



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、 Figure 1 Principle of one-sided resistance spot welding 1 Figure 3 Modern inverter power source Foto: EWMFigure 2 Principle of TIG spot weldingSpot technology, fast, low-voltage Spot welding with tungsten shielding gasby Heinz Lorenz, Mündersbach, GermanyIntroductionIn mechanical engineering,
2、switch cabinetconstruction, car construction, as well as in various other sectors, such as the manufacture of household appliances, including refrigerators, washing machines etc., there are many welding tasks in which thin panels need to be welded on one side using a spot welding technique. These we
3、lds can also beperformed using resistance spot welding. If the point to be welded is only accessible from one side, theelectrodes are aligned with one another on one side of the workpiece in this process, and the metal sheets lie on a copper base, Figure 1 1. However, accessibility is often so restr
4、icted that it is not even possible toinsert the copper base underneath, and therefore resistance welding cannot be performed. For many years, variations of the arc welding process have therefore been used for one-sided spot welding on thin metal, such as MIG/MAG, TIG (Figure 2 andmore recently the p
5、lasma process. Especially fortungsten shielding gas spot welding, there have been recent developments in terms of the power sources, controls and torches, which make this process easier to use and which improve the quality of the spots.Advantages of arc spot weldingThe surface formation produced on
6、the welding points is one argument against the use of one-sidedresistance spot welding. To position and fix the metal sheets sufficiently well on the copper base, a higher pressure needs to be used that can causeimpressions in the heated surface of the metal sheet. Resistance welding systems also ne
7、ed to beavailable, which is not the case at every site. Arc spot welding machines, on the other hand, can also beused for seam welding and therefore provide universal usage.In comparison to MIG/MAG spot welding, tungsten shielding gas welding offers the advantage of improved spot surfaces. As the we
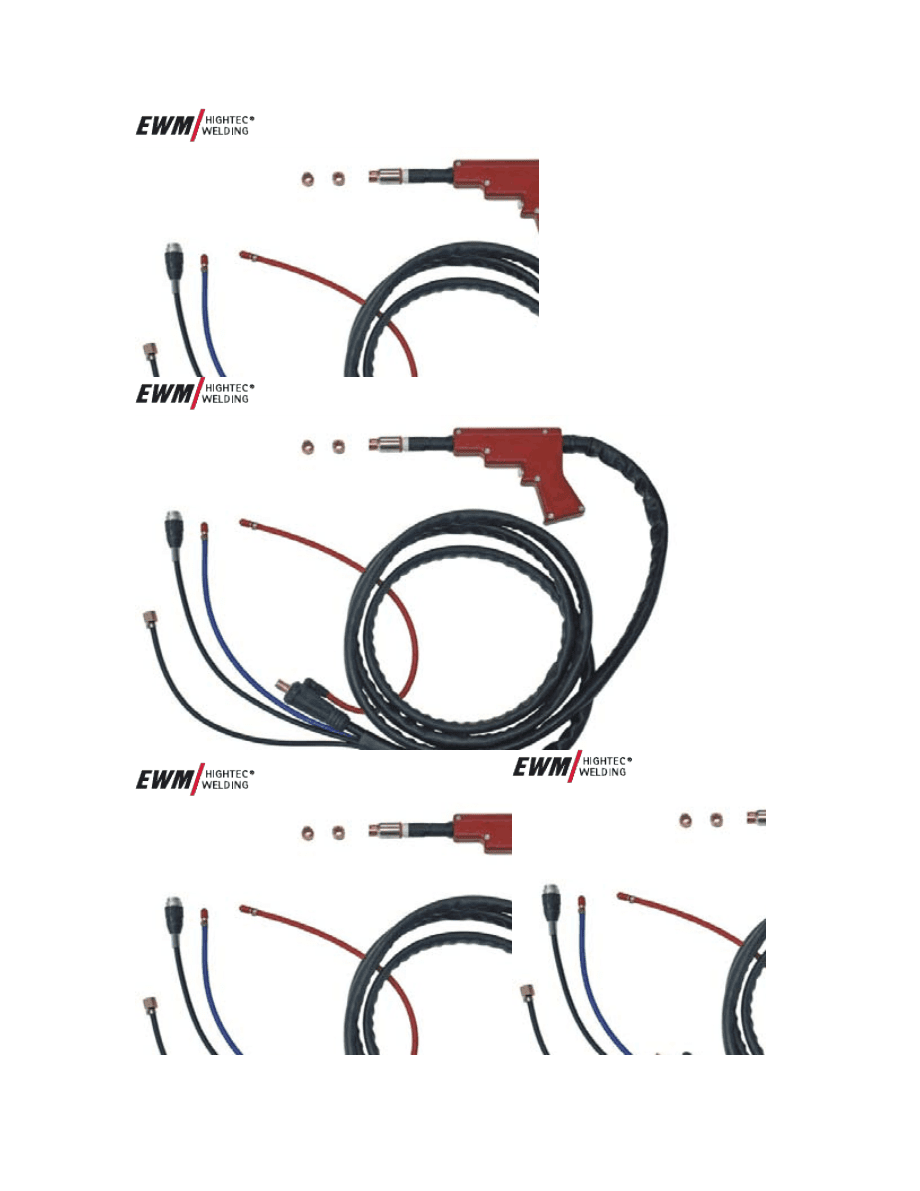
8、lding can be performed without filler material and is only melted onto the parent material, the welded points produced are particularly flat and smooth. This is a significant benefit, especially on visible areas. In addition, the heat feeding is very low thanks to the short welding times, and this r
9、esults in very low thermal stress and low distortion on the workpieces.Systems for tungsten shielding gas spot welding Standard inverter power sources (Figure 3 can be used for TIG and spot welding, fitted with special torches (Figure 4.A spot/pulse remote control (Figure 5 ensures high quality, rep
10、roducible results thanks to the adjustable spot welding time and the optimum preset pulse parameters.Welding with current pulses offers the advantage that deeper fusion penetration is produced during thepulse phase, and a certain level of cooling is achieved early on in the longer lasting base curre
11、nt phase, which permits good fusion penetration and low heatloading of the material. Figure 8 View of the surface using TIG-spot weldingFigure 4 spotArc-spot welding torch, water cooledFigure 5 Remote control for TIG spot welding Foto: EWM Figure 6 Spot welding nozzle for different groove shapesFigu
12、re 7 Tack welding with spotArc-spot welding machineThe torches are especially important here as well. These have feet or specially shaped ends on the shielding gas nozzle, which can be placed on thesurface of the metal sheet during welding. They permit to maintain a constant distance between the tor
13、ch andworkpiece, and thus also a constant arc length, which contributes to reproducibility of the welding results. At the same time, the gas nozzle attached can be used to exert force onto the surface, which presses the parts being joined against one another. Thiscontributes to the high quality of t
14、he welding points and to the workpieces keeping their correctdimensions. These special shielding gas nozzles are available for butt welds, fillet welds and corner joints (box welds. Figure 6 shows various gas nozzle shapes for tungsten shielding gas spots.ApplicationsThe process can be used for tack
15、ing (Figure 7, andfor joint welding steel sheets and CrNi alloys up to a thickness of around 2.5 mm. Metal sheets of different thickness can also be welded on top of one another. As this is a one-sided process, it is also possible to weld on hollow components, such as round or square pipes.In arc spot welding, the arc melts through the upper sheet and the lower sheet is melted onto it. Thisproduces flat, fine-textured welding points (Figure 8 which require little or no finishing work, even in visible areas.Literature:1 Killing, R. and H. Loren
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 司机代驾合同范本
- 部分终止合同协议
- 个人居家合同范本
- 钢筋工培训合同范本
- 青苗姜收购合同范本
- 购买五菱合同范本
- 面的出租车合同范本
- 调整合同额的协议
- 个人私下合同范本
- 豪车购买合同协议
- 2025甘肃省水务投资集团有限公司招聘企业管理人员笔试考试参考题库及答案解析
- 美容店退股合同协议书
- 2025年-《中华民族共同体概论》课后习题答案-新版
- 数据库应用技术-第三次形考作业(第10章~第11章)-国开-参考资料
- 2025金购销合同正式版样板
- GB/T 7247.9-2016激光产品的安全第9部分:非相干光辐射最大允许照射量
- 尿素-化学品安全技术说明书(MSDS)
- 精馏塔操作基本知识
- 人教版1到6年级古诗词及解释
- 快递物流的现状发展研究-以顺丰物流为例
- DB37∕T 5109-2018 城市地下综合管廊工程设计规范
评论
0/150
提交评论