


下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、?使用数控车床的零件加工?课程教学评价一、考核方式考核方式包含学生自评、小组互评、教师评价、综合辩论、小组汇报、小组 编制学习方案及实施方案等内容,它们贯串整个教学活动.所有的学习单元必须 获得及格以上的成绩,本课程的学分方可获得,否那么进行补考或重修.学生自评:采用积极肯定的态度评价自己,使得各种水平在工作过程中得以 成长,同时熟悉到自己做得缺乏的地方,并提出改良方案,建立积极的自我认知.小组评价:同学间采用积极肯定加分的方法评价同学的社会水平、方法水平和专业水平,积极、真诚的欣赏身边的同学和真心提出自我看法, 建立和谐的团 队和人际关系,建立积极上进和团结的团队精神,提升团队的学习激情和信
2、心, 实现一加一大于二的工作效果,最大化的激发团队智慧和创新水平.教师评价:教师在整个教学过程中观察评价每个小组学习工作完成情况,量励学生并提出改良建议.二、考核标准和内容本课程考核分过程考核和综合考核两局部,过程考核权重为60% ,综合考核权重为40%,具体见下表.序号考核工程成绩比例权重1过程考核学习单元112%2学习单元212%3学习单元312%4学习单元412%5学习单元512%6综合考核40%1、过程考核过程考核分学习单元进行,每个学习单元的考核内容包括学习成果权重60%、工作态度权重10%、工作标准权重20%、团队合作权重10% 四个方面,考核要求和标准见下表.学习成果考核要求与评
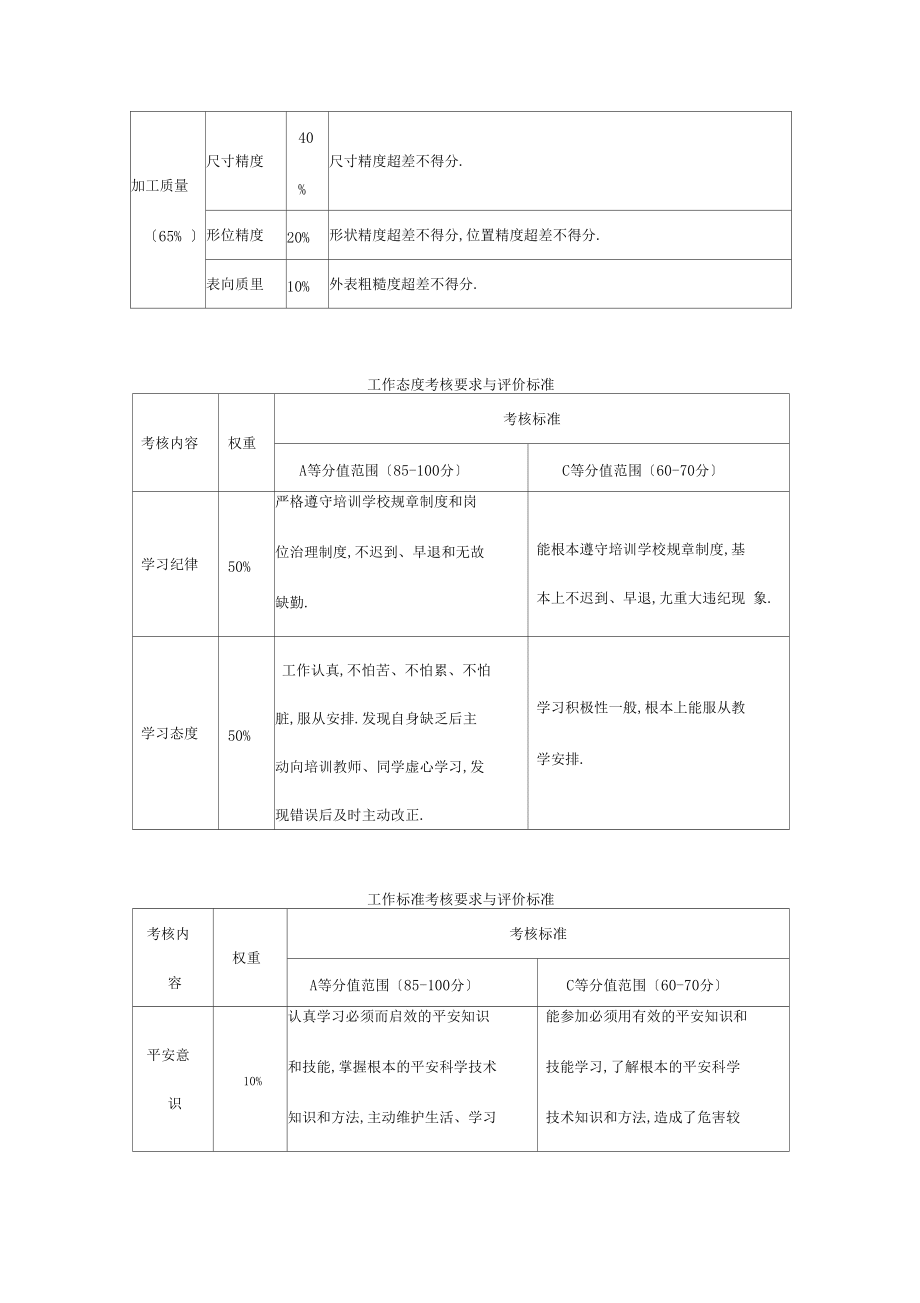
3、价标准考核考核点权重考核标准内容A等分值范围85-100分C等分值范围60-70分程序编制参阅资料5%认真阅读编程说明书,参考其它专业资料,明确各指令的功能和格式,能很好地解决编程中的问题.对局部指令理解模糊,不主动查阅各种资料和手册来明确指令功能和格式.(20% )程序结构10%程序结构完备、简练,层次清楚,走刀路线合理,指令应用恰当,能较好地兼顾平安、本钱和效率.程序结构根本完备,无平安隐患,加工效率一般.上2文件(15% )工艺合理性15%工2合理,坐标系选择和走刀路 线合理,刀具选择正确,加工参 数设置合理.坐标系选择和走刀路线合理,刀具选择根本正确,加工参数设置合理.文件标准性15%
4、工艺义件完备,填写标准.工文件根本完备,填写无错误.加工质量65% 尺寸精度40%尺寸精度超差不得分.形位精度20%形状精度超差不得分,位置精度超差不得分.表向质里10%外表粗糙度超差不得分.工作态度考核要求与评价标准考核内容权重考核标准A等分值范围85-100分C等分值范围60-70分学习纪律50%严格遵守培训学校规章制度和岗位治理制度,不迟到、早退和无故缺勤.能根本遵守培训学校规章制度,基 本上不迟到、早退,尢重大违纪现 象.学习态度50%工作认真,不怕苦、不怕累、不怕 脏,服从安排.发现自身缺乏后主 动向培训教师、同学虚心学习,发 现错误后及时主动改正.学习积极性一般,根本上能服从教学安
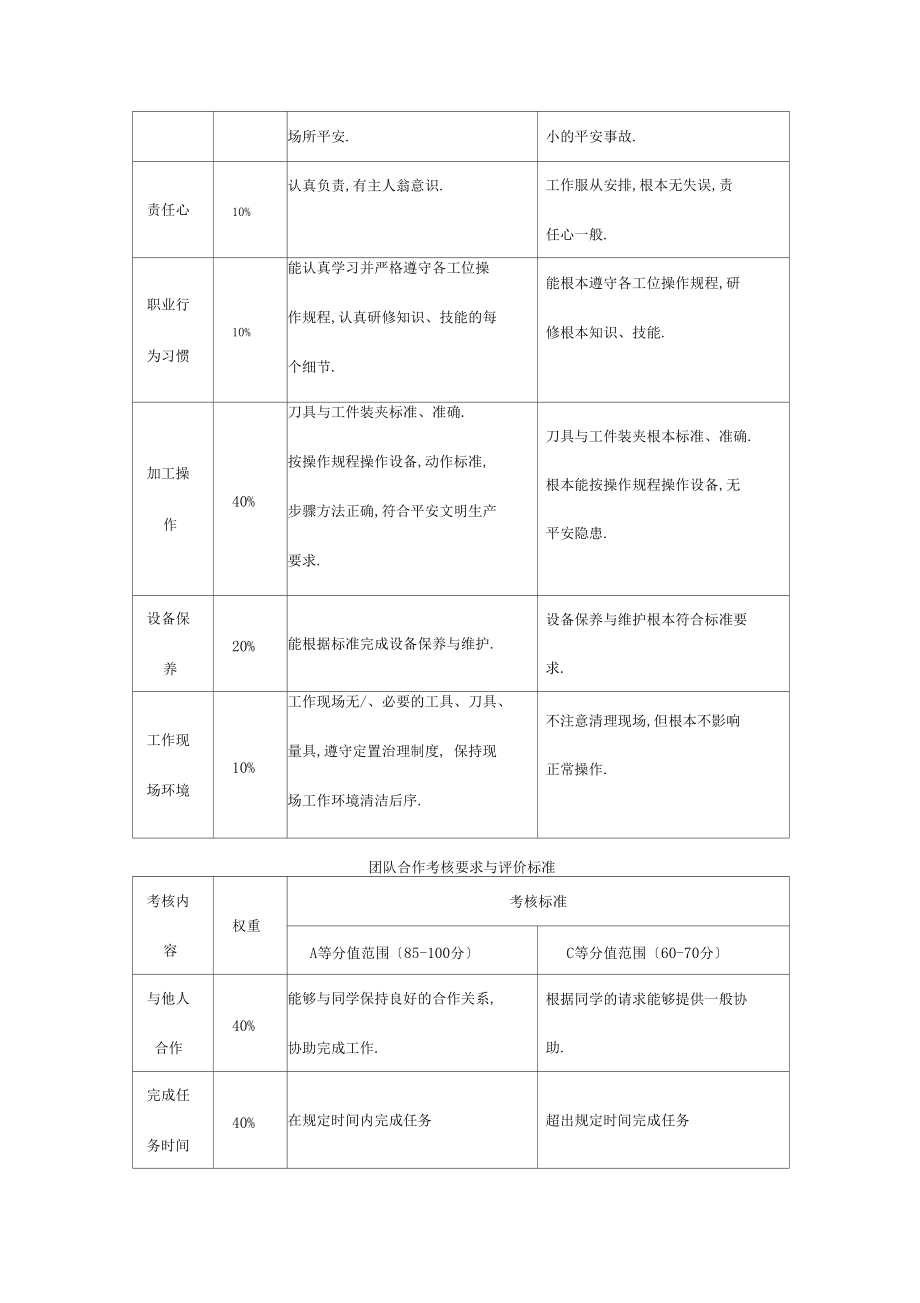
5、排.工作标准考核要求与评价标准考核内权重考核标准容A等分值范围85-100分C等分值范围60-70分平安意识10%认真学习必须而启效的平安知识和技能,掌握根本的平安科学技术知识和方法,主动维护生活、学习能参加必须用有效的平安知识和技能学习,了解根本的平安科学技术知识和方法,造成了危害较场所平安.小的平安事故.责任心10%认真负责,有主人翁意识.工作服从安排,根本无失误,责任心一般.职业行为习惯10%能认真学习并严格遵守各工位操作规程,认真研修知识、技能的每个细节.能根本遵守各工位操作规程,研修根本知识、技能.加工操作40%刀具与工件装夹标准、准确.按操作规程操作设备,动作标准,步骤方法正确,符
6、合平安文明生产要求.刀具与工件装夹根本标准、准确. 根本能按操作规程操作设备,无 平安隐患.设备保养20%能根据标准完成设备保养与维护.设备保养与维护根本符合标准要求.工作现场环境10%工作现场无/、必要的工具、刀具、量具,遵守定置治理制度, 保持现场工作环境清洁后序.不注意清理现场,但根本不影响正常操作.团队合作考核要求与评价标准考核内容权重考核标准A等分值范围85-100分C等分值范围60-70分与他人合作40%能够与同学保持良好的合作关系,协助完成工作.根据同学的请求能够提供一般协助.完成任务时间40%在规定时间内完成任务超出规定时间完成任务达20%语后表达流畅语言表达较流畅2、综合考核
7、综合考核是依据给定的轴套类图样,要求学生在规定时间内独立制定加工工 艺,正确进行零件定位与装夹,合理选择刀具,正确编写加工程序并操作数控车 床加工出符合图样要求的零件.操作符合平安文明生产要求,尺寸公差等级到达 IT7、形位公差等级到达IT8、外表粗糙度到达Ra1.6- Ra3.2 .评价标准见下表.综合考核评价标准序号考核工程评分标准权重1加工工艺文件合理编写加工工艺文件,包括工艺过程卡、加工工序卡、刀具调整卡.出现错处扣3分8%2编制程序熟练运用固定循环、子程序、宏程序,合理 使用简化编程指令,程序不合理酌情扣分8%3数控车床操作操作规范合理使用切削参数,标准操作数控车床.违规操作酌情扣3-15分12%4尺寸和形位精度圆柱面、圆弧面、锥面、台阶、沟槽、螺纹尺寸公差等级达IT7-IT8级,形位公差等级达IT8级,超差无分50%5表向质里表向粗糙
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025年中医基础理论考试试题及答案
- 制氧管理面试题及答案
- 2025年环境与资源保护法律法规考试试题及答案
- 2025年财务报表分析与解读考试试题
- 数据工程师面试题及答案
- 科目四贵州试题及答案
- 乌龟人性测试题及答案
- 零售业店面运营管理合同
- 软件设计师考试实践项目的重要性试题及答案
- 机电工程学习中常见问题与试题及答案
- 非营运车标转让协议书
- 福建百校联考2025届高三5月高考押题卷-化学试卷(含答案)
- 2025年瑜伽教练认证考试体式教学与课程设计模拟试题集(含答案详解)
- 2025-2030中国养老服务行业发展分析及发展前景与趋势预测研究报告
- 2025《学前教育法》宣传月培训含讲稿
- 招聘社工考试试题及答案
- 护理三基三严培训课件
- 2025年湖北省新能源有限公司社会招聘24人笔试参考题库附带答案详解
- 砖和砌块材料试题及答案
- TCCEAS001-2022建设项目工程总承包计价规范
- 职业教育现场工程师联合培养协议书10篇
评论
0/150
提交评论