



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、控制图与过程能力(nngl)分析-SPC品质(pnzh)培训项目讲义 第一页,共135页。课程课程(kchng)纲要纲要n控制图n 1.控制图的历史,发展n 2.控制图说明/原理/目的(md)n 3.正态分布说明 n 4. ,风险说明n 5. 控制图分类及使用n 6. X-R,X-Rn P, c, u控制图 及识图n 7.使用控制图注意事项n过程分析SPCn 8.过程分析是否在控制状态(zhungti)的判定n 9.过程能力的定义及表示法n 10. Ca, Cp, Cpk, Pp, Ppk, Cmk指數說明 n 11.过程能力的计算n 12.控制图,过程定义的综合运用n 第二页,共135页。控
2、制控制(kngzh)图的历史与发展图的历史与发展n控制图是控制图是19241924年由美国品管大师修华特年由美国品管大师修华特(W.A. (W.A. Shewhart)Shewhart)博士发明博士发明n19401940年前后年前后, ,英美逐渐将控制图引入工厂实际英美逐渐将控制图引入工厂实际应用其效果也渐被肯定应用其效果也渐被肯定n1941-19421941-1942制定成美国标准制定成美国标准n19501950年戴明年戴明(W.E.Deming)(W.E.Deming)到日本开讲习会到日本开讲习会, ,此此后后, ,控制图的应用在日本企业广为普及控制图的应用在日本企业广为普及, ,并于并于
3、19541954年开始年开始(kish)(kish)制定成为制定成为JISJIS里的条款陆里的条款陆续订了续订了JISZ9021JISZ9021,90229022,90239023第三页,共135页。何为何为(h wi)控制图控制图n以产品的实际品质为特性值与代表过程实力的控制界限以产品的实际品质为特性值与代表过程实力的控制界限(jixin)(jixin)比较比较, ,而以推移图而以推移图( (时间序列时间序列) )形式表现出来形式表现出来n其中其中: :纵轴表制品的品质特性纵轴表制品的品质特性, ,横轴表制品制造时间横轴表制品制造时间; ;用中用中心线及上下界限心线及上下界限(jixin)(
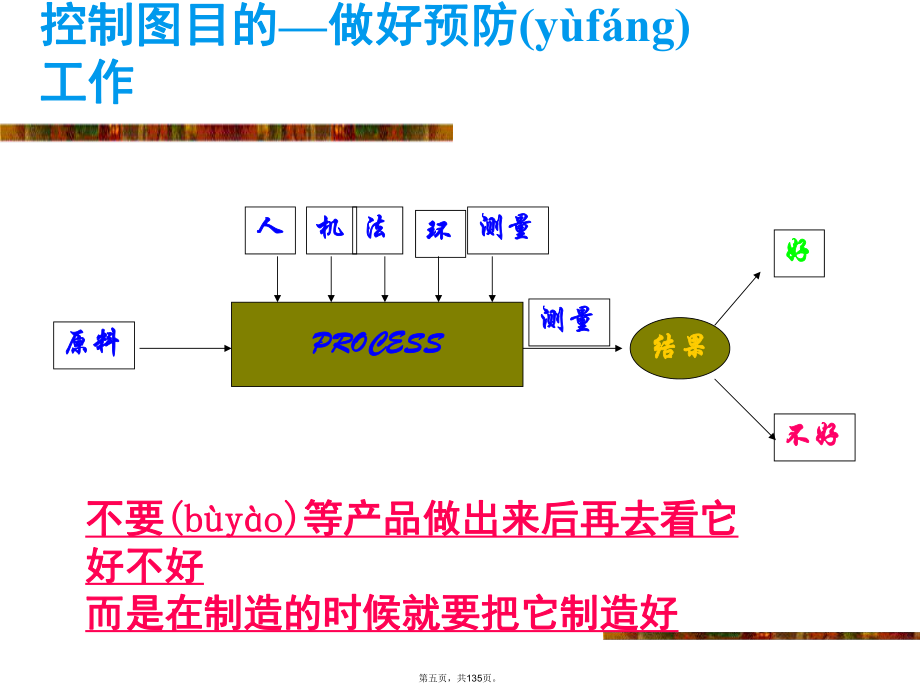
4、jixin)来反应品质变动情况来反应品质变动情况. .n 图例图例: :中心线上控制线下控制线有异常有异常(ychng)第四页,共135页。控制图目的控制图目的做好预防做好预防(yfng)工作工作 PROCESSPROCESS原料原料人人机机 法法环环测量测量测量测量结果结果好好不好不好不要不要(byo)(byo)等产品做出来后再去看它等产品做出来后再去看它好不好好不好而是在制造的时候就要把它制造好而是在制造的时候就要把它制造好第五页,共135页。控制控制(kngzh)图优点图优点 控制图和一般的统计图不同,因其不仅能将数值以曲线表示出来,以观其变异之趋势,且能显示变异系属于机遇性或非机遇性,
5、以指示(zhsh)某种现象是否正常,而采取适当之措施。 名称作法优点直方图制程完成后才调制程完成后才调查收集数据查收集数据便于掌据某时期之过程状况便于掌据某时期之过程状况,属静属静态态控制图于制程中连续调于制程中连续调查收集数据查收集数据在连续的过程中了解过程之变化在连续的过程中了解过程之变化,属动态属动态第六页,共135页。THE WAYWE WORK/BLENDING OFPREVIOUSLYPEOPLEEQUIPMENTMATERIALMETHODSENVIRONMENTPRODUCTOR SERVICECUSTOMERIDENTIFYINGCHANGING NEEDSAND EXPEC
6、TATIONSVOICE OF CUSTOMERSTATISTICALMETHODSVOICE OF THE PROCESSINPUTPROCESS/SYSTEM OUTPUTPROCESS CONTROL SYSTEM MODELWITH FEEDBACK第七页,共135页。计数值计数值(shz)和计量值和计量值n何为何为(h wi)计数值计数值?n何为何为(h wi)计量值计量值?n例:例:1、课堂的人数属于、课堂的人数属于?n 2、大家的平均年龄属于、大家的平均年龄属于?物体数目只能(zh nn)用自然数来计量的可能连续的数值来计量的计数值计量值第八页,共135页。计量值的分布计量值的分
7、布(fnb)表表达达位置:中心值形状:峰态分布宽度第九页,共135页。控制控制(kngzh)图原理说明图原理说明群体(qnt)平均值=标准差=+k+k-k-k抽樣718. 221222)(eexkk第十页,共135页。控制控制(kngzh)图原理图原理k在内的概率在外的概率0.6750.00%50.00%168.26%31.74%1.9695.00%5.00%295.45%4.55%2.5899.00%1.00%399.73%0.27%699.9997%3.4PPM第十一页,共135页。正态分布概率正态分布概率(gil)99.73%68.26%95.45%+1+2+3-1-2-3第十二页,共1
8、35页。中央极值中央极值(j zh)定理定理),(12Nn正态函数看作标准通常把24 )4,( , 4,2xmeanitNthennwhen39 )9,( , 9,2xmeanitNthennwhen第十三页,共135页。有限有限(yuxin)群体修正系群体修正系数数nENnxX )( then101 if1)( then101 ifNnNnXENnx第十四页,共135页。控制控制(kngzh)图原理说明图原理说明xxxx3 3xxx33中心線上控制限UCL下控制限LCL个别个别(gbi)(gbi)值的正态值的正态分布分布平均值的正态分布平均值的正态分布控制控制(kngzh)(kngzh)图的
9、图的正态分布正态分布第十五页,共135页。控制图使用控制图使用(shyng)时机时机n只有制程在稳定、控制状态才能使用控只有制程在稳定、控制状态才能使用控制图制图n控制状态判定标准是:过程的变动大部控制状态判定标准是:过程的变动大部分是偶然原因引起分是偶然原因引起(ynq);4M皆按一定皆按一定标准、很稳定的进行作业;结果稳定可标准、很稳定的进行作业;结果稳定可预测,有异常可马上发现。预测,有异常可马上发现。第十六页,共135页。管制管制(gunzh)界限和规格界限和规格界限界限n规格界限:是用以说明(shumng)品质特性之最大许可值,来保证各个单位产品之正确性能。n管制界限:应用于一群单位
10、产品集体之量度,这种量度是从一群中各个单位产品所得之观测值所计算出来者。 第十七页,共135页。过程过程(guchng)变动与管制变动与管制界限界限n过程必定会有变动(bindng),无法做出完全同样的产品,其变动(bindng)的原因可分为两类:一为偶然原因,另一为异常原因。n过程的变动(bindng)如在管制界限以内,我们可以认为过程处在受控状态;反之如变动(bindng)点超过管制界限则认为过程中有异常,以此告诉我们应对过程进行不再处于稳定状态第十八页,共135页。过程过程(guchng)的组成及的组成及分析方法分析方法人人机机器器材料材料方法方法测测量量环环境境 制程为何(wih)变动
11、特性特性(txng)(txng)要因图要因图过程分析的常用过程分析的常用手法手法第十九页,共135页。偶然偶然(u rn)原因与异常原因与异常原因原因偶然原因:指的是造成随着时间推移具有稳定的且可重复分布过程中的许多变差的原因,我们称之为:“处于统计控制状态”、“受统计控制”,或简称“受控”,表现为一个稳定系统的原因。只有变差的原因存在且不改变时,过程的输出才可以预测。异常原因:指的是造成不是始终作用于过程的变差的原因,即当它们出现时将造成(整个)过程的分布改变。除非所有的原因都被查找出来(ch li)并且采取了措施,否则它们将继续用不可预测的方式来影响过程的输出。如果系统内存在变差的原因随时
12、间的推移,过程的输出将不稳定。属外界变化引起的第二十页,共135页。偶然偶然(u rn)原因与异常原因与异常原因原因偶然原因异常原因1)大量微小的原因2)每个微小原因变动小3)不易除去例如:同批原料内 机器振动引起,天气转热,熟手操作等微小变动1)一个或几个大原因2)任何一个皆可能发生大变动3)对品质影响大,可避免且必须除去例如:原料群体不良,机器磨损,刀具磨损、生手未训练等第二十一页,共135页。控制控制(kngzh)图常见的两种错误图常见的两种错误说明说明n对于仅仅对于仅仅(jnjn)(jnjn)存在偶然因素的情况下存在偶然因素的情况下, , 点子越点子越出控制界限外而判断过程发生变化的错
13、误出控制界限外而判断过程发生变化的错误, , 即将正常即将正常判断为异常的错误是可能发生的判断为异常的错误是可能发生的. . 这种错误称为第一这种错误称为第一种错误即种错误即错误错误. . n当过程具有某种非偶然因素影响当过程具有某种非偶然因素影响, , 致使过程发生程致使过程发生程度不同的变化度不同的变化. . 但由于此变化相应的一些点落在控制但由于此变化相应的一些点落在控制界限內界限內, , 从而有可能发生判断过程未发生变化的错误从而有可能发生判断过程未发生变化的错误, , 这种错误称为第二种错误即这种错误称为第二种错误即错误错误. .第二十二页,共135页。控制图常见的两种错误控制图常见
14、的两种错误(cuw)说明说明n发生第一种错误时, 虛发警报, 由于徒劳地查找原因並为此采取了相应的措施, 从而造成损失. 因此, 第一种错误又称为徒劳错误.发生第二种错误时漏发警报, 过程已经处于不稳定(wndng)状态, 但並未采取相应的措施, 从而不合格品增加, 也造成損失.n两种错误带来的风险见下图表说明第二十三页,共135页。“”及“”风险(fngxin)说明“”风险说明“”风险(fngxin)说明第二十四页,共135页。“”及及“”风险风险(fngxin)说说明明控制界限控制界限“”值值32%24.56%30.27%40.005%均值移动均值移动“”值值97.72%284.13%35
15、0%415.87%第二十五页,共135页。控制控制(kngzh)图设计原理图设计原理01362兩種損失的合計第一(dy)钟错误损失第二种错误(cuw)损失第二十六页,共135页。控制控制(kngzh)图的种类图的种类n计量值控制计量值控制(kngzh)图图n平均值与全距控制平均值与全距控制(kngzh)图(图(X-R图)图)n平均值与标准差控制平均值与标准差控制(kngzh)图图n中位值与全距控制中位值与全距控制(kngzh)图图n个別值与移动全距控制个別值与移动全距控制(kngzh)图(图(X-Rm图)图)n计数值计数值(shz)控制图控制图n不良率控制图(不良率控制图(P图)图)n不良数控
16、制图(不良数控制图(P n图)图)n缺点数控制图(缺点数控制图(C图)图)n单位缺点控制图(单位缺点控制图(U图)图)第二十七页,共135页。两种控制两种控制(kngzh)图的图的比较比较优 点缺 点计量值控制图1、用于过程的控制较灵敏,控、用于过程的控制较灵敏,控制特性的相关工程若有偏差,较制特性的相关工程若有偏差,较易显在化易显在化2、能及时并正确地找出不良原、能及时并正确地找出不良原因,使品质稳定。因,使品质稳定。在制造过程需要经常在制造过程需要经常抽样并测定打点,故抽样并测定打点,故较为麻烦而费时较为麻烦而费时计数值控制图1、只在生产完成后,才抽取样、只在生产完成后,才抽取样本来判断良
17、品与不良品,帮所需本来判断良品与不良品,帮所需数据可以简单方法获得。数据可以简单方法获得。2、对于整体品质概况的了解较、对于整体品质概况的了解较方便方便只靠此种控制图,常只靠此种控制图,常无法迅速找到异常的无法迅速找到异常的真因,而延误时机真因,而延误时机第二十八页,共135页。控制控制(kngzh)图的选择图的选择“n”=1025控制控制图的选择图的选择资料性质不良数或缺陷数单位大小是否一定“n”是否一定样本大小n2Cl的性质“n”是否图大“u”图“c”图“pn”图“p”图X-Rm图X-R图X-R图X-s图计数值计量值“n”=1n1中位数平均值“n”=25缺陷数不良数不一定一定一定不一定(y
18、dng)第二十九页,共135页。使用使用(shyng)控制图的准备控制图的准备n建立适用于实施的环境n定义过程n确定待管理的特性,考虑到n顾客的需求(xqi)n当前及潜在的问题区域n特性间的相互关系n确定测量系统n使不必要的差异最小化第三十页,共135页。质量质量(zhling)特性与控制图的选择特性与控制图的选择n为保证最终产品的质量特性, 需要考虑以下几个方面:n认真研究用户对产品质量的要求,确定这些要求哪些与质量特性有关,应选择与使用目的(md)有重要关系的质量特性來作为控制的項目.n有些虽然不是最终产品的质量特性, 但为了达到最终产品的质量目标, 而在生产过程中所要求的质量特性也应列为
19、控制项目第三十一页,共135页。质量特性质量特性(txng)与控制图的选择与控制图的选择n在同样能夠满足对产品质量控制(kngzh)的情況下,应该选择容易测定的控制(kngzh)項目. 用统计方法进行质量控制(kngzh)如无质量特性数据就无法进行.n在同样能夠滿足产品质量控制(kngzh)的情況下, 应选择对生产过程容易采取措施的控制(kngzh)項目.第三十二页,共135页。质量质量(zhling)特性与控制图的选择特性与控制图的选择n为了使控制最终取得最佳效果, 应尽量采取影响产品质量特性的根本原因有关的特性或接近根本原因的特性作为(zuwi)控制項目。n产品的质量特性有時不止一个, 则
20、应同時采取几个特性作为(zuwi)控制項目。第三十三页,共135页。使用使用(shyng)控制图的注意事項控制图的注意事項n分组问题分组问题n主要是使在大致相同的条件下所收集的主要是使在大致相同的条件下所收集的质量特性值分在一组质量特性值分在一组, 组中不应有不同本组中不应有不同本质的数据质的数据, 以保证组内仅有偶然因素的影以保证组内仅有偶然因素的影响响. n我们所使用的控制图是以影响过程的许我们所使用的控制图是以影响过程的许多变动因素中的偶然因素所造成的波动多变动因素中的偶然因素所造成的波动(bdng)为基准来找出异常因素的为基准来找出异常因素的, 因此因此, 必須先找出过程中偶然因素波动
21、必須先找出过程中偶然因素波动(bdng)这个基准。这个基准。第三十四页,共135页。分组时应考虑分组时应考虑(kol)的问题的问题时间质量特性过程的变化让组让组內內变变化只有偶然因素化只有偶然因素让组间变让组间变化只有非偶然因素化只有非偶然因素组内变异小组内变异小组间变异组间变异大大第三十五页,共135页。使用使用(shyng)控制图的注意事項控制图的注意事項n分层问题分层问题n同样产品用若干台设备进行加工时同样产品用若干台设备进行加工时, , 由由于每台设备工作精度、使用年限、保养状于每台设备工作精度、使用年限、保养状态等都有一定差异态等都有一定差异, , 这些差异常常是增加这些差异常常是增
22、加产品质量产品质量(chn pn zh lin)(chn pn zh lin)波动、使波动、使散差加大的原因散差加大的原因. . 因此因此, , 有必要按不同的有必要按不同的设备进行质量分层设备进行质量分层, , 也应按不同条件对质也应按不同条件对质量特性值进行分层控制量特性值进行分层控制, , 作分层控制图作分层控制图. . 另外另外, , 当控制图发生异常时当控制图发生异常时, , 分层又是为分层又是为了确切地找出原因、采取措施所不可缺少了确切地找出原因、采取措施所不可缺少的方法的方法. .第三十六页,共135页。层别的说明层别的说明(shumng)复合第三十七页,共135页。使用控制使用
23、控制(kngzh)图的注意事項图的注意事項n控制界限的重新计算控制界限的重新计算n为使控制线适应今后的生产过程为使控制线适应今后的生产过程, , 在确在确定控制图最初的控制线定控制图最初的控制线CLCL、UCLUCL、LCLLCL時時, , 常常需要反复计算常常需要反复计算, , 以求得切实可行的控以求得切实可行的控制图制图. . 但是但是, , 控制图经过使用一定时期后控制图经过使用一定时期后, , 生产过程有了变化生产过程有了变化, , 例如加工工艺改变、例如加工工艺改变、刀具改变、设备改变以及进行了某种技术刀具改变、设备改变以及进行了某种技术改革和管理改革措施后改革和管理改革措施后, ,
24、应重新收集最近应重新收集最近(zujn)(zujn)期间的数据期间的数据, , 以重新計算控制界以重新計算控制界限并作出新的控制图限并作出新的控制图. .第三十八页,共135页。为何为何(wih)控制界限应延用控制界限应延用第三十九页,共135页。建立控制建立控制(kngzh)图的四步骤图的四步骤A收集收集(shuj)数据数据B计算计算(j sun)控制限控制限C过过程控制解程控制解析析D过过程能力解程能力解析析第四十页,共135页。建立建立(jinl)X-R图的步骤图的步骤A阶阶段收集段收集数据数据A1A1选择选择子组大小、頻率和数据子组大小、頻率和数据子子组组大小大小子子组组頻率頻率子组数
25、大小子组数大小A2A2建立控制图及记录原始记录建立控制图及记录原始记录A3A3计计算每个子组的均值算每个子组的均值X X和极差和极差R RA4A4选择选择控制控制图图的刻度的刻度A5A5将将均均值值和和极极差差书书到控制到控制图图上上第四十一页,共135页。分组原则分组原则(yunz)n分组原则分组原则(yunz): 必须达到组内变必须达到组内变异小,组间变异大异小,组间变异大第四十二页,共135页。组数的要求组数的要求(yoqi)(最少最少25组组)当制程中心值偏差了二个标准差時,它在控制限內的概率为0.84那么连续(linx)25点在线內的概率为:0128. 084. 025第四十三页,共
26、135页。每个子组的平均值和极差的计算(j sun)11009899100982989998101973999710010098410010010199995101999910099平均99.698.699.410098.2极差33322第四十四页,共135页。平均值和极差的计算公式nxxxxxn.321minmaxxxRn平均值 的计算(j sun)nR R值的计算值的计算(j sun)(j sun)x第四十五页,共135页。建立建立(jinl)X-R图的步骤图的步骤B计算控制限计算控制限B1B1计计算平均极差及过程平均值算平均极差及过程平均值B2B2计计算控制限算控制限B3B3在控制图上作
27、出平均值和在控制图上作出平均值和 极差控制限的控制线极差控制限的控制线第四十六页,共135页。求平均值及控制求平均值及控制(kngzh)界限的计界限的计算公式算公式RDLCLRDUCLRCLRAXLCLRAXUCLXCLRRRXXX3422全距管制图平均值管制图kRRRRkxxxxXkk.21321全距管制图平均值管制图第四十七页,共135页。绘制绘制(huzh)控制界限与描点图例控制界限与描点图例UCLCLLCLUCLCLLCL00X R第四十八页,共135页。建立建立(jinl)X-R图的步骤图的步骤C过程控制解释C1分析极差图上的数据点C2识别并标注特殊原因(R图)C3重新計算控制界限(
28、R图)C4分析均值图上的数据点超出控制限的点链明显的非随机图形超出控制限的点链明显的非随机图形C5识别并标注特殊原因(X图)C6重新計算控制界限(X图)C7为了继续进行控制延長控制限第四十九页,共135页。控制控制(kngzh)图的判读图的判读n超出控制界限的点:出现一个或多个点超出任何(rnh)一个控制界限是该点处于失控状态的主要依据UCLCLLCL異常異常第五十页,共135页。控制控制(kngzh)图的判读图的判读n链:有下列现象之一即表明过程(guchng)已改变n连续7点位于平均值的一侧n连续7点上升(后点等于或大于前点)或下降。UCLCLLCL第五十一页,共135页。控制控制(kng
29、zh)图的判读图的判读n明显(mngxin)的非随机图形:应依正态分布来判定图形,正常应是有2/3的点落於中间1/3的区域。UCLCLLCL第五十二页,共135页。控制控制(kngzh)图的观察分析图的观察分析n作控制图的目的是为了使生产过程或工作过程处于“控制状态”. 控制状态即稳定状态, 指生产过程或工作过程仅受偶然因素的影响,产品质量特性的分布基本上不随时间而变化的状态. 反之,则为非控制状态或异常状态.n控制状态的标准可归纳为二条:n第一条, 控制图上点不超过(chogu)控制界限; n第二条, 控制图上点的排列分布没有缺陷.第五十三页,共135页。控制图的观察控制图的观察(gunch
30、)分析分析n进行控制所遵循的依据:n连续25点以上(yshng)处于控制界限内;n连续35点中, 仅有1点超出控制界限;n连续100点中, 不多于2点超出控制界限.n五种缺陷n链: 点连续出现在中心线 CL 一側的現象称为链, 链的長度用链內所含点数多少來判別.n当出現5点链时, 应注意发展情況, 检查操作方法有無异常;n当出現6点链时, 应开始调查原因;n当出現7点链时, 判定为有异常, 应采取措施.第五十四页,共135页。控制图的观察控制图的观察(gunch)分析分析n从概率的計算中, 得出结论:n点出在中心线一侧的概率A1=1/2n点连续出现在中心线一侧的概率A1=(1/2)7 = 1/
31、128 (0.7%)即在128次中才发生一次, 如果是在稳定生产(shngchn)中处于控制状态下, 这种可能性是极小的. 因此, 可以认为这时生产(shngchn)状态出现异常. n偏离: 较多的点间断地出现在中心线的一侧时偏离. 如有以下情況則可判断为异常状态. n连续的11点中至少有10点出現在一侧时;n连续的14点中至少有12点出現在一侧时;n连续的17点中至少有14点出現在一侧时;n连续的20点中至少有16点出現在一侧时.第五十五页,共135页。控制控制(kngzh)图的观察分析图的观察分析n倾向: 若干点连续上升或下降(xijing)的情況称为倾向, 其判別准则如下:n当出现连续5
32、点不断上升或下降(xijing)趋向时, 要注意该工序的操作方法;n当出现连续6点不断上升或下降(xijing)趋向时, 要开始调查原因;n当出现连续7点不断上升或下降(xijing)趋向时, 应判断为异常, 需采取措施.n周期: 点的上升或下降(xijing)出现明显的一定的间隔时称为周期.n周期包括呈階梯形周期变动、波状周期变动、大小波动等情況.第五十六页,共135页。控制图的观察控制图的观察(gunch)分析分析n接近: 图上的点接近中心线或上下控制界限的現象称为接近. 接近控制界限时, 在中心线与控制界限间作(jinzu)三等分线, 如果在外侧的1/3帶狀区间內存在下述情況可判定为异常
33、:n连续3点中有2占(该2点可不连续)在外侧的1/3帶狀区间內;n连续7点中有3占(该3点可不连续)在外侧的1/3帶狀区间內;n连续10点中有4占(该4点可不连续)在外侧的1/3帶狀区间內;第五十七页,共135页。新控制新控制(kngzh)界限的计算界限的计算n通过对生产过程的工艺及管理的改善(gishn),过程能力相应改善(gishn),新控制界限计算公式如下:n估计估计(gj)过程标准过程标准偏差偏差2dRnewxnewxnewRnewRnewRAxLCLRAxUCLRDLCLRDUCLdR22342n计算计算新的控制限新的控制限第五十八页,共135页。实例(shl):组数12345678
34、9101112131416776747276747072707374737072268757374787472747876747675793687796757871737577757677758046979957280727176727577727278组数151617181920212223242526272817574706274788080725570737273274786564757781796856727374723787765627672817468587176707447972646175737974655672747476第五十九页,共135页。求:1、请计算出上表的X-R控
35、制图的控制限?2、请判定过程是否稳定?3、如果是不稳定该如何(rh)处理?4、在计算控制限时把n=4调为n=5时,那么其新控制限是?第六十页,共135页。X-R控制控制(kngzh)图实例图实例一、计算(j sun)每组均值和极差组数123456789101112131416776747276747072707374737072268757374787472747876747675793687796757871737577757677758046979957280727176727577727278每组均值6876.75 84.5 73.257872.75 71.5 74.25 74.25 7
36、4.75 75.25 74.57377.25极差242234334833558组数151617181920212223242526272817574706274788080725570737273274786564757781796856727374723787765627672817468587176707447972646175737974655672747476每组均值76.575.256662.25757580.25 76.75 68.25 56.25 71.257472.5 73.75极差56632626732344第六十一页,共135页。X-R控制控制(kngzh)图实例图实例二、
37、计算(j sun)总体均值857.428136.25.73282051.21321kRRRRkxxxxXkk全距管制图平均值管制图第六十二页,共135页。X-R控制控制(kngzh)图实例图实例三、计算(j sun)控制限0857.4*016.11857.4*282.2893.469.69857.4*729.025.7381.76857.4*729.025.7325.733422RDLCLRDUCLRCLRAXLCLRAXUCLXCLRRRXXX全距管制图平均值管制图第六十三页,共135页。X-R控制控制(kngzh)图实例图实例四四、绘绘控控制制图图第六十四页,共135页。X-R控制控制(k
38、ngzh)图实例图实例五、分析判定五、分析判定 观察控制图,观察控制图,Xbar图和图和R图,发现都有图,发现都有点超出控制界限,故判定生产过程不稳定点超出控制界限,故判定生产过程不稳定六、生产过程解析六、生产过程解析追查到超差点对应追查到超差点对应(duyng)的日期,分析的日期,分析产生的原因,做好记录,并查找当时的对产生的原因,做好记录,并查找当时的对策策观察图中点的走向,提出制程改善要点观察图中点的走向,提出制程改善要点各项改善完成后重新收集数据,做控制图各项改善完成后重新收集数据,做控制图第六十五页,共135页。X-R控制控制(kngzh)图实例图实例七、上面求出的分组均值不变时,只
39、把七、上面求出的分组均值不变时,只把n由由4变成变成5时,重新计算控制时,重新计算控制(kngzh)限限 此问题解答过程在于查表时的此问题解答过程在于查表时的A2和和D4的值作一个变化即可就出的值作一个变化即可就出第六十六页,共135页。建立建立(jinl)X-R图的步骤图的步骤D过过程能力解程能力解析析D1D1计计算算过过程的程的标准偏差标准偏差D2D2计算过计算过程能力程能力D3D3评价过程评价过程能力能力D4D4提高提高过过程能力程能力D5D5对对修改的修改的过过程程绘绘制控制制控制图并图并分析分析第六十七页,共135页。aC制程能力指标2)()2/(dRTXCa双边规格第六十八页,共1
40、35页。Cp制程能力指标內变差只考虑到固定变差或組单边规格下规格界限单边规格上规格界限雙邊規格2)(3)(3)(6dRLSLXCXUSLCLSLUSLCppp第六十九页,共135页。Cpk制程能力指标233)1(),min(dRSxCxSCCpCaCCClplupuplpupk第七十页,共135页。之补充制程能力指标Cpk36)(2)2(6)221 (6)221 (62)21 (6)21 (6)1 ()1 (),min(xSxSSSSSxSSSSSSSSxSSSSSSxSSSSSSxSSTxSSCaCpCaCpCplCpuCpkuululululululululululululululu代入上
41、式第七十一页,共135页。制程绩效指标及组间变差都考虑进去內变差制程绩效所表达的是组1)(33),min(12nxxSxPxSPPPPniilplupuplpupk第七十二页,共135页。群体群体(qnt)标准差的估計标准差的估計群体群体(qnt)平均值平均值=标准差标准差=对的估计(gj)1)(12142nxxcSdRSnnnx第七十三页,共135页。指數差异指數差异(chy)说明说明101418T1216CpCPLCPUCPKCpm1321.52.51.51.11T1014181216101418T1216CpCPLCPUCPKCpm1422.02.02.01.11CpCPLCPUCPKC
42、pm1522.51.51.51.11第七十四页,共135页。例二例二n请依照(yzho)上个例子的数据,计算其下列的各項指数結果,假设其规格为:755。nCanCpnCpknPpnPpk第七十五页,共135页。控制控制(kngzh)图的即时图的即时性性processTIME第七十六页,共135页。控制控制(kngzh)图运用说图运用说明明收集收集数据数据绘图绘图及計算及計算控制限控制限是否是否异异常常延伸控制限延伸控制限N N找出找出异异常常点点原因原因并并提出相提出相应应措施措施过过程有程有变变化化人人机机料法料法环测环测量量Y第七十七页,共135页。简介机器能力指数mkCkssxkxnxx
43、snxxkikiiniii12211211)( valuesample ofnumber valuesasmple theof sum第七十八页,共135页。简介机器能力指数mkCmumlC and C values two theofsmallest 3366mklmlumulumCSCSCSSTC第七十九页,共135页。何时何时(h sh)应用应用Cmk指数指数n新机器验收时n机器大修(d xi)后n新产品试制时n产品不合格追查原因时n在机械应和模具结合在一起考虑第八十页,共135页。nA收集数据,再计算各个子组的平均数和标准差。公式(gngsh)如下管制圖sX554321xxxxxx1)
44、(2nxxsi第八十一页,共135页。nB计算(j sun)控制界限管制圖sXSBLCLSBUCLSCLSAXLCLSAXUCLXCLRRRXXX3433标准差管制图平均值管制图第八十二页,共135页。管制圖sXnC过程控制解释(jish)n(同X-R图解釋)第八十三页,共135页。管制圖sX4csnD过程能力(nngl)解析其余(qy)指数同X-R管制图第八十四页,共135页。练习(linx):n收集100个数据,每5个为一组,做成统计表,依据所学的公式,并计算:n1、计算出上表的X-s控制图的控制限?n2、判定过程是否稳定?n3、如果(rgu)是不稳定该如何处理?第八十五页,共135页。控
45、制控制(kngzh)图小结图小结n合理使用控制图能n供正在进行过程(guchng)控制的操作者使用n利于过程(guchng)在质量上和成本上能持续地,可预测地保持下去n使过程(guchng)达到n更高的质量n更低的单件成本n更高的有效能力n为讨论过程(guchng)的性能提供共同的语言n区分变异的原因,作为采取局部措施或对系统采取措施的指南。第八十六页,共135页。nA收集数据n一般情況下,中位数图用在样本容量小于10的情況,样本容量为奇数時更为方便(fngbin)。如果子组样本容量为偶数,中位數是中间两个数的均值管制图RX第八十七页,共135页。nB计算(j sun)控制限管制图RXRDLC
46、LRDUCLRCLRAmXLCLRAmXUCLXCLXRRRXXX342323全距管制图值管制图第八十八页,共135页。n估计(gj)过程标准偏差:管制图RX2dR第八十九页,共135页。nC过程控制(kngzh)解释n(同X-R图解释)管制图RX第九十页,共135页。练习(linx):123456789101112131416776747276747072707374737072268757374787472747876747675793687796757871737577757677758046979957280727176727577727278567757573767270737274
47、7574757515161718192021222324252627281757470627478808072557073727327478656475778179685672737472378776562767281746858717670744797264617573797465567274747657575686572757675736073717070第九十一页,共135页。练习(linx):n计算出上表的X-R控制图的控制限?n判定过程是否稳定?n如果是不稳定該如何处理?n如果制程假设(jish)已稳定,但想将抽样数自n=5调为n=4时,那么其新控制限是?第九十二页,共135页。不良
48、不良(bling)和缺陷的说明和缺陷的说明结果举例控制图车不泄漏泄漏P图NP图灯亮不亮孔的直径尺寸太小或太大给销售商的货正确不正确风窗玻璃上的气泡C图U图门上油漆缺陷发票上的错误第九十三页,共135页。不良不良(bling)和缺陷控制图的流程和缺陷控制图的流程A收集收集(shuj)数据数据B计算计算(j sun)控制限控制限C过过程控制解程控制解释释D过过程能力解程能力解释释第九十四页,共135页。建立建立(jinl)p图的步骤图的步骤A阶阶段收集段收集数据数据A1A1选择选择子子组组的容量、頻率及的容量、頻率及数数量量子子组组容量容量分分组组頻率頻率子子组数组数量量A2A2计计算每算每个个子
49、子组内组内的不合格品率的不合格品率A3A3选择控制图选择控制图的坐的坐标标刻度刻度A4A4将将不合格品率描不合格品率描绘绘在控制在控制图图第九十五页,共135页。A1子组容量子组容量(rngling)、頻率、数量、頻率、数量n子组容量:用於计数型数据的控制图一般要求较大的子组容量(例如50200)以便检验出性能的变化,一般希望每组内能包括几个不合格品,但样本数如果太大也会有不利之处。n分组频率:应根据产品的周期(zhuq)确定分组的频率以便帮助分析和纠正发现的问题。时间隔短则反馈快,但也许与大的子组容量的要求矛盾n子组数量:要大于等于25组以上,才能判定其稳定性。Ppn51第九十六页,共135
50、页。A2计算计算(j sun)每个子组內的不合格品每个子组內的不合格品率率n记录每个子组内的下列值n被检项目的数量nn发现(fxin)的不合格项目的数量npn通过这些数据计算不合格品率nnpndp第九十七页,共135页。A3选择控制图的坐标选择控制图的坐标(zubio)刻度刻度n描绘数据点用的图应将不合格品率作为纵坐标,子组识别作为横坐标。纵坐标刻度应从0到初步研究(ynji)数据读数中最大的不合格率值的1.5到2倍。画图区域第九十八页,共135页。A4将不合格品率描绘将不合格品率描绘(miohu)在控图在控图上上n描绘每个子组的p值,将这些点连成线通常有助於发现异常图形(txng)和趋势。n
51、当点描完後,粗览一遍看看它们是否合理,如果任意一点比别的高出或低出许多,检查计算是否正确。n记录过程的变化或者可能影响过程的异常状况,当这些情况被发现时,将它们记录在控制图的“备注”部份。第九十九页,共135页。建立建立(jinl)p控制图的步骤控制图的步骤B计算控制限计算控制限B1B1计算过程计算过程平均不合格品率平均不合格品率B2B2计计算上、下控制限算上、下控制限B3B3画线并标画线并标注注第一百页,共135页。计算计算(j sun)平均不合格率及控制限平均不合格率及控制限npppLCLnpppUCLndpCLnnndddnnnpnpnpnppppkkkkk)1(3)1(3. .2121
52、212211中心线第一百零一页,共135页。例例第一百零二页,共135页。建立建立(jinl)p图的步图的步骤骤 C过过程控制用控制程控制用控制图解释图解释C1C1分析数据点,找出不稳定证据分析数据点,找出不稳定证据C2C2寻寻找并纠正特殊原因找并纠正特殊原因C3C3重新计算控制界限重新计算控制界限超出控制限的点链超出控制限的点链明显的非随机图形明显的非随机图形第一百零三页,共135页。分析分析(fnx)数据点,找出不稳定的证数据点,找出不稳定的证据据n点n线n面n以上三种(sn zhn)方式判定。第一百零四页,共135页。寻找并纠正寻找并纠正(jizhng)特殊原因特殊原因n当从数据中已发现
53、了失控的情况时,则必须研究操作过程以便确定其原因(yunyn)。然后纠正该原因(yunyn)并尽可能防止其再发生。由於特殊原因(yunyn)是通地控制图发现的,要求对操作进行分析,并且希望操作者或现场检验员有能力发现变差原因(yunyn)并纠正。可利用诸如排列图和因果分析图等解决定问题数据。第一百零五页,共135页。重新计算重新计算(j sun)控制限控制限n当进行初始过程研究或对过程能力重新评价时,应重新计算(j sun)试验控制限,以更排除某些控制时期的影响,这些时期中控制状态受到特殊原因的影响,但已被纠正。n一旦历史数据表明一致性均在试验的控制限内,则可将控制限延伸到将来的时期。它们便变
54、成了操作控制限,当将来的数据收集记录了后,就对照它来评价。第一百零六页,共135页。控制控制(kngzh)限运用说明限运用说明收集收集数据数据绘图绘图及及计计算算控制限控制限是否是否异常异常延伸控制限延伸控制限N N找出找出异异常常点点原因原因并并提出相提出相应应措施措施制制程有程有变变化化人人机机料法料法环测量环测量Y第一百零七页,共135页。建立建立(jinl)p的步骤的步骤 D过过程能力解程能力解释释D1D1计算过计算过程能力程能力D2D2评价过评价过程能力程能力D3D3改改进过进过程能力程能力D4D4绘绘制制并并分析修改分析修改后后的的过过程控制程控制图图第一百零八页,共135页。过程
55、过程(guchng)能力能力解释解释偶因和异因并存找出异因只剩偶因运用控制图过程稳定(连25点不超限)计算过程能力第一百零九页,共135页。计算计算(j sun)过程能力过程能力n对於p图,过程能力是通过过程平均不合率来表示,当所有点都受控后才计算(j sun)该值。如需要,还可以用符合规范的比例(1-p)来表示。n对於过程能力的初步估计值,应使用历史数据,但应剔除与特殊原因有关的数据点。n当正式研究过程能力时,应使用新的数据,最好是25个或更多时期子组,且所有的点都受统计控制。这些连续的受控的时期子组的p值是该过程当前能的更好的估计值。第一百一十页,共135页。评价评价(pngji)过程能过
56、程能力力縮小控制限过程稳定,不良率维持在一定的水平当中降低不良率采取管理上的措施降低偶因,如此才能缩小控制界限,降低不良率第一百一十一页,共135页。改善改善(gishn)过程能过程能力力n过程一旦表现出处於统计控制状态,该过程所保持的不合格平均水平即反应了该系統的变差原因过程能力。在操作(cozu)上诊断特殊原因(控制)变差问题的分析方法不适於诊断影响系统的普通原因变差。必须对系统本身直接采取管理措施,否则过程能力不可能得到改进。有必要使用长期的解决问题的方法来纠正造成长期不合格的原因。n可以使用诸如排列图分析法及因果分析图等解决问题技术。但是如果仅使用计数型数据将很难理解问题所在,通常仅可
57、能地追溯变差的可疑原因,并借助计量型数据进行分析,将有利於问题的解决第一百一十二页,共135页。绘制并分析修改绘制并分析修改(xigi)后的过程控后的过程控制图制图n当对过程采取了系统的措施后,其效果应在控制图上明显地反应出来; 控制图成为验证措施有效性的一种途径。n对过程进行改变时,应小心地监视控制。这个变化时期对系统操作会是破坏性,可能造成新的控制问题,掩盖系统变化后的真实效果。n在过程改变期间出现的特殊原因变差被识别并纠正后,过程将按一个新的过程均值(jn zh)处于统计控制状态。这个新的均值(jn zh)反映了受控制状态下的性能。可作为现行控制的基础。但是还应对继续系统进行调查和改进。
58、第一百一十三页,共135页。P图实例图实例(shl)某冲制车间为加强制程管理,规定巡检员每间隔半小时要抽检某冲制车间为加强制程管理,规定巡检员每间隔半小时要抽检100PCS产品,且记录抽检结果,某天的抽检结果具体数据如下:产品,且记录抽检结果,某天的抽检结果具体数据如下:组数12345678910111213n100 100 100 100 100 100 100 100 100 100 100 100 100d1213112210012组数141516171819202122232425n100 100 100 100 100 100 100 100 100 100 100 100d0120
59、11211000第一百一十四页,共135页。要求要求(yoqi):n请计算出上表的p控制图的控制限?n请判定过程是否稳定?n如果是不稳定该如何(rh)处理?第一百一十五页,共135页。P图实例图实例计算计算(j sun)过程过程)(00200.0)1(30408.0100)0104.01(0104.030104.0)1(30104.025*10026. .2121212211不良率不存在负值中心線npppLCLnpppUCLndpCLnnndddnnnpnpnpnppppkkkkk一、计算均值和上下控制界限:直接运用一、计算均值和上下控制界限:直接运用(ynyng)公式公式第一百一十六页,共135页。P图实例图实例计算计算(j sun)过程过程二、画图二、画图:画控制线、描点、连线画控制线、描点、连线(lin xin)、文字、文字第一百一十七页,共135页。不合格品数不合格品数Pn图图n“Pn”图是用来度量一个检验中的不合格品的数量,与p图不同, Pn图表示不合格品实际数量而不是与样本的比率。P图和Pn图适用的基本情况相同(xin tn),当满足下列情况可选用Pn图n不合格品的实际数量比不合格品率更有意义或更容易报告。n各阶段子组的样本容量相同(xin tn)。“Pn”图的详细说明与p图很相似,不同之处如下:第一百一
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025浙江金华市武义古城保护建设有限公司招聘2人笔试参考题库附带答案详解
- 2025浙江温州中亚企业有限公司面向社会招聘一线岗位劳务派遣用工性质人员10人笔试参考题库附带答案详解
- 2025河南郑州煤炭工业(集团)招聘485人笔试参考题库附带答案详解
- 贵州企业招聘2025贵州芽豆科技有限公司招聘笔试历年典型考点题库附带答案详解
- 2026及未来5年中国0.5%地克珠利溶液市场数据分析及竞争策略研究报告
- 创维集团2026届春季校园招聘笔试历年常考点试题专练附带答案详解
- 阳春市2025广东阳江市阳春市高校毕业生就业见习招募5人(第十三期)笔试历年参考题库典型考点附带答案详解
- 珠海市2025中共珠海市委老干部局招聘所属事业单位工作人员1人(广东)笔试历年参考题库典型考点附带答案详解
- 河南省2025河南南阳师范学院招聘工作人员(硕士研究生)41人笔试历年参考题库典型考点附带答案详解
- 昌吉回族自治州2025新疆昌吉市事业单位引进急需紧缺专业人才暨“千硕进昌”引才31人笔试历年参考题库典型考点附带答案详解
- DB34∕T 4243-2022 智慧医院医用耗材SPD验收规范
- 医疗美容设备售后服务管理体系方案
- 可控飞行撞地培训课件大纲
- 机关后勤安全生产课件
- 2025年高考(新高考Ⅰ卷)数学试题及答案
- 仓库管理实习周报
- GB 16808-2025可燃气体报警控制器
- 个人信息安全课件
- 绵阳南山中学(实验学校)2025年自主招生考试理科综合模拟试题及答案
- 研发项目文档管理制度
- 电子科技大学概况介绍
评论
0/150
提交评论