



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、QC7 种手法种手法(基础篇)(基础篇)提高提高质质量量因因较较少重做少重做, 较较少少错错误误,较较少延少延误误, 及适当及适当的使用机器和材料的使用机器和材料等等缘缘故故,使得成本降低使得成本降低提高生提高生产产力力能以能以较较好的好的质质量及量及较较低的价低的价格争取市格争取市场场持持续经营续经营提供更多工作提供更多工作机会机会日本的觉醒日本的觉醒持续持续改善改善的质的质量意量意识识持续持续改善改善的质的质量意量意识识材料与设备材料与设备的供应者的供应者ABC材料的验材料的验收及测试收及测试销售销售生产,装配,检验生产,装配,检验消费者消费者过程测试,机器,方过程测试,机器,方法,成本测
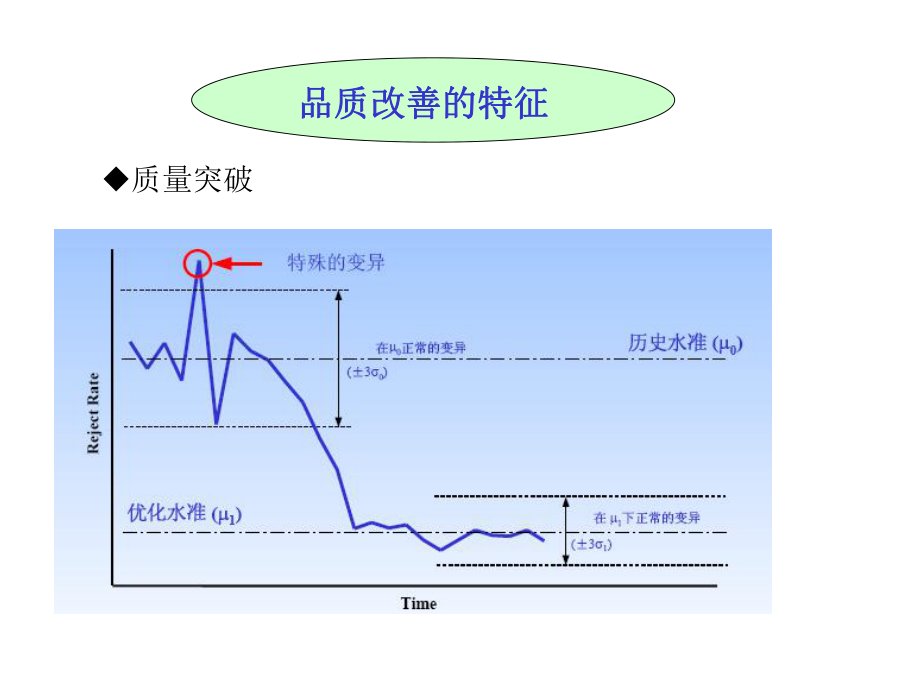
2、试法,成本测试消费者研究消费者研究设计与重设计设计与重设计提高质量成为全公司、全过程、全员的目标一般一般原因原因特定作业人员,特定机器,特定局部环境系统和制度发生问题特殊原因由作业者或主管采取行动管理者采取行动系统局部持续持续改善改善的质的质量意量意识识u质量突破品质改善的特征品质改善的特征改善方法不合格品原因不合格品原因调查调查,采取,采取对对策策预预防再次防再次发发生生 ( (現状現状维维持持) )现现状改善,新状改善,新方法的采用后方法的采用后附附带问题带问题的解的解决决( (現状打破現状打破) )品质问题品质问题改善活動改善活動 过过程管理程管理(PDCA)(PDCA) QCQC七七种
3、手法种手法、新、新QCQC七种手法七种手法、 、统统计计方法等方法等 解决解决课题课题的的顺顺序和方法序和方法 計画計画( (P PLAN)LAN)实施实施( (D DO)O)检查检查( (C CHECK)HECK)整理整理( (A ACTION)CTION)计划计划 确定达成的目标确定达成的目标 确定达成达成目标的方法确定达成达成目标的方法实施实施 教育和训练教育和训练 实施实施检查检查 检查过程结果是否到达设定目标检查过程结果是否到达设定目标 检查过程结果好坏的影响因素检查过程结果好坏的影响因素整理整理 异常因素再整理异常因素再整理,防止再发生防止再发生 标准文件的制定标准文件的制定 修改
4、修改 管理管理收集的数据收集的数据 生产生产管理、管理、物资物资管理、設備管理、設備 管理、計量管理、管理、計量管理、工序工序能力能力 改善改善收集的数据收集的数据 质量质量特性特性值值、試作、試作数据数据、工序工序能力能力 顾客满意度顾客满意度 及时客观地把握现状及时客观地把握现状 并且并且 数据驱动,持续改善 确立确立课题课题加以解决加以解决质量提高以一种客以一种客观观的方式的方式进进行沟通;行沟通;创创造一种共同的造一种共同的语语言;言;便于便于对对提出解决方案的成本利益分析;提出解决方案的成本利益分析;衡量改衡量改变变的程度;的程度;收集与收集与问题问题改改进进的可量化的事的可量化的事
5、实实; ;比比较较一个改善前后的整个一个改善前后的整个变变化情况;化情况;没有量化(数据化)就没有改善没有量化(数据化)就没有改善可可连续连续取取值值的数据,在确定区的数据,在确定区间间可无限取可无限取值值长长度度、 、直径直径、 、质质量量、 、生生产产量量、 、利利润润 (不合格(不合格损损失金失金额额、 、合格率合格率) )数据数据语语言数据言数据数数值值数据数据計量値計量値計数値計数値只能只能间间断取断取值值的数据的数据、 、由自然数由自然数记录记录数据数据产产品件数品件数、 、次品件数次品件数、 、 表述事表述事实实上上观观察的察的状状态态语语言和文字表达的数据言和文字表达的数据这这
6、个是什麽?个是什麽?观观察察观观察得到的察得到的结结果:果:数値数値语语言言图图,表,表照片,照片,录录像像等等表达方法表达方法-科学的科学的観察観察观观察察基于事基于事实为观实为观察依据察依据科学科学的的X X 分成多部分分成多部分观观察察X X 开始怎开始怎样样后来怎后来怎样样X X 深入思考深入思考X X 这这种种结结果的原因果的原因观观察察态态度度养成基于事养成基于事实为实为依据的依据的观观察察习惯习惯科学的科学的观观察察态态度度观观察察观观察察态态度度现场现场 现物现物 现象现象观察态度观察态度观察结果观察结果 通过通过数据表达表达原因原因結果結果 区别来对待区别来对待重点重点突出突
7、出分类分类 分析分析总结总结数据整理数据整理、 、数据分析的有效工具数据分析的有效工具QC7QC7种手法种手法 检查检查表表、 、排列排列图图、 、层别层别法法、 、直方直方图图、 、 因果因果图图、 、散布散布图图、 、控制控制图图(管制(管制图图) )分分类类数据主要根据其数据主要根据其定量定量和和定性定性进进行分行分类类1 1 定量定量数据数据时间时间:年、月、日、:年、月、日、小小时时、假期假期作作业业者:男女、年者:男女、年龄龄、新人、新人、熟熟练练工人工人机械机械设备设备:机器种机器种类类、型号型号、工装模具工装模具原材料部品:原材料部品:制作方法制作方法、产产地、地、成本成本、储
8、储存存方法方法作作业业方法:方法:工工艺艺改改进进、作業条件、作業条件检测检测:检检測測设备设备、检测检测人人员员其其他他 :气气温、湿度、温、湿度、季季节节、运运输输方法方法2 2 定性分定性分类类(品(品质质) )合格合格、不、不合格合格:合格合格、不、不合格合格不不合格合格内容:内容:表面表面、尺寸尺寸、长长度度、特性、特性通过通过QCQC手法可明确表达各量间的关系手法可明确表达各量间的关系。将数据内容图示化,便于人们的理解将数据内容图示化,便于人们的理解。 问题明确化问题明确化、使重点问题突出化。使重点问题突出化。多因素的结合,具有处理多问题对策。多因素的结合,具有处理多问题对策。适宜
9、于现场管理适宜于现场管理。設備生産量項目件数BA500100不良損失金額累计D不良項目C度数特性値CLUCLLCLCLUCL日時要因特性値特性方法材料設備作業者柏拉图(排列图)柏拉图(排列图) 分层法分层法 手法手法 直方图直方图 BA500100不良数(损失额)累積D不良项目C寻找问题点时寻找问题点时寻找原因时寻找原因时确认效果时确认效果时采取以重点项目为主的行动采取以重点项目为主的行动时时在掌握在掌握现现状、分析原因、确状、分析原因、确 认认效果等各效果等各阶阶段中使用段中使用 进行分类、了解不同点时进行分类、了解不同点时在掌握在掌握现现状、分析原因、确状、分析原因、确 认认效果、效果、标
10、标准化和管理的确准化和管理的确 定等各定等各阶阶段中使用段中使用 层与层之间的差异层与层之间的差异 重要项目重要项目从哪个项目着手从哪个项目着手欲采取的对策的预测欲采取的对策的预测效果效果 了解整体的重点以及了解整体的重点以及参差不齐的程度参差不齐的程度通过列入规格值等,通过列入规格值等,了解不合格的程度了解不合格的程度了解分布状态了解分布状态 何时使用何时使用 了 解 事 项了 解 事 项 欲掌握实际情况时欲掌握实际情况时在掌握在掌握现现状、分析原因、确状、分析原因、确认认效果等各效果等各阶阶段中使用段中使用 次数特性値设备生产量(kg)因果图因果图 手法手法研究结果(特性)和原因(研究结果
11、(特性)和原因(要因)间的因果关系时要因)间的因果关系时在分析要因的在分析要因的阶阶段中使用段中使用 整体上的因果关系整体上的因果关系整理与特性相关的要整理与特性相关的要因因实现不遗漏原因、可实现不遗漏原因、可预测重要原因预测重要原因 何时使用何时使用 了 解 事 项了 解 事 项 检查表检查表 收集数据时收集数据时毫不遗漏地进行确认毫不遗漏地进行确认掌握现在实际状态时掌握现在实际状态时在掌握在掌握现现状、分析原因、确状、分析原因、确认认效果、效果、标标准化和管理的确定准化和管理的确定等各等各阶阶段中使用段中使用 可准确无误地收集数可准确无误地收集数据据可毫不遗漏地进行确可毫不遗漏地进行确认认
12、可了解其倾向及参差可了解其倾向及参差不齐的情况不齐的情况确认结果应作为记录确认结果应作为记录保留保留 特性特性特性要因要因項目件数散布图散布图 手法手法 掌握两个特性之间的关系时掌握两个特性之间的关系时在掌握在掌握现现状、分析原因、确状、分析原因、确认认效果等各效果等各阶阶段中使用段中使用 了解原因和结果间的了解原因和结果间的关系关系了解两种结果间的关了解两种结果间的关系系 何时使用何时使用 了 解 事 项了 解 事 项 特性値特性値控制图控制图 根据时间推移看变化情况根据时间推移看变化情况在掌握在掌握现现状、分析原因、确状、分析原因、确认认效果、效果、标标准化和管理的确定准化和管理的确定等各
13、等各阶阶段中使用段中使用 了解时间推移而产生了解时间推移而产生的变化情况的变化情况根据点的状态能判断根据点的状态能判断是否正常是否正常 CLUCLLCLCLUCL日期时间 根据数据值的大小,合理选择坐标单位。根据数据值的大小,合理选择坐标单位。 必须给出横纵坐标轴刻度必须给出横纵坐标轴刻度、単位、単位、原点。原点。 数据的精度数据的精度, ,在刻度上表现出来。在刻度上表现出来。 数据表能在图表出找到。数据表能在图表出找到。注意事項注意事項 注意事項注意事項 步步骤骤1 1 : :数据的收集数据的收集 5050数据以上数据以上步步骤骤2 2 :最大、最小値:最大、最小値 最大値(最大値(L L)
14、 )= = 最小値(最小値(S S) )= =步步骤骤3 3 :区間:区間数的确定数的确定 区間数(区間数(B B) )=( (数据数据) )步步骤骤4 4 :区間:区間宽宽度度決定決定 区間区間宽宽( (h h) )= =( (L LS S)B B (測定単位(測定単位 C=C=) 步步骤骤5 5 : :边边界界值值的的決定決定 第第1 1区間(区間(S-C/2S-C/2)()(S-C/2S-C/2) )+h+h 第第2 2区間(区間(S-C/2+hS-C/2+h)()(S-C/2+hS-C/2+h) )+h+h 步骤步骤6 6 :检查表的作成检查表的作成 对应区间和中值列出对应区间和中值列
15、出步骤步骤7 7 :记录各频次记录各频次 将各频次记录表中将各频次记录表中 步骤步骤8 8 :选取坐标轴选取坐标轴 纵轴为频数,横轴为特性纵轴为频数,横轴为特性步骤步骤9 9 :整数化整数化 频数和区间宽度整数化频数和区间宽度整数化步骤步骤10 10 :填加标准值填加标准值 画入平均值和标准值线画入平均值和标准值线步骤步骤11 11 :其他事项其他事项 数据记录时间,平均值,数据记录时间,平均值, 标准偏差等标准偏差等 1.51 1.53 1.35 1.45 1.30 1.61 1.55 1.42 1.65 1.54 1.51 1.53 1.35 1.45 1.30 1.61 1.55 1.4
16、2 1.65 1.54 1.43 1.64 1.61 1.44 1.70 1.41 1.51 1.61 1.74 1.56 1.43 1.64 1.61 1.44 1.70 1.41 1.51 1.61 1.74 1.56 1.60 1.49 1.64 1.57 1.40 1.54 1.58 1.68 1.56 1.37 1.60 1.49 1.64 1.57 1.40 1.54 1.58 1.68 1.56 1.37 1.59 1.62 1.59 1.64 1.28 1.54 1.66 1.72 1.59 1.49 1.59 1.62 1.59 1.64 1.28 1.54 1.66 1.7
17、2 1.59 1.49 1.52 1.49 1.52 1.32 1.49 1.55 1.51 1.61 1.54 1.59 1.52 1.49 1.52 1.32 1.49 1.55 1.51 1.61 1.54 1.59 1.33 1.69 1.62 1.46 1.56 1.64 1.54 1.46 1.61 1.54 1.33 1.69 1.62 1.46 1.56 1.64 1.54 1.46 1.61 1.54 1.56 1.46 1.54 1.36 1.50 1.59 1.43 1.63 1.66 1.49 1.56 1.46 1.54 1.36 1.50 1.59 1.43 1.6
18、3 1.66 1.49 1.59 1.54 1.69 1.52 1.46 1.49 1.69 1.56 1.58 1.66 1.59 1.54 1.69 1.52 1.46 1.49 1.69 1.56 1.58 1.66 1.56 1.64 1.58 1.61 1.54 1.60 1.66 1.63 1.64 1.66 1.56 1.64 1.58 1.61 1.54 1.60 1.66 1.63 1.64 1.66 1.68 1.42 1.38 1.56 1.73 1.47 1.53 1.39 1.47 1.54 1.68 1.42 1.38 1.56 1.73 1.47 1.53 1.3
19、9 1.47 1.54 S S L L 步步骤骤 数据收集数据收集: 2002000 0.10.512.10.512调查电缆护调查电缆护套厚度套厚度単位:単位:mmmm标标准准下限値下限値 1.35mm1.35mm标标准准上限値上限値 没有没有1.51 1.53 1.35 1.45 1.30 1.61 1.55 1.42 1.65 1.54 1.51 1.53 1.35 1.45 1.30 1.61 1.55 1.42 1.65 1.54 1.43 1.64 1.61 1.44 1.70 1.41 1.51 1.61 1.74 1.56 1.43 1.64 1.61 1.44 1.70 1.4
20、1 1.51 1.61 1.74 1.56 1.60 1.49 1.64 1.57 1.40 1.54 1.58 1.68 1.56 1.37 1.60 1.49 1.64 1.57 1.40 1.54 1.58 1.68 1.56 1.37 1.59 1.62 1.59 1.64 1.28 1.54 1.66 1.72 1.59 1.49 1.59 1.62 1.59 1.64 1.28 1.54 1.66 1.72 1.59 1.49 1.52 1.49 1.52 1.32 1.49 1.55 1.51 1.61 1.54 1.59 1.52 1.49 1.52 1.32 1.49 1.5
21、5 1.51 1.61 1.54 1.59 1.33 1.69 1.62 1.46 1.56 1.64 1.54 1.46 1.61 1.54 1.33 1.69 1.62 1.46 1.56 1.64 1.54 1.46 1.61 1.54 1.56 1.46 1.54 1.36 1.50 1.59 1.43 1.63 1.66 1.49 1.56 1.46 1.54 1.36 1.50 1.59 1.43 1.63 1.66 1.49 1.59 1.54 1.69 1.52 1.46 1.49 1.69 1.56 1.58 1.66 1.59 1.54 1.69 1.52 1.46 1.4
22、9 1.69 1.56 1.58 1.66 1.56 1.64 1.58 1.61 1.54 1.60 1.66 1.63 1.64 1.66 1.56 1.64 1.58 1.61 1.54 1.60 1.66 1.63 1.64 1.66 1.68 1.42 1.38 1.56 1.73 1.47 1.53 1.39 1.47 1.54 1.68 1.42 1.38 1.56 1.73 1.47 1.53 1.39 1.47 1.54 S S L L単位:単位:mmmm1.301.301.651.651.411.411.371.371.281.281.321.321.541.541.461
23、.461.361.361.331.331.381.381.741.741.691.691.611.611.721.721.681.681.691.691.661.661.731.731.661.66N = 100N = 100最大値:最大値:L = 1.74L = 1.74最小値:最小値:S = 1.28S = 1.28 步步骤骤 求最大求最大值值和最小和最小值值。 。 步步骤骤 区区间间数数。 NN( ( 100100)1010 步步骤骤 区区间宽间宽度度( (h h) ) 最大値(最大値(L L) ) 最小値(最小値(S S)1.74 - 1.281.74 - 1.28h h 0.0460
24、.046 区区间间数数 1010 注)注)整数化后整数化后。 。 0.050.05 步步骤骤 区区间边间边界界值值(測定(測定测试单测试单位位、 、C = 0.01 C = 0.01 ) )边边界界值值値値 最小値(最小値(S S)()(测试测试単位(単位(C C)2 2) ) 1.28 1.28 ( (0.010.012 2) ) 1.2751.275 后面后面类类推推 : :第区間第区間 : : 1.275 1.275 1.3251.325( (+0.05+0.05) ) 第区間第区間 : : 1.325 1.325 1.3751.375 中心値中心値的求法的求法:(:(区区间间的的下限下
25、限边边界界値値区区间间的的上限上限边边界界値)値)2 2 步步骤骤 检查检查表作成表作成 No. No. 区区 間間 中心値中心値项项目数目数 频频数数 1 1.275 1 1.275 1.325 1.30 / 31.325 1.30 / 3 2 1.325 2 1.325 1.375 1.35 / 41.375 1.35 / 4 3 1.375 3 1.375 1.425 1.40 / / 61.425 1.40 / / 6 4 1.425 4 1.425 1.475 1.45 / / 101.475 1.45 / / 10 5 1.475 5 1.475 1.525 1.50 / / /
26、131.525 1.50 / / / 13 6 1.525 6 1.525 1.575 1.55 / / / / / 221.575 1.55 / / / / / 22 7 1.575 7 1.575 1.625 1.60 / / / / 201.625 1.60 / / / / 20 8 1.625 8 1.625 1.675 1.65 / / / 141.675 1.65 / / / 14 9 1.675 9 1.675 1.725 1.70 / / 61.725 1.70 / / 610 1.725 10 1.725 1.775 1.75 / 21.775 1.75 / 2 步步骤骤 数
27、据数据频频数数计计算算。 。 下限側問題下限側問題标标准准下限下限 1.35mm1.35mm标标准准值值不良不良N = 100N = 100平平 均均 値値 : : 1.546 1.546 标标准偏差准偏差 0.1010.101平均値平均値 步步骤骤步步骤骤 1.测测量分布中心量分布中心 2.测测量分布差异;量分布差异; 3.定定规规格界限;格界限;4.分布形状;分布形状;5.是否存在是否存在远远离离值值9.79.69.59.49.39.29.19.08.98.88.75004003002001000MFDFrequency02315202486244281401.哪一项不良最大哪一项不良最大
28、;不良大小排列如何不良大小排列如何;2.各项对整体的影响程度如何各项对整体的影响程度如何; 3.减小不良项目对整体效果减小不良项目对整体效果;优点注意点1.将重点指向要改善的对象将重点指向要改善的对象,采取对策采取对策;2.改善前改善前.后的效果便于把握后的效果便于把握;1.横轴横轴:特性指标特性指标;2.纵轴纵轴:不良数或金额等不良数或金额等;因果图系统图形状向鱼骨因果图系统图形状向鱼骨, ,故又常被称为故又常被称为:”:”鱼骨图鱼骨图” 19531953年年日本石川博士首先日本石川博士首先提出提出表达表达结果结果与与原因原因相互关系的系统图表相互关系的系统图表 左側原因左側原因変色不良多変
29、色不良多結果記入結果記入材料材料異物混入異物混入油油多多炉内温度炉内温度高高軟化炉条件軟化炉条件炉内圧力炉内圧力安定安定炉内雰囲気炉内雰囲気調整不足調整不足純度純度不均一不均一温度設定温度設定 保管管理悪保管管理悪保管場所保管場所悪悪使残多使残多材料手配材料手配管理不足管理不足先入先出先入先出行行冷却悪冷却悪水量不足水量不足真空度低真空度低点検整備不良点検整備不良作業方法作業方法冷却水冷却水水量不足水量不足作業標準作業標準記載記載 炉温度炉温度高高作業者作業者 悪悪作業手順作業手順守守操作操作 悪悪不足不足作業者作業者 不足不足OJTOJT温調計温調計誤動作誤動作校正校正不良不良温調計不良温調
30、計不良初期流動管理初期流動管理実施実施調整弁調整弁開放不足開放不足作業手順作業手順水量計水量計背骨背骨子骨子骨中骨中骨大骨大骨大骨大骨:(人、機械、材料、方法、測定):(人、機械、材料、方法、測定)确定确定结结果果时时不能用含糊不清或抽象的主不能用含糊不清或抽象的主题题;收集多数人的意收集多数人的意见见,运用运用头脑风头脑风暴法暴法;层别层别区分区分灵活运用灵活运用过过去收集的去收集的资资料料;重点重点应应放在解决放在解决问题问题上上,并依据并依据结结果提出果提出对对策策;以事以事实为实为依据依据; 1 1 : :收集收集2 2种种对应对应的数据在的数据在1010组组以上以上。 。2 2 :
31、:横横轴轴表示原因表示原因, ,纵轴纵轴表示表示结结果果。 。3 3 : :把把2 2种种对应对应的数据的数据绘绘在坐在坐标标上上。 。4 4 : :通通过绘过绘制制趋势线趋势线, ,计计算相关系数算相关系数。 。正正相关相关无相关无相关負負相关相关散布散布图图点分布的分析点分布的分析1.291.281.271.261.251.241.231.301.251.20preformcutofffibercutoffS = 0.0156456 R-Sq = 29.1 % R-Sq(adj) = 28.5 %cutoff sh = 0.314854 + 0.752116 cutoff l95% PI9
32、5% CIRegressionRegression Plot过程稳定状态的调查及过程状态描述用工具。过程稳定状态的调查及过程状态描述用工具。由随时间变化的特性数据曲线由随时间变化的特性数据曲线, ,特性中心线及特性中心线及33上下管理界线构成。上下管理界线构成。代表性是均值代表性是均值极差极差 X XR R控制图控制图。其他有:不良率控制图其他有:不良率控制图p p控制图控制图、不良数、不良数控制图控制图pnpn控制图控制图等等。 步步骤骤1 1 : :数据分数据分类进类进行收集行收集。 。把数据分把数据分组组, ,频频数数( (样本容样本容量量): ): ( (n n) )通常通常为为2 2
33、5 5。 。步步骤骤2 2 : :数据数据记录记录在数据表中在数据表中。 。步步骤骤3 3 : :计计算各算各组组的平均数的平均数X X。 。 X = XX = Xn n步步骤骤4 4 : :计计算各算各组组的极差的极差。 。 R = R = 最大値最小値最大値最小値 步步骤骤5 5 : :计计算算总总的平均数的平均数X X。 。 X = XX = Xk k ( (k k : : 组组数数) )步步骤骤6 6 : :计计算各算各组总组总的极差的极差。 。 R = RR = Rk k 步步骤骤7 7 : :X X控制控制图图管理界限的管理界限的计计算算。 。 UCL = X + AUCL = X
34、 + A2 2* *R R ( (UCLUCL: :控制上限控制上限値)値) CL = XCL = X ( (CLCL:中心線):中心線) LCL = XLCL = XA A2 2* *R R ( (LCLLCL: :控制下限控制下限値)値)A A2 2( (n n) )与与组组数有关,从数有关,从控制控制图图参数表参数表中中选选取。取。步步骤骤8 8 : :R R控制控制图图控制界限控制界限计计算算。 。 UCL = DUCL = D4 4* *R R、 、 CL = RCL = R LCL = DLCL = D3 3* *R R D D3 3、 、D D4 4也也与组数有关,从与组数有关,
35、从控制图参数表控制图参数表中选取。中选取。 步步骤骤9 9 : :绘绘制曲制曲线图线图,横,横轴时间轴时间, ,纵轴纵轴特性特性。 。步步骤骤10 10 : :频频数数n n、各、各UCLUCL、 、CLCL、 、LCLLCL値値, ,时间时间等作出等作出标标示示。 。 控制控制图图参数表参数表 No. x1 x2 x3 x4 x5 No. x1 x2 x3 x4 x5 x X Rx X R 1 50 53 52 155 51.7 31 50 53 52 155 51.7 3 2 48 52 49 149 49.7 42 48 52 49 149 49.7 4 3 50 51 45 146 4
36、8.7 63 50 51 45 146 48.7 6 4 52 52 51 155 51.7 14 52 52 51 155 51.7 1 5 39 37 32 108 36.0 75 39 37 32 108 36.0 7 6 50 47 49 146 48.7 36 50 47 49 146 48.7 3 7 46 39 42 127 42.3 77 46 39 42 127 42.3 7 8 67 59 62 188 62.7 88 67 59 62 188 62.7 8 9 62 56 58 176 58.7 69 62 56 58 176 58.7 6 10 48 53 51 152
37、 50.7 510 48 53 51 152 50.7 5 11 51 52 47 150 50.0 511 51 52 47 150 50.0 5 12 50 48 51 149 49.7 312 50 48 51 149 49.7 3 13 50 47 48 145 48.3 3 13 50 47 48 145 48.3 3 14 50 50 51 151 50.3 1 14 50 50 51 151 50.3 1 15 41 38 40 119 39.7 3 15 41 38 40 119 39.7 3n: :频频数数 合計合計1231.01231.0X = 49.24X = 49.24
38、平均平均102102R = 4.1R = 4.1 No. x1 x2 x3 x4 x5 No. x1 x2 x3 x4 x5 x X Rx X R 16 49 51 52 152 50.7 316 49 51 52 152 50.7 3 17 48 47 46 141 47.0 217 48 47 46 141 47.0 2 18 50 46 48 144 48.0 418 50 46 48 144 48.0 4 19 57 59 60 176 58.7 319 57 59 60 176 58.7 3 20 46 49 48 143 47.7 320 46 49 48 143 47.7 3 2
39、1 48 48 49 145 48.3 121 48 48 49 145 48.3 1 22 50 47 53 150 50.0 622 50 47 53 150 50.0 6 23 53 53 48 154 51.3 523 53 53 48 154 51.3 5 24 35 44 41 120 40.0 924 35 44 41 120 40.0 9 25 50 51 51 152 50.7 125 50 51 51 152 50.7 1k k: :组组数数频频数数 : : n = 3 n = 3 组组数数 : : k = 25k = 25 总总平均平均 : : X = XX = Xk =
40、 1231.0k = 1231.025 = 49.2425 = 49.24 各各组组R R的平均的平均 : : R = RR = Rk = 102.0k = 102.025 = 4.125 = 4.1 X X控制界限控制界限: : UCL = X + A2UCL = X + A2* *R = 49.24 + 1.02 x 4.1 = 53.42R = 49.24 + 1.02 x 4.1 = 53.42 CLCL = X = 49.24= X = 49.24 LCL = XLCL = XA2A2* *R = 49.24 R = 49.24 1.02 x 4.1 = 45.061.02 x 4.
41、1 = 45.06 R R控制界限控制界限: : UCL = D4UCL = D4* *R = 2.57 x 4.1 = 10.6R = 2.57 x 4.1 = 10.6 CL = R = 4.1CL = R = 4.1 LCLLCL = D3= D3* *R R过过程控制程控制稳稳定性定性调查调查LCL =LCL = 45.06 45.06CL =CL = 49.24 49.24UCL =UCL = 5 5 .42.42n = 3n = 3过过程控制程控制稳稳定性定性调查调查CL =CL = 4.1 4.1UCL =UCL = 10.6 10.6252015105Subgroup06555
42、4535Sample Mean1111111Mean=49.24UCL=53.41LCL=45.071050Sample RangeR=4.08UCL=10.50LCL=0Xbar/R Chart for C2 控制界限外控制界限外 : : 管理界限超过界限的情况管理界限超过界限的情况。 多次接近控制界限接近多次接近控制界限接近 : : 点子过多落在点子过多落在22外外33内。内。 连续连续 : 连续连续7 7个点在中心个点在中心线线同同侧侧。 趋势趋势 : 8 8点以上点以上连续连续上升或下降。上升或下降。 中心线集中中心线集中 上下波动上下波动 周期性周期性時間時間特性値特性値UCL UCL CL CL LCL LCL 5004003002001000126125124Sample NumberSample MeanX-bar Chart for cald-dd111 1 1 111121111111 1 1
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 卵巢癌复发后治疗方案个体化调整
- 2026年试验检测师之交通工程考试题库300道含答案【完整版】
- 2025河南安阳高新区第一批就业见习人员招募44人参考题库附答案
- 2026年一级注册建筑师之建筑物理与建筑设备考试题库300道附参考答案(培优b卷)
- 2025湖南衡阳市耒阳市事业单位选聘39人备考题库附答案
- 2026年一级注册建筑师之建筑物理与建筑设备考试题库300道及参考答案1套
- 2025陕投集团校园招聘(281人)笔试备考试题附答案
- 2026年一级注册建筑师之建筑结构考试题库300道附完整答案(名师系列)
- 2026年初级经济师之初级建筑与房地产经济考试题库300道参考答案
- 2025年教师转岗考试职业能力测试题库150道含答案(考试直接用)
- 跨境租赁法律问题及对策
- 劳务合同模板电子下载
- Science and Technology科学与技术课件
- 设计事理学方法论-课件
- 电梯形式检测报告
- 娱乐场所文明服务责任书
- 纤维增强混凝土
- 部编版九年级语文下册古诗文复习课件
- GB/T 19867.6-2016激光-电弧复合焊接工艺规程
- 闽教版三年级起点六年级上册英语《Unit-8-The-Universe-Part-A》(一等奖课件)
- 电气设备选择课件
评论
0/150
提交评论