



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、派力固可塑料加热炉炉衬、烧嘴砖施工方案一、 可塑料炉衬、烧嘴砖施工准备1、施工工具准备 、空压机:出口压力为0.7Mpa,排气量根据使用的气锤数量来定,一般使用9m3/分的空压机若干台。、风锤:沈阳风动工具厂的D4型风锤,其性能为:工作气压冲击频率耗气量活塞直径全长胶管内径0.49Ma >13.3HZ >5.8L/S 22mm 525mm 13mm 、木模砖:按与真砖1:1的比例制作锚固砖的木模砖。a、炉墙用木模砖(锚固砖挂到炉墙上时上的上表面不用加工成沟槽,刨平即可,其余五面按锚固砖实际尺寸加工,包括砖孔,按照真砖数量的五十分之一准备;b、炉顶用木模砖需要制作两种,其中一种木模砖
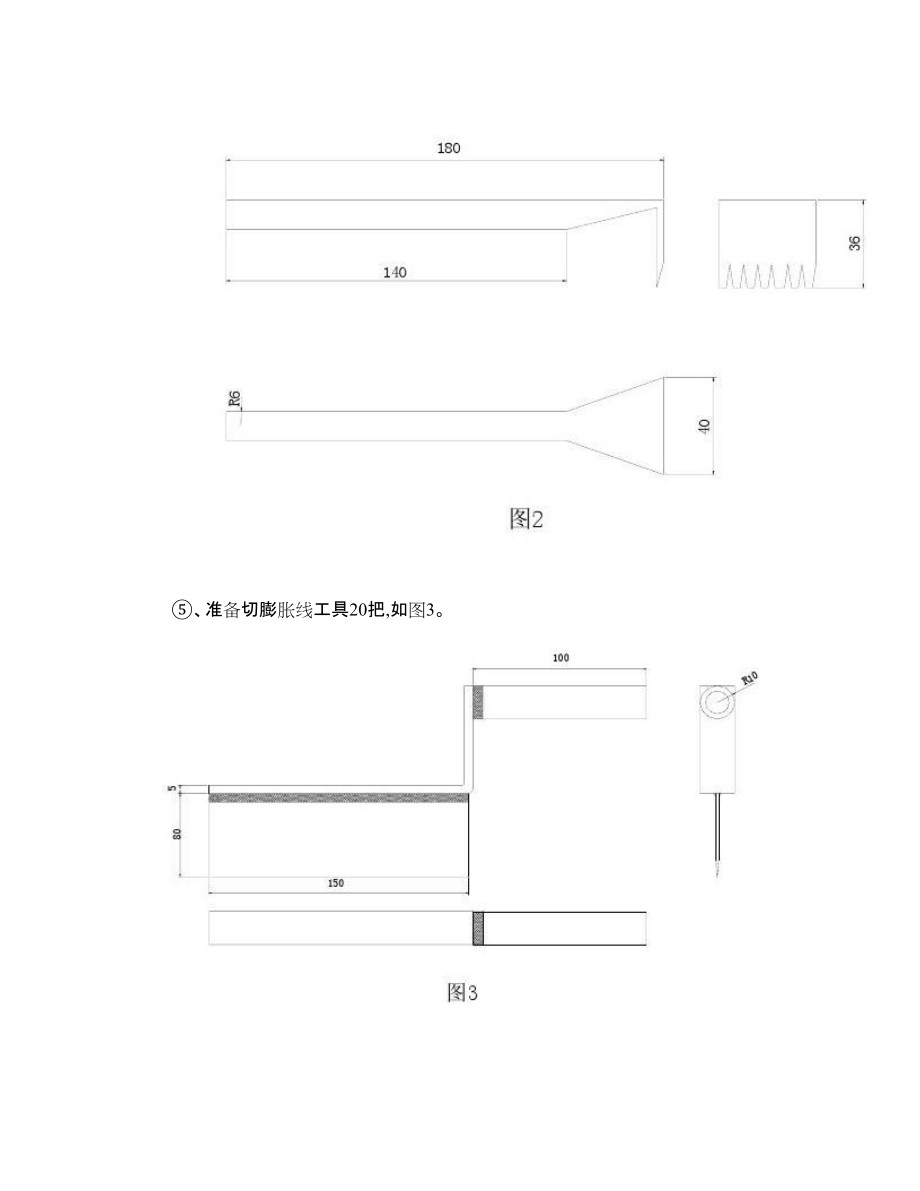
2、(锚固砖挂到炉顶上时上垂直于炉膛中心线的一个表面不用加工成沟槽,刨平即可,其余五面按锚固砖实际尺寸加工,按照真砖数量的五十分之一准备;另一种木模砖(锚固砖挂到炉顶上时上平行于炉膛中心线的一个面不用加工成沟槽,刨平即可,其余五面按锚固砖实际尺寸加工,准备十块即可;c、烧咀砖用木模砖(锚固砖挂到烧咀砖钢结构上时上法线垂直相交于烧咀砖轴线的一个面不用加工成沟槽,刨平即可,其余五面按锚固砖实际尺寸加工,按照真砖数量的五十分之一准备。、准备刮毛工具40把,如图2。 、准备切膨胀线工具20把,如图3。 、准备扎透气孔工具20把,如图4。 、准备拉模施工用螺母、螺栓、拉钩若干,炉墙、炉顶螺栓长度应不同,如图
3、5。(采用M12螺栓,两头套丝,丝扣长度两端各留100mm,螺栓总长度由炉墙、炉顶结构具体确定。 、准备炉顶木质上模板4套,木质上模板长度视钢模板长度而定,此模板循环使用,如图6。 、准备钢质模板若干块,采用长模板,采用同一规格。、做好炉墙锚固钩位置、拉模螺母焊接位置、炉顶吊挂钩位置的测量放线、画线工作。二、 可塑料炉墙、炉顶拉模施工方法预加载荷、拉模施工的施工工艺可保证拆模后炉体钢结构的受力情况与拆模前基本一样,避免拆模时钢结构发生较大的挠度变化,从而导致炉衬发生受力不均,以至断裂。特别是炉顶施工中,预加载荷、拉模施工的施工工艺可保证炉顶钢结构的变形与炉衬的变形基本同步,否则升温后有可能发生
4、断裂、塌顶的情况。炉墙、炉顶拉模施工均采用两头带螺纹的特制螺杆,通过两头用螺母调节距离。1.炉墙拉模施工方法(如图7 加热炉炉墙拉模施工,无论是端墙还是侧墙,首先将螺母焊接到炉皮上,螺母焊接的竖向间距T为1.0-1.5m左右,横向间距S=模板长度a+拉模螺栓直径d+510mm。然后在骨架上铺设模板,采用40mm脚手架管做拉模骨架,每次横向铺设一块模板,施工中随着可塑料捣打进程高度随时铺放模板,而模板的安装应考虑到炉底斜坡等因素,采用部分木质模板,以利于支模。通过调节螺母以保证炉墙厚度,考虑到刮毛因素模板安装尺寸应比炉衬设计厚度多5mm左右。炉墙完成后即可拆模,拆模后应立即刮毛、修砖面、切胀缝、
5、扎透气孔。2.炉顶拉模施工方法(如图8 炉顶采用悬挂式吊模,其安装模板的标高,应比设计炉顶高度低5mm 左右,以保持炉顶内表面有适当的拉毛、修正余量。吊挂螺杆的纵向间距V 为1.0-1.5m左右,横向间距W=模板长度a+拉模螺栓直径d+510mm。模板横向铺放在悬挂着的40mm脚手架管上,同时铺放木质上模板,上下模板随着可塑料捣打进程分段铺放,木质上模板循环使用,整个炉顶完成后一起拆下模板,拆模后立即刮毛、修砖面、切胀缝、扎透气孔。通过调节螺母以确保吊挂好的锚固砖与下模板之间的距离为5mm。压下部位的拉模应从最低的水平段开始,再向两端斜坡拉模,最后转入炉顶水平拉模。“合门”处的拉模视现场情况而
6、定。三、 可塑料烧咀砖施工方法1、模具准备、 准备模芯,模芯(模芯的几何尺寸要比实际尺寸小23%用钢板焊制,将模芯大口焊接在一块与模芯轴线垂直的钢板上,在该钢板上以与模芯轴线相交的点为圆心开一个14的孔;、 为防止模芯跑动,应以模芯小口外径(正公差在烧咀砖钢板上焊接三个挡块;、 准备长度大于烧咀砖钢板上孔的直径一倍的小槽钢,并在槽钢的中间位置开孔;、 准备长螺栓,采用M12螺栓,两头套丝,丝扣长度两端各留100mm,螺栓总长度由烧咀砖结构具体确定;、 准备长把平铲2把(现场制作即可,用于烧咀砖制作后的修整;、 刮毛、扎透气孔的工具可利用为炉墙、炉顶准备的。2、 模芯的固定 (如图9、 将烧咀砖
7、钢板放置于一个一米高左右的铁架子上,用于挂锚固砖的卡子朝上;、 将钢模芯放到烧咀砖钢板上,并利用烧咀砖钢板上的三个挡块,将模芯固定位置;、 将小槽钢放于烧咀砖钢板孔下,将螺栓穿过小槽钢和模芯钢板上的两个孔,在两端用螺母锁紧。 四、 可塑料捣打施工工艺1.炉墙的捣打(如图10 、先在捣打部位铺放可塑料坯,每次只能铺放单层料(50mm厚,捣打锤头受力方向垂直向下,锤头在前进方向移动重叠1/2,往返至少一遍,使捣固体达到平整、密实、均一。 、施工到锚固砖位置时,应使可塑料捣固面高于砖底面1620mm,在砖的位置上放好木模砖拉直并用气锤打出齿印,然后放置锚固砖并安好挂钩使挂钩受力,加料继续捣打,锚固砖
8、四周的可塑料,必须捣打密实。 、可塑料应逐层铺排捣打,每层都要刮毛,其施工面保持同一高度。可塑料捣打要连续进行,如遇间歇,应用塑料布将捣打体覆盖,接续施工时,应对料面刮毛。施工中断较长时,接缝应留在两排锚固砖之间。 、“合门处”应做成上大下小的楔形,再分层添入可塑料,按垂直方向捣实。 、水梁下、烧嘴砖下应从两侧对头横向捣打。2、炉顶的捣打(如图11 、炉顶可塑料捣打一般分段进行。斜坡炉顶应由其下转折处开始,达到一定长度(一般约600mm后,才可拆下挡板捣打另一侧。 、捣打锤头的受力方向应是水平,料面接缝和炉顶工作面互相垂直,避免炉顶在其生产过程中剥落层与料面接缝重合,以提高炉顶使用寿命。 、可
9、塑料每层只能铺放单排料(50mm厚,风锤要垂直捣打面,从料坯接缝处开始捣打。锤头在上下模板之间垂直移动,锤印应重叠2/3,行与行重叠1/2,至少往返一次。捣固后应平整、密实、均匀。 、可塑料施工应连续进行,施工间歇时,把材料垂直炉壳切成直角,用塑料布覆盖,防止水分散失。如施工中断较长时,接缝应留在两排锚固砖的中心线处,继续施工时,把已干的表面切下,并刮毛。、安设锚固砖或吊挂砖前,应用与此同齿形的木模砖楔紧、打入可塑料,形成齿印后,再将锚固砖嵌入、楔紧固定。吊挂砖与吊挂梁之间必须楔紧。炉顶吊挂锚固砖、吊挂钢筋环与吊挂钢管的接触,要普遍靠严拉紧,并处于受力状态,以防止炉顶拆模时下沉。 、压下部位的
10、施工,应从下水平段向上水平段捣打施工。 、炉顶“合门”宜选在水平炉顶段障碍较少的位置。“合门”处宽度不应大于600mm,“合门”处应捣打成漏斗状,并应尽量细小,分层铺料,分层捣实。3、烧咀砖的捣打烧咀砖的捣打可参照炉顶的捣打方法,其中技术诀窍待施工时具体 阐述。 五、 可塑料施工后的拆模及修整 可塑料施工后应尽早拆模,使衬体内的水分散发。修正前,应先将 锚固砖端面周围的可塑料,用木锤或捣打锤头轻轻敲打,使之紧密咬 和,再以锚固砖或吊挂砖端面为基准削除多余部分。修正包括刮毛、扎 透气孔及切膨胀线。 1、 刮毛 拆模后用钉齿板刷或刮毛手锄进行刮毛,使之有利于排除捣打炉 衬的水分,避免产生裂纹。 2
11、、 扎透气孔 用直径23mm 的小尖钎子在可塑料受热面扎透气孔,其深度为 衬厚的 2/3,但不能超过 200mm,间距为 150mm。 3、 切膨胀线 可塑料内衬受热面的膨胀线,应按设计位置切割,深 5080mm, 膨胀线间距为 1.21.8m。切膨胀线的工具为有刚性的刀状物,厚度越 薄越好。(注:烧咀砖不切膨胀缝) 六、注意事项 1、 施工中或施工后,可塑料衬体不允许与水接触。 2、 当与可塑料砌体接触处施工浇注料时,应做好可塑料的防水。 3、 烘炉之前应尽早拆模使砌体自然干燥。 4、 由于可塑料的“零膨胀”设计,可塑料砌体在干燥、烘炉后出现 裂纹及膨胀缝扩大是正常的。但如果裂纹超过了 10mm,则应在 11 裂缝及膨胀缝处填充耐火纤维,以防止炉衬在低温状态下窜火冒 烟,裂缝及膨胀缝将在 1350 摄氏度左右趋向闭合。 5、可塑料产品规格为 230mm×185mm×50mm,每六片外有塑料袋 密封,每箱 25kg
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 班会课件APP制作
- 《贝塞尔函数及其应用》课件
- 一年级学生安全教育课件
- 禽类屠宰行业职业技能提升与培训考核试卷
- 新能源技术与化妆品产业发展考核试卷
- 幼儿园暴风雪安全教育
- 糖果企业市场营销渠道建设考核试卷
- 环境工程专题课件
- 航海英语阅读与写作能力测试考核试卷
- 《数据库操作基础第11讲》课件
- 2025-2030中国战斗机行业市场发展趋势与前景展望战略研究报告
- 大学英语四级考试2024年12月真题(第一套)Part I Writing
- 吡仑帕奈产品简介
- 高处作业力学基础知识
- 洗煤厂应急救援预案
- 幼儿园科学发现室环境布置设计方案
- 《企业的绩效管理问题与优化策略的分析案例-以舍得酒业公司为例9100字》
- 超星尔雅学习通《移动互联网时代的信息安全与防护(南京师范大学)》2025章节测试附答案
- (部编版)语文四年级上册课外阅读“天天练”100篇,附参考答案
- DB31∕701-2020 有色金属铸件单位产品能源消耗限额
- 统编版语文六年级下册古诗词诵读10《清平乐》
评论
0/150
提交评论