品检验按 GB/T 2828.1-2012 中规定的正常一次性抽样检验方案的规定进行,其中:IL 为一般检查水平, AQL=1.0 。5.4.2.3未检项目,应保证仍符合本标准的规定。5.4.3型式检验5.4.3.1有下列情况之一时,应进
13、行型式检验:a) 新产品或者转厂生产的试制定型鉴定;b) 正式生产后,如结构、材料、工艺重大改变可能影响产品性能时;c) 成批生产,产品质量定期检查;d) 产品停产 1年以上恢复生产时;e) 上级质量监督部门提出型式检验要求时。检验项目型式检验项目为第4章要求规定的全部项目。5.4.5抽样规定作型式检验的焊接件应从成品检验合格的同一批中随机抽取, 每次抽取样品数量应不少于5件。先按成品检验项目试验合格后,再按型式检验项目进行试验。5.4.6型式检验必须全部符合本标准的规定。若有一项目不合格时,应重新抽取加倍数量样品就该不合格项目进行复检一次,如仍然不合格,则型式检验不予通过。5.5 包装、运输及贮存5.5.1包装5.5.1.1外购外协焊接件的包装结构应符合供需双方签定的合同或协议的要求。5.5.1.2包装结构应具备对焊接件的有效防护能力,对裸露的部位应按照
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025年【汽车修理工(高级)】考试试题及答案
- 剪力墙混凝土工程验收记录
- 智慧消防系统应用考核办法
- 高校行政楼火灾应急演练脚本
- 某纺织厂织布质量标准执行细则
- 某铜业厂熔炼操作办法
- 麻纺企业市场开拓准则
- 出版定制化支付服务协议
- 下肢截瘫康复训练被动方案
- 年产1000件汽车焊接机器人底座项目可行性研究报告模板-立项拿地
- AI在学前教育中的应用
- 清醒俯卧位通气护理规范
- 鲜风生活人员精简方案
- 《入古出新》教学设计-2025-2026学年人教版(新教材)初中美术八年级下册
- 炉窑安全管理制度
- 肺结核防治知识培训
- 120调度员培训制度
- 混凝土路面修复详细施工方案
- 2026年中电金信数字科技集团股份有限公司招聘备考题库及参考答案详解一套
- 2025天津国家合成生物技术创新中心有限公司招聘笔试历年参考题库附带答案详解
- 辐射杂散课件
评论
0/150
提交评论