



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
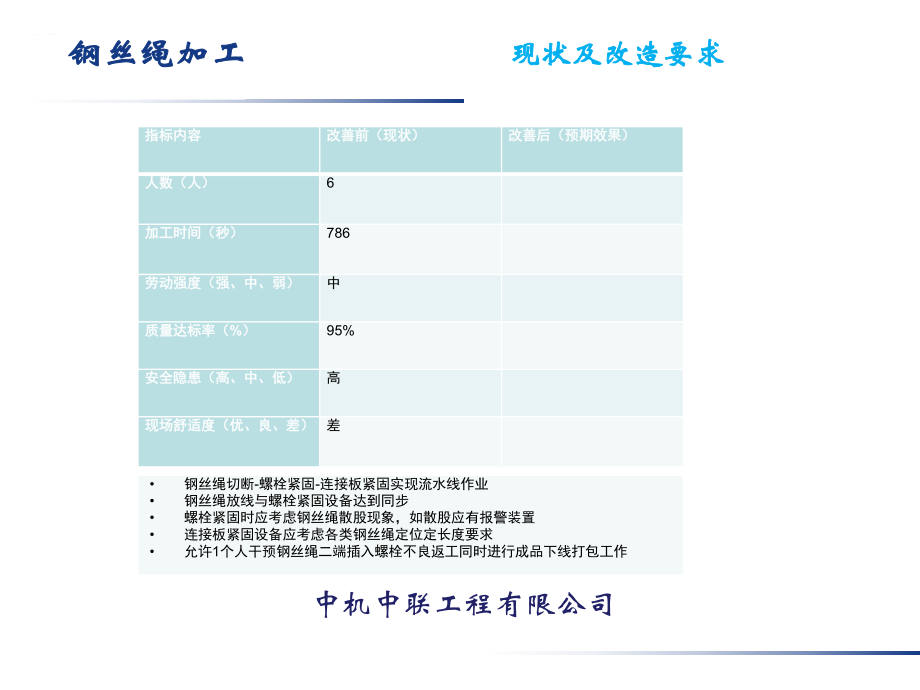
1、广日电梯生产线自动化改造广日电梯生产线自动化改造钢丝绳加工、焊接、电缆加工、剪冲弯钢丝绳加工、焊接、电缆加工、剪冲弯中机中联工程有限公司目录目录中机中联工程有限公司 钢丝绳加工4-10焊接.11-17电缆加工.18-24剪冲弯.25-31设计方案简介设计方案简介2方案预期成果方案预期成果3研究背景及意义研究背景及意义1现状及改造要求现状及改造要求1中机中联工程有限公司钢丝绳加工钢丝绳加工钢丝绳加工钢丝绳加工现状及改造要求现状及改造要求中机中联工程有限公司指标内容指标内容改善前(现状)改善前(现状)改善后(预期效果)改善后(预期效果)人数(人)人数(人)6 加工时间(秒)加工时间(秒)786 劳
2、动强度(强、中、弱)劳动强度(强、中、弱)中 质量达标率(质量达标率(%)95% 安全隐患(高、中、低)安全隐患(高、中、低)高 现场舒适度(优、良、差)现场舒适度(优、良、差)差 钢丝绳切断-螺栓紧固-连接板紧固实现流水线作业钢丝绳放线与螺栓紧固设备达到同步螺栓紧固时应考虑钢丝绳散股现象,如散股应有报警装置连接板紧固设备应考虑各类钢丝绳定位定长度要求允许1个人干预钢丝绳二端插入螺栓不良返工同时进行成品下线打包工作 设计方案简介设计方案简介2方案预期成果方案预期成果3研究背景及意义研究背景及意义1现状及改造要求现状及改造要求1中机中联工程有限公司钢丝绳加工钢丝绳加工钢丝绳加工钢丝绳加工设计方案
3、简介设计方案简介中机中联工程有限公司功能简介:钢丝绳与螺杆的自动穿制,螺杆的自动铆压,连接板的自动上料、与钢丝绳的自动铆压,螺杆、连接板的拉力在线检测。设备组成:阻尼线架、导向架、切割机、移动浮动夹具头、送丝机构、移动浮动夹具头、非标铆压机、非标铆压机、三维移动夹具台、测试夹头、连接板自动上料机构、机架钢丝绳部件构成:钢丝绳加工钢丝绳加工设计方案简介设计方案简介中机中联工程有限公司加工流程第一步:人工将螺杆插入移动浮动夹具头中,靠近送丝机构,钢丝绳通过送丝机构将钢丝绳一端套入螺杆中,非标铆压机进行铆压。第二步:移动浮动夹具头将铆压后的钢丝绳和螺杆向右移动至指定钢丝绳长度,切割机将钢丝绳切断,人
4、工将螺杆插入移动浮动夹具头中 ,送丝机构反转将钢丝绳的另一端套入螺杆中,非标铆压机进行铆压。第三步:连接板自动上料机构将连接板放置于三维移动夹具台中,通过夹具头与三维移动夹具台的相互运动将连接板固定在钢丝绳的指定位置,然后由非标铆压机进行铆压。第四步:送丝机构的左侧的导向套和测试夹头将螺杆与钢丝绳的连接处卡住,通过三维移动夹具台上连接板的水平移动进行对螺杆、钢丝绳、连接板的测试。第五步:移动浮动夹具头、送丝机构松开,人工进行工件的下件。设计方案简介设计方案简介2方案预期成果方案预期成果3研究背景及意义研究背景及意义1现状及改造要求现状及改造要求1中机中联工程有限公司钢丝绳加工钢丝绳加工钢丝绳加
5、工钢丝绳加工方案预期成果方案预期成果中机中联工程有限公司指标内容指标内容改善前(现状)改善前(现状)改善后(预期效果)改善后(预期效果)人数(人)人数(人)6 1加工时间(秒)加工时间(秒)786 约300劳动强度(强、中、弱)劳动强度(强、中、弱)中 弱质量达标率(质量达标率(%)95% 99%安全隐患(高、中、低)安全隐患(高、中、低)高 低现场舒适度(优、良、差)现场舒适度(优、良、差)差 优钢丝绳加工整个过程只需要1人,将钢丝绳加工、测试串成一条流水线上完成,工人只需对螺杆上件,加工完成后下件操作,劳动强度低,可靠性高和安全性高。设计方案简介设计方案简介2方案预期成果方案预期成果3研究
6、背景及意义研究背景及意义1现状及改造要求现状及改造要求1中机中联工程有限公司焊接加工指标内容指标内容改善前(现状)改善前(现状)改善后(预期效果)改善后(预期效果)人数(人)人数(人)1人/3人 加工时间(秒)加工时间(秒)1500/1440 劳动强度(强、中、弱)劳动强度(强、中、弱)中 质量达标率(质量达标率(%)100 安全隐患(高、中、低)安全隐患(高、中、低)中 现场舒适度(优、良、差)现场舒适度(优、良、差) 差 焊接加工焊接加工现状及改造要求现状及改造要求中机中联工程有限公司实现常规量大产品焊接工序自动化(焊接机器人)轿顶B、D作业、控制柜12510730图纸准备确认机器人工作半
7、径即机器人规格型号确认上述产品焊接工装的制作确认机器人配套焊机的型号焊接机器人程序要可增加或修改焊接产生产烟尘要用装置收集,区域做可移动防辐射隔断 设计方案简介设计方案简介2方案预期成果方案预期成果3研究背景及意义研究背景及意义1现状及改造要求现状及改造要求1中机中联工程有限公司焊接加工焊接加工焊接加工焊接加工设计方案简介设计方案简介中机中联工程有限公司功能简介:板材、型材、螺母及配件自动输送,部件自动定位、夹紧、焊接、下件。设备组成:一台六轴机器人、一台七轴机器人、型材送料机构、配件输送带、旋转焊接工作台、焊烟收集罩、可移动防辐射隔断、定位块、气动夹紧装置、焊接部件:由折弯后的板材、型材、螺
8、母及配件焊接而成主要部件:控制柜、轿顶中、轿顶左等焊接加工焊接加工设计方案简介设计方案简介中机中联工程有限公司加工流程第一步:自动送料机构、配件输送带、螺母输送盘、将所需零件输送到位后,定位。第二步:焊接搬运机器人和上料机器人分别将零件搬运至旋转焊接工作台上进行定位夹紧,然后由焊接搬运机器人进行焊接,对于螺母的焊接由上料机器人进行辅助固定,由焊接机器人进行焊接。第三步:焊接完成后,焊接搬运机器人下件。设计方案简介设计方案简介2方案预期成果方案预期成果3研究背景及意义研究背景及意义1现状及改造要求现状及改造要求1中机中联工程有限公司焊接加工焊接加工焊接加工焊接加工方案预期成果方案预期成果中机中联
9、工程有限公司整个焊接加工过程实现无人看守,由两台机器人和旋转工作台完成对工件的自动定位、夹紧和焊接操作,上料、焊接、上下件自动化。设置焊烟收集罩和可移动防辐射隔断,保证焊接现场干净整洁。整个过程生产效率显著提高。指标内容指标内容改善前(现状)改善前(现状)改善后(预期效果)改善后(预期效果)人数(人)人数(人)1人/3人 0人加工时间(秒)加工时间(秒)1500/1440 约600劳动强度(强、中、劳动强度(强、中、弱)弱)中 弱质量达标率(质量达标率(%)100 100安全隐患(高、中、安全隐患(高、中、低)低)中 低现场舒适度(优、良、现场舒适度(优、良、差)差)差 优设计方案简介设计方案
10、简介2方案预期成果方案预期成果3研究背景及意义研究背景及意义1现状及改造要求现状及改造要求1中机中联工程有限公司电缆加工电缆加工电缆加工现状及改造要求现状及改造要求中机中联工程有限公司指标内容指标内容改善前(现状)改善前(现状)改善后(预期效果)改善后(预期效果)人数(人)人数(人)33加工时间(秒)加工时间(秒)27000劳动强度(强、中、劳动强度(强、中、弱)弱)强 质量达标率(质量达标率(%)99.97 安全隐患(高、中、安全隐患(高、中、低)低)中现场舒适度(优、良、现场舒适度(优、良、差)差)差 设计方案简介设计方案简介2方案预期成果方案预期成果3研究背景及意义研究背景及意义1现状及
11、改造要求现状及改造要求1中机中联工程有限公司电缆加工电缆加工电缆加工电缆加工设计方案简介设计方案简介中机中联工程有限公司电缆加工工艺流程:功能简介:电缆上下件,转运实现自动化,工位与工位的转换自动完成,托盘自动回位。设备组成:整条生产线主要由带动力双层辊道、升降辊道、定位夹紧机构构成。电缆加工电缆加工设计方案简介设计方案简介中机中联工程有限公司加工流程:第一步:电缆由料架出来,依次经过导向轮,通过人工的方式将端头缠绕于缠绕工位上等待的托盘,托盘由两层构成,上层可自由旋转,也可以进行固定,下层固定与辊道接触。第二步:缠绕完成的电缆,依次通过每个工位进行电缆的加工,每个工位与每个工位之间设定缓冲区
12、,缓冲区的长度根据加工工时设定。每个工位与缓冲区设定挡块控制来料的走停。第三步:加工完成后的电缆,捆扎,输送至装箱工位,拍照后进行装箱,托盘通过升降辊道从双层的底部输送返回至缠绕工位,进行定位,为下一次的加工做准备。设计方案简介设计方案简介2方案预期成果方案预期成果3研究背景及意义研究背景及意义1现状及改造要求现状及改造要求1中机中联工程有限公司电缆加工电缆加工电缆加工电缆加工方案预期成果方案预期成果中机中联工程有限公司电缆上下件,转运实现自动化,工位与工位的转换自动完成,托盘自动回位,电缆加工的整个过程串成一条线,减少了物流搬运时间、减少现场人员走动、降低了劳动强度,增加了安全性。指标内容指
13、标内容改善前(现状)改善前(现状)改善后(预期效果)改善后(预期效果)人数(人)人数(人)33 30加工时间(秒)加工时间(秒)2700025000劳动强度(强、中、劳动强度(强、中、弱)弱)强 弱质量达标率(质量达标率(%)99.97 99.99安全隐患(高、中、安全隐患(高、中、低)低)中 低现场舒适度(优、良、现场舒适度(优、良、差)差)差 优设计方案简介设计方案简介2方案预期成果方案预期成果3研究背景及意义研究背景及意义1现状及改造要求现状及改造要求1中机中联工程有限公司剪冲弯剪冲弯剪冲弯剪冲弯现状及改造要求现状及改造要求中机中联工程有限公司指标内容指标内容改善前(现状)改善前(现状)
14、改善后(预期效果)改善后(预期效果)人数(人)人数(人)5加工时间(秒)加工时间(秒)劳动强度(强、中、劳动强度(强、中、弱)弱)强 质量达标率(质量达标率(%)99.9 安全隐患(高、中、安全隐患(高、中、低)低)中现场舒适度(优、良、现场舒适度(优、良、差)差)差 剪、冲、弯工序间实现自动上下料,且连成一条线工作,正常情况下只需1人操作管理设备即可系统有双重模式,可调成单机操作系统可设至少20 种产品程序,且随时可切换单机版剪冲弯设备实现自动上下料设计方案简介设计方案简介2方案预期成果方案预期成果3研究背景及意义研究背景及意义1现状及改造要求现状及改造要求1中机中联工程有限公司剪冲弯剪冲弯
15、剪冲弯剪冲弯设计方案简介设计方案简介中机中联工程有限公司功能简介:实现产品的自动上下料,剪板、冲压、攻丝、折弯由一条线完成,通过程序控制适应不同种类的产品,系统有双重模式,可调成单机操作。设备组成:一台六轴机器人,两台七轴机器人,一台桁架机器人,一台剪板机,两台冲床,两台数控折弯机。剪冲弯剪冲弯设计方案简介设计方案简介中机中联工程有限公司加工流程:根据工艺时间要求,该工位设置一台剪板机、两台冲床和两台数控折弯机。第一步:通过叉车搬运板材至上料工位,并进行定位,设置片料上料机,桁架搬运机械手将物料每次搬运一片板材至剪板机进行下料操作。第二步:剪板机下料后输送至定位工位进行定位,定位完成后根据需求,通过六轴机器人将板材分别搬运至冲床进行冲压,冲压完成后,通过七轴机器人将冲压完成的板材搬运至定位+攻丝工位,由七轴机器人进行攻丝,攻丝完成后再由机器人搬运至折弯工位进行折弯。第三步:最后工件由最右侧进行零件的下线。设计方案简介设计方案简介2方案预期成果方案预期成果3研究背景及意义研究背景及意义1现状及改造要求现状及改造要求1中机中联工程有限公司剪冲弯剪冲弯剪冲弯剪冲弯方案预期成果方案预期成果中机中联工程有限公司指标内容指标内容改善前(现状)改善前(现状)改善后
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025德阳中考重装文化冲刺卷(物理+数学)
- 2026年中考历史常考考点专题之世界现代史
- 电动车消防安全综合治理方案
- 日常消防安全管理指南
- 翻译(1)-四自由度高速取放并行机器人的集成设计
- 2025广西农村合作金融机构秋季新员工招聘390人备考题库含答案详解(满分必刷)
- 医患危机公关策略
- 微商销售实战话术
- 2025年永康市舟山镇人民政府工作人员招聘3人备考题库含答案详解(研优卷)
- 2025年下半年虹口区曲阳路街道见习社区工作者公开招聘6人备考题库及1套参考答案详解
- 借用公司资质合作协议范本
- 消防控制室操作规程培训
- 建筑体块分析设计说明
- TB 10752-2018 高速铁路桥涵工程施工质量验收标准
- 厦门大学806宏、微观经济学历年考研真题合集
- 2024年事业编考试模拟题及答案
- 绿色制造体系培训
- 劲嘉集团SAP项目-TE-业务现状及需求调研问卷-MM-V1.0-20180516(劲嘉MM)
- 网络道德完整
- 苏州大学2023年853物理化学考研真题
- 建设银行基本建设借款合同
评论
0/150
提交评论