


版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、课 程 设 计 课程名称_机械制造技术基础 题目名称_ 机械加工精度设计 学生学院_机电工程学院_专业班级_ 微电子制造2班_ 学 号 3214000466 学生姓名 丁云仕 2016年12月4日目录一 柱塞机械加工工艺规程制定任务书2二 计算生产纲领,确定生产类型.3三 零件主要功用和技术要求.3四 选择毛胚.5五 工艺分析.5六 工艺规程设计.6七 机械加工工艺过程卡7八 机械加工工序卡.11九 总结.19十 参考文献.20一、柱塞机械加工工艺规程制订任务书1 柱塞10501020102圆柱套筒任务要求:考虑毛胚选择、工艺路线、采用的设备、达到精度所采用的工装和定位方法。 1.上述制定指定
2、零件(或零件组)的机械加工工艺规程,编制机械加工工艺卡片,选择所用机床、夹具、刀具、量具、辅具 2.对所制定的工艺进行必要的分析论证和计算;3.确定毛坯制造方法及主要表面的总余量;4.确定主要工序的加工余量、工序尺寸、公差和技术要求;5.对主要工序进行工序设计,编制合理的机械加工工艺规程卡,画出的工序简图,选择切削用量; 6.定位基准的选择,设计某一工序的夹具,绘制夹具装配图和主要零件图;7.编写设计说明书。二、计算生产纲领,确定生产类型查表一 表一确定生产类型按计算公式N=Qn(1+%+%)其中零件在每台产品中的数量n=1(件/台),年产量Q=20000(件/年),废品率%=2%,备品率%=
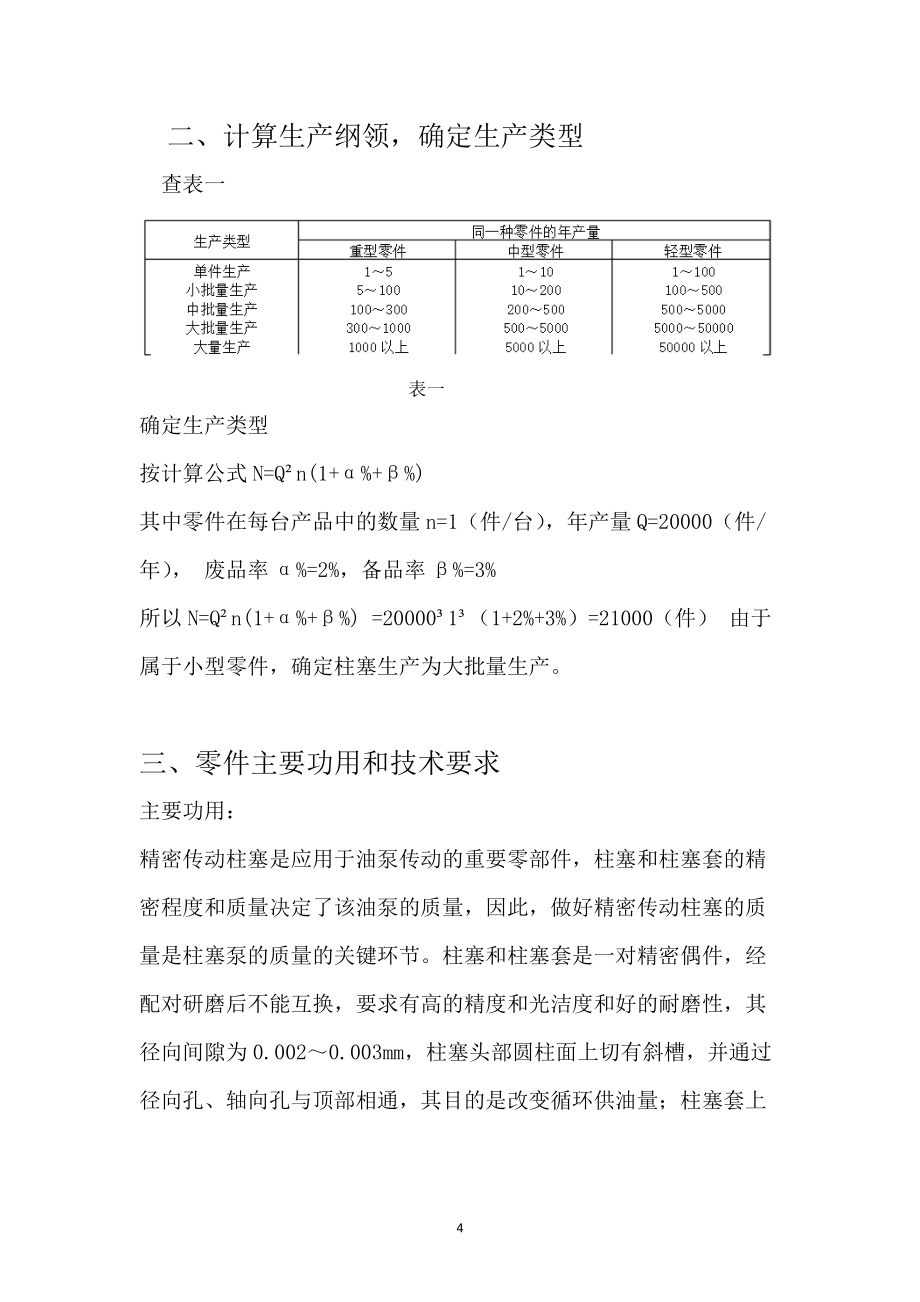
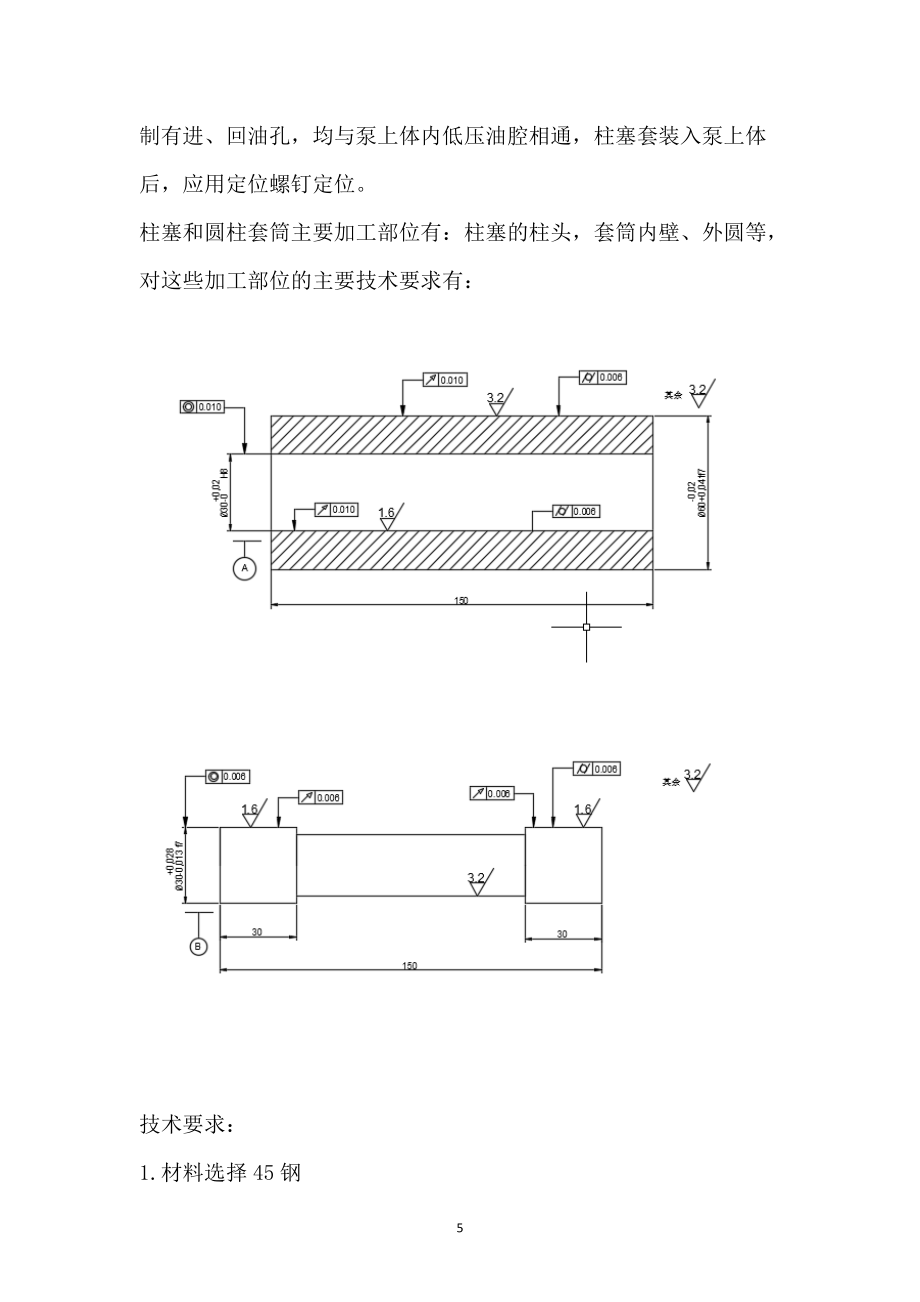
3、3%所以N=Qn(1+%+%)=200001(1+2%+3%)=21000(件)由于属于小型零件,确定柱塞生产为大批量生产。三、零件主要功用和技术要求主要功用:精密传动柱塞是应用于油泵传动的重要零部件,柱塞和柱塞套的精密程度和质量决定了该油泵的质量,因此,做好精密传动柱塞的质量是柱塞泵的质量的关键环节。柱塞和柱塞套是一对精密偶件,经配对研磨后不能互换,要求有高的精度和光洁度和好的耐磨性,其径向间隙为0.0020.003mm,柱塞头部圆柱面上切有斜槽,并通过径向孔、轴向孔与顶部相通,其目的是改变循环供油量;柱塞套上制有进、回油孔,均与泵上体内低压油腔相通,柱塞套装入泵上体后,应用定位螺钉定位。柱
4、塞和圆柱套筒主要加工部位有:柱塞的柱头,套筒内壁、外圆等,对这些加工部位的主要技术要求有:技术要求:1.材料选择45钢2.调质处理,表面硬度为58-64HRC3.末端倒角角半径为R1.54.工件在工作时有相对运动,因此采用间隙配合;5.由于无专门要求,采用基孔制;6.查优先配合选用表,按一般转速,采用一般间隙,考虑一定精度和加工经济性H8/f7四、选择毛胚1、确定毛胚制造方法本零件的主要功用是传递小动力,其工作时需承受不大的冲击载荷,不过要求有较高的强度和刚度,保持配合的精确性。由于需要进行滑动摩擦,所以表面必须有足够的硬度。因此柱塞必须选用45钢,先进行调质,表面再进行淬火。圆柱套内表面也要
5、经过表面淬火。2、确定加工余量柱塞:确定直径上总余量为4mm,高度(轴向)方向上总余量为6mm。进给量为f=0.4mm/r切削速度为v=100m/min。圆柱套:确定内外直径上总余量为4mm,高度(轴向)方向上总余量为6mm。进给量为f=0.6mm/r,切削速度为v=100m/min。五、工艺分析1.柱塞工艺分析1)、由于柱塞的同轴度和圆跳动度三爪卡盘不够要求,最后应该用两端顶尖定位方法来加工外圆,所以粗加工时应该加工出两端顶尖孔,以外圆为粗基准,用三角卡盘定位,车端面,加工两端中心孔和车出大致轮廓,留出足够余量为后面半精车和精车做准备。2)、不能用毛坯外圆装夹两次钻两端中心孔,而应该以毛坯外
6、圆作粗基准,先加工一个端面,钻中心孔,精车出另一端外圆;然后以已精车过的外圆作基准,用三爪自定心卡盘装夹(有时在上工步已车外圆处搭中心架),车另一端面,钻中心孔。如此加工中心孔,才能保证两中心孔同轴3)、用两端顶尖定位时,有一端需要夹紧工件来拨动工件转动,若留有余量用于夹紧,后续加工工序繁多复杂,所以应采用加工完未夹紧的一端后拆下来调转加工另外一头。2、圆柱套筒工艺分析1)、外圆精度要求没那么高,所以可以用三角卡盘夹紧定位,进行外圆车加工,然后再以外圆为基准,进行孔加工,由于内孔有精度要求,要进行钻、扩、铰加工。2)、由于孔加工完毕后进行热处理时,要进行内孔表面淬火,来加强内表面的耐磨度和硬度
7、,但淬火可能有残余内应力,淬火后应该检查,如果变形发生,可以再进行低温回火,消除内应力,然后为了保证内孔精度和粗糙度,要进行内孔磨削,使内表面光滑耐磨。六、工艺规程设计1、柱塞:粗车(三爪卡盘)钻中心孔半精车和精车(芯轴)热处理修研中心孔(三爪卡盘)磨削(芯轴)检验2、圆柱套筒: 粗车,精车(三爪卡盘)钻、扩、铰孔热处理磨削检验七、机械加工工艺过程卡广东工业大学14级机电微电二班丁云仕 机械加工工艺过程卡 零件图号零件名称1套筒工序号工序名称及内容机床夹具刀具量具辅具工时名称型号名称规格名称规格1粗车外圆和端面普通车床CA6140三爪卡盘左偏刀90钢尺游标卡尺1500.02/200半精车外圆,
8、端面普通车床CA6140三爪卡盘左偏刀90游标卡尺0.02/200切倒角普通车床CA6140三爪卡盘倒角刀452中间检验游标卡尺0.02/2003钻孔普通车窗CA6140三爪卡盘麻花钻切断普通车床CA6140三爪卡盘切断刀90半精车另一端面普通车窗CA6140三爪卡盘左偏刀90扩孔普通车床CA6140三爪卡盘扩孔钻游标卡尺0.02/200绞孔普通车床CA6140三爪卡盘绞刀游标卡尺0.02/2004中间检验游标卡尺、内径百分表0.02/2000-55热处理6磨内圆内圆磨床M2120三爪卡盘游标卡尺0.02/2007最终检验游标卡尺、内径百分表0.02/2000-5设计者丁云仕指导老师 李伟华共
9、2页广东工业大学14级机电微电二班丁云仕机械加工工艺过程卡零件图号零件名称2柱塞工序号工序名称及内容机床夹具刀具量具辅具工时1名称型号名称规格名称规格粗车端面普通车床CA6140三爪卡盘左偏刀90钢尺150粗车外圆普通车床CA6140三爪卡盘左偏刀75游标卡尺0.02/200切断,调头夹紧,重复普通车床CA6140三爪卡盘切断刀90游标卡尺0.02/200钻中心孔车床CA6140三爪卡盘麻花钻游标卡尺0.02/200中间检验游标卡尺内径百分表0.02/20018-251半精加工一端配合面和端面普通车床CA6140芯轴左偏刀90游标卡尺0.02/200精车普通车床CA6140芯轴左偏刀90游标卡
10、尺0.02/200车倒角普通车床CA6140芯轴倒角刀45调头重复上面三个工步普通车床CA6140芯轴左偏刀90游标卡尺0.02/2002中间检验游标卡尺内径百分表0.02/2000-53热处理4磨外圆磨床M2120芯轴游标卡尺0.02/2005最终检验游标卡尺内径百分表0.02/2000-5设计者丁云仕指导老师李伟华共2页八、机械加工工序卡片2014级机电微电二班丁云仕机械加工工序卡片产品名称及型号零件名称零件图号工序名称工序号共3页套筒1车端面,绞孔1第1页车间工段材料名称材料牌号力学性能45钢加工件数技术等级设备名称设备编号夹具19车床CA6140三爪卡盘工步号工步内容主轴转速/(r/m
11、in)切削速度/(m/min)切削深度/mm工时定额机动辅助1三爪卡盘夹紧2车端面120010023车外圆表面至24,长度60mm120010024钻孔,孔径85车一端端面120010026车倒角,倒角C1.5120017切断至长度56mm5008调头夹紧9重复工步5 10扩孔至孔径911绞孔至9.62014级机电微电二班丁云仕机械加工工序卡片产品名称及型号零件名称零件图号工序名称工序号共2页套筒1热处理2第2页车间工段材料名称材料牌号力学性能45钢加工件数技术等级设备名称设备编号夹具18炉子工步序号工步内容1调质,表面淬火加高温回火2014级机电微电二班丁云仕机械加工工序卡片产品名称及型号零
12、件名称零件图号工序名称工序号共3页套筒1磨孔3第3页车间工段材料名称材料牌号力学性能45钢加工件数技术等级设备名称设备编号夹具18磨床工步序号工步内容1磨削内孔至10mm2014级机电微电二班丁云仕机械加工工序卡片产品名称及型号零件名称零件图号工序名称工序号共6页柱塞2车端面 1第1页车间工段材料名称材料牌号力学性能45钢加工件数技术等级设备名称设备编号夹具17车床CA6140三爪卡盘芯轴工步号工步内容主轴转速/(r/min)切削/(m/min)速度切削深度/mm工时定额机动辅助1三爪卡盘夹紧2粗车端面120010033粗车圆柱外表面车不配合圆柱面至812001001
13、5车接合端面120010016钻孔612007切断长度为53mm4008调头三爪卡盘装夹9粗车另一端端面1200100210芯轴定位装夹10011半精车配合圆柱面至123600100112精车配合圆柱面至1140001000.513切倒角C1.51200114调头装夹15重复工步11,12,13,142014级机电微电二班丁云仕机械加工工序卡片产品名称及型号零件名称零件图号工序名称工序号共6页柱塞2热处理2第3页车间工段材料名称材料牌号力学性能45钢加工件数技术等级设备名称设备编号夹具17炉子工步内容调质,表面淬火2014级机电微电二班丁云仕机械加工工序卡片产品名称及型号零件名称零件图号工序名
14、称工序号共6页柱塞2钳工 3第4页车间工段材料名称材料牌号力学性能45钢加工件数技术等级设备名称设备编号夹具17工步内容修研中心孔2014级机电微电二班丁云仕机械加工工序卡片产品名称及型号零件名称零件图号工序名称工序号共6页柱塞2磨外圆4第5页车间工段材料名称材料牌号力学性能45钢加工件数技术等级设备名称设备编号夹具17外圆磨床M2120芯轴工步号工步内容主轴转速/(r/min)切削/(m/min)速度切削深度/mm工时定额机动辅助1芯轴装夹2磨两端配合圆柱表面40000.2九、总结这次的工艺规程设计报告花费了我较多的时间,花费大量时间来查询资料,说到底还是自己知识掌握不牢靠,知识面窄,但是这
15、次的时间并没有白花,我确确实实学到了不少干粮。在设计过程中,需要将理论的知识用于实践,看似简单,做起来确实一点也不简单,很多细节要注意、考虑。在工艺设计过程中,最大的问题要素是工艺卡的设计,由于工艺卡的参数要查阅大量的资料和精心考虑方能完成,这个过程虽然漫长但是经过这样的训练之后我收获颇丰。这个工艺设计,虽然零件的结构比较简单,但是,设计过程所涵盖的知识点却很多,其中包括零件工艺参数设计、加工工具选择、加工夹具选择、加工车床的选择等等方面的内容。在设计的过程中还要兼顾到产品的质量和生产的效率。在设计产品的过程中我们不能不能仅仅的考虑如何将产品设计得怎么漂亮怎么创新,我们还需要考虑到产品在加工过程中可能遇到的问题和困难,能不能在现有的设备上加工出来,加
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025年儿科发烧常见病例诊断模拟考试卷答案及解析
- 2025年急救医学院校急救技能操作演练综合测试卷答案及解析
- 2025年康复医学常见治疗手法应用测试题答案及解析
- 关于定金协议书
- 房屋无偿使用协议书
- 差分协议书分类
- 2025年医学伦理学案例分析与决策模拟测试答案及解析
- 2025年眼科学专业疾病诊断处理测试答案及解析
- 2025年福建省泉州市华侨大学招标与采购管理中心招聘1人考前自测高频考点模拟试题及答案详解(夺冠)
- 2025年呼吸内科慢性呼吸系统疾病诊治技能模拟测试答案及解析
- 2025年淮南市大通区和寿县经开区公开招聘社区“两委”后备干部30名笔试备考题库及答案解析
- 2025云南红河红家众服经营管理有限公司社会招聘工作人员8人笔试参考题库附带答案详解
- 2025双11大促商家一站式指南
- 助理医师考试题库及答案
- 电梯管理安全试题库及答案解析
- 2.2 6、7的加减法(课件)数学青岛版一年级上册(新教材)
- DL-T 794-2024 火力发电厂锅炉化学清洗导则
- 消防战斗服穿戴培训课件
- 老年病人误吸预防及护理
- 国庆假期安全课件小学
- 内科进修汇报护理
评论
0/150
提交评论