



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、TO:wanhongying;huxin;linghua;linchunhua;liubaochang;qianxiaofei;chengweifeng;songjianping;daibin;weixiong;zhurugang;jiangweiming;chenzhongwen;zhoujun;qiuguiquan;liupihao; 目录1 目的2 范围3 生效工艺标准 4 HMF(斑马纸)热压4.1 斑马纸对位4.2 热压4.3 剥离实验5 塑料成型6 模片固定晶片固定6.1 模片安放晶片安装6.2 模片污染晶片污染7 焊压W/B7.1 焊压面积7.2 焊太尾线尾7.3 粘胶安放焊点位
2、置7.4 线圈线弧8 COAT9 螺丝固定10 1 硅胶涂布11 TAB邦定123 COG邦定13 生效日期REVISION/AMENDMENT HISTORYDATEREVPAGEDESCRIPTION2002-4-19A0ALL初版2005-4-8A1ALL修改焊接工艺标准1.0 目的 建立最基本的工艺标准,制定生产过程中接受/拒绝的判断标准。2.0 范围 本规范规定了焊锡、螺丝固定、导电膜热压、焊线、塑胶成型、硅胶涂布和IC邦定的工艺标准。3.0 生产工艺标准3.1焊锡范围SMT贴片元件焊接工艺;手焊元件工艺.3.1.2 参考文件IPC-A-610C3.1.3 内容3.1.1 片状元件的
3、可接受范围3.1.1.1 偏移W Acceptable fillet height (F) is the solder thickness plus 25% castellation height (H). 侧向偏移量应少于元件可焊接面()的或者焊盘宽度(P)的选择其中较小者. 图1Figure 1A(A) £50% of (W)DEFECTDefect(不良)侧向偏移量大于元件端面区域()的可接受的末端焊接宽度()应大于或等于元件可焊接面宽度()的或者焊盘()的,选择其中较小者 .图2Figure 2可接受的锡膏厚度(F) 锡膏厚度加上侧面高度(H)的25 图3Figure 3可接
4、受的侧向偏移量宽度(A)应小于或等于整个侧面宽度的 50%. Acceptable side overhang (A) is 50% castellation width (W).w图6Figure 6Ww3.1.1.2 焊点图4Figure 4最大焊点高度(E)可以超出焊盘或爬伸至金属镀层端帽可焊端的顶部,但不可接触元件体。图5Figure 5最小焊点高度()为焊锡厚度加上可焊端高度()的或0.5mm,选择其中较小者 柱状元件的可接受标准3.1.2.1元件脚直径的或者多于应该在焊盘上。如情况是这样,则没有必要对元件进行修正。3.1.2.1元件脚和焊盘之间的焊锡填充必须很明显。 图6Figur
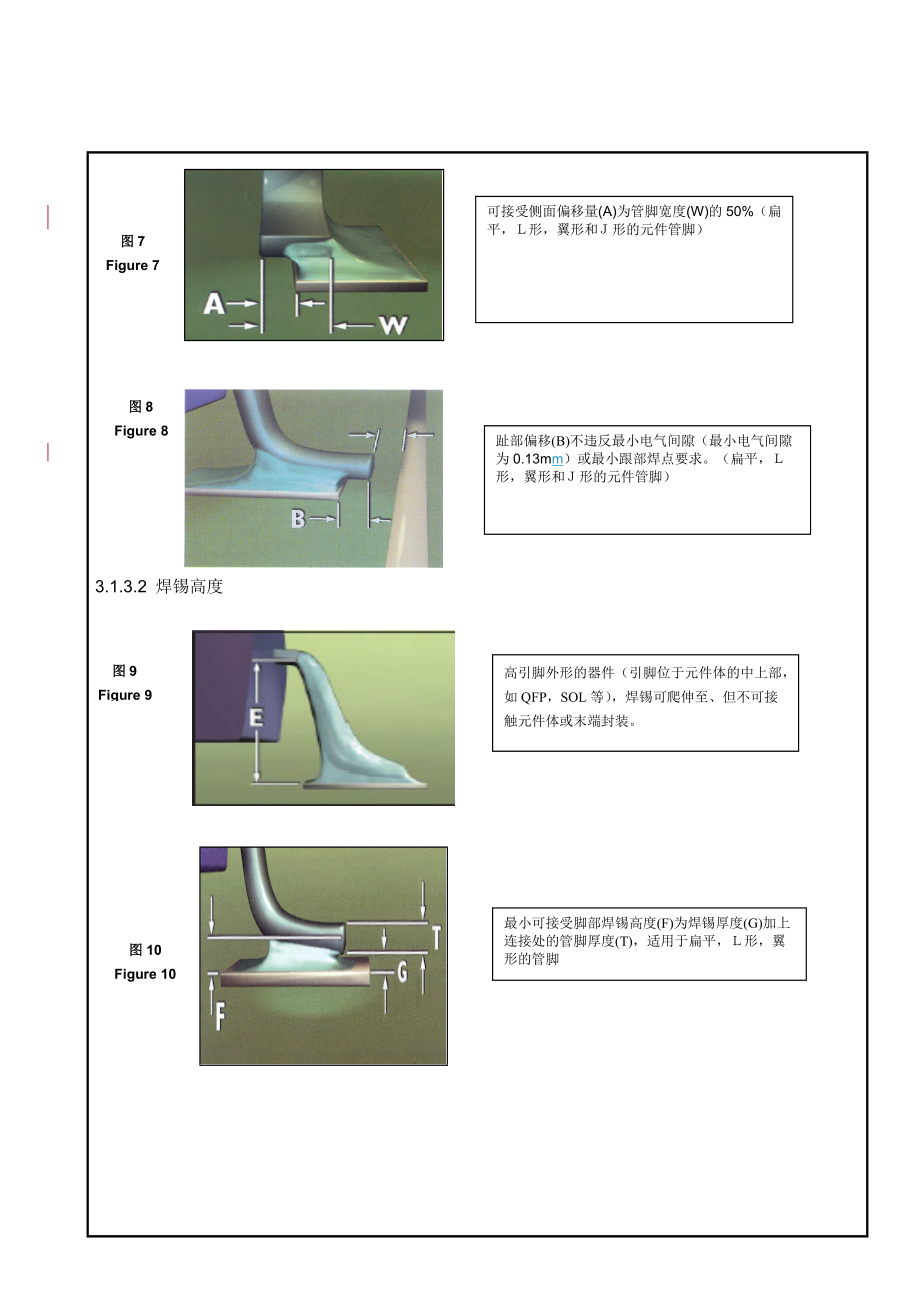
5、e 6侧面偏移量 (A)应小于元件宽度直径(W)或焊盘宽度(P)的25%,选择其中较小者 . 3.1.3 扁平,形,翼形和形的元件的标准:3.1.3.1 偏移可接受侧面偏移量(A)为管脚宽度(W)的50%(扁平,形,翼形和形的元件管脚) 图7Figure 7图8Figure 8趾部偏移(B)不违反最小电气间隙(最小电气间隙为0.13mm)或最小跟部焊点要求。(扁平,形,翼形和形的元件管脚)图9Figure 93.1.3.2 焊锡高度高引脚外形的器件(引脚位于元件体的中上部,如QFP,SOL等),焊锡可爬伸至、但不可接触元件体或末端封装。图10Figure 10最小可接受脚部焊锡高度(F)为焊锡
6、厚度(G)加上连接处的管脚厚度(T),适用于扁平,形,翼形的管脚对于有形管脚的元件,可接受的侧面偏移量(A)为等于或少于管脚宽度(W)的50%图11Figure 11图12Figure 12前面焊锡厚度标准:应有明显的焊锡填充的浸润 锡球的可接受标准 锡球的可接受标准:· 底面或导体的陷入或凸出的锡球,直径小于0.13mm· 每600mm有多于个锡球或锡花喷溅(小于等于0.130mm)图13Figure 13图14Figure 143.1.5 片状元件表里反面 接受标准:片状元件表里反面可以接受.图15Figure 15 片式元件侧面贴装接受标准:片状元件侧面贴装不接受.图
7、16Figure 14163.1.7焊锡紊乱缺陷在冷却时受外力影响,呈现紊乱痕迹的焊锡.图17Figure 17图18Figure 18缺陷破裂或有裂缝的焊锡 图19Figure 19可接受图19导线垂直边缘的铜暴露.图20 元件引脚末端的底层金属暴露.注意:采用有机可焊性保护涂层(OSP)的印刷线路板和导线只在某些特定的预镀焊锡区域呈现好的润湿. 底层金属在未焊区域的暴露一般应在这些情况下被考虑,如果预镀焊锡的连接区域呈现好的润湿特性则可接受. 图20Figure 203.1.8 穿孔焊接接受标准 穿孔焊接接受标准参照图21至23 (二级标准)图21Figure 21至少75%填充,最多25
8、%的缺失,包括主面和辅面在内. 图22Figure 22引脚和孔壁最少180°润湿注意: 主面是相对于PCB需要焊接一面. 图23Figure 23焊接面引脚和孔壁润湿,最少270° .注意:次面是需要焊接的一面 焊锡破裂 图24Figure 24破裂或有裂缝的焊锡,不可接受. 图25Figure 25 桥接 图26Figure 26焊锡在导体间的非正常连接, 不可接受.图27Figure 273.1.11 无铅焊接标准 同样遵从上述所提及的标准(IPC-610-C),此外针对无铅焊接与有铅焊接外观之不同均不应超出上述标准之外.以下是对无铅焊接与有铅焊接外观之不同之描述:T
9、in/Lead Solder有铅焊接Leadfree Solder无铅焊接 外观较灰暗 (外观呈现银色明亮)(无铅焊接外观较暗淡,粗糙) (有铅焊接外观光泽明亮) (有铅焊接100%覆盖元件末端)(无铅焊接末端有明显的暴露)4.0 HMF(斑马纸)热压4.1 斑马纸对位 斑马纸上的导电条纹必须对准PCB或LCD的导体。 当排列偏离超过导体宽度的1/3时不可接受。 当斑马纸倾斜时,斑马纸端部偏离导体宽度的1/3时不可接受。4.2 热压 斑马纸上的热封区不能接触到LCD或PCB的边缘,其间应有明显的间隔。 热压区应显示粗糙的表面,其上均匀分布着小颗粒。气孔或平滑的斑点不可接受。4.3 剥离实验 热
10、压质量可通过剥离实验检查。然后检查斑马纸和LCD/PCB的热压区。5.0 塑料成型 挤压出来的塑料螺栓必须能紧紧地固定元件(PCB、塑胶键、上盖等)。当将螺栓往元件(通常是PCB)正下方压时,没有明显的移动可见,并且当摇动装配好的机体时,听不到键松脱的声音。6.0 晶片固定6.1 晶片安放 晶片必须平正地安放在PCB的D/A位之正中间。不可接受最佳晶片出盘晶片在正中间晶片非平正地置于PCB上晶片平放在PCB上6.2 晶片污染 晶片pad不能有胶、异物,晶片表面不能被划伤。 胶(没在焊盘上) 胶在模片中间可接受 黑胶(在焊盘上) 黑胶在焊盘上不可接受7.0 焊压7.1 焊压面积 焊压宽度必须在帮
11、线直径的倍之间。7.2 线尾 线尾长度必须在帮线直径的倍之间。7.3 焊点位置 大于2/3的焊点面积在pad或lead内可接受。Lead超过2/3的焊点面积不可接受最佳7.4 线弧 从晶片表面到帮线最高点之高度必须在帮线直径的3-12倍之间。PCBIC8.0 COAT 封胶烘干后,不能有胶高、胶大、露金、露线、穿孔之不良。PCB 白油圈 帮线 IC OK胶大(NG):黑胶溢出白油圈外,盖住通孔、文字、元件或影响装配露金(NG):超过三点或长度超过1mm露线(NG):可见帮线外形穿孔(NG):可见帮线IC或孔径,超过0.3mm凸凹不平(NG):严重影响外观或装配Lead9.0 螺丝固定9.1 螺丝应拧紧到最大限度,即如再进一步拧紧时会损坏螺纹或材质。9.2 螺帽脱落 螺帽脱落不可接受。9.3 钻槽圆化 螺栓顶部的钻槽如果圆滑了,无法用螺丝启动,不可接受。9.4 卷边 卷边是螺丝拧得过紧造成的,不可接受。10.0 硅胶涂布10.1 硅胶应覆盖住裸露的细小ITO,输入脚部、Vop切割Patten部ITO除外。输入端子部IC10.2 硅胶涂布不可超出偏光片表面以及LCD玻璃边缘。硅胶不可超出偏光片表面10.3 涂布后的硅胶内不可有贯穿气泡及金属异物。11.0
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025广西北海市机关后勤服务中心招聘工作人员1人考试笔试备考试题及答案解析
- 高考历史真题分类14-14-第十四单元 两次世界大战、十月革命与国际秩序的演变
- 2025重庆市长寿区江南街道办事处公益性岗位招聘2人备考题库及答案详解(有一套)
- 2025浙江丽水缙云县招聘社区专职工作者22人备考题库含答案详解(b卷)
- 2025年宁波北仑区白峰街道办事处编外人员招聘1人备考题库含答案详解(满分必刷)
- 2026徽商银行淮北分行综合支行主要负责人招聘备考题库附答案详解
- 2026“梦工场”招商银行南昌分行寒假实习生招聘备考题库附答案详解(精练)
- 2025年汉中市直机关遴选公务员笔试真题汇编附答案解析
- 2024广东广州市海珠区教育工会招聘社会化工会工作者2人备考题库带答案解析
- 2023年益阳市直遴选笔试真题汇编及答案解析(夺冠)
- 风险控制岗位招聘笔试题(某大型央企)2025年试题集详解
- 人事管理岗位竞聘陈述
- 《加快高水平科技自立自强 引领发展新质生产力》课件
- 医疗健康新媒体运营方案
- 2025年大连理工大学附属中心医院(大连市中心医院)招聘合同制工作人员10人笔试考试备考试题及答案解析
- 2025年《公共营养师》技能知识习题库(含参考答案)
- 急性胰腺炎教学课件
- 2025年医院门诊部工作总结
- 施工现场车辆安全培训
- 25秋国家开放大学《理工英语3》形考任务参考答案
- 初中八年级人教版地理上册第六章《北方地区》课件
评论
0/150
提交评论