


版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
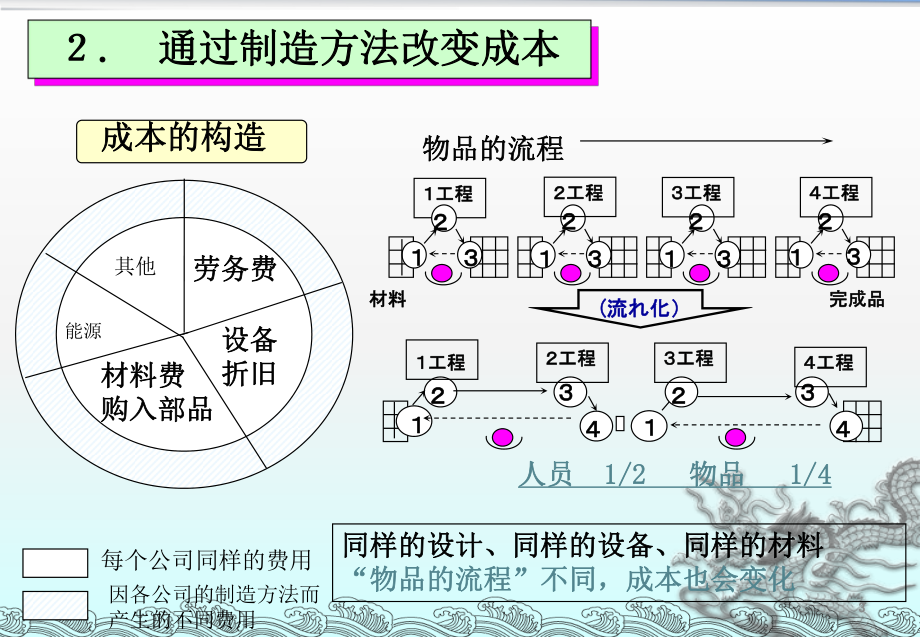
1、1 1 成本低减活动成本低减活动 2 2 . . 成本低减成本低减提高生产性提高生产性设计的良否是关键设计的良否是关键、但是但是、制造方法的改变也能改变成本制造方法的改变也能改变成本制品的成本构成制品的成本构成生产性生产性劳动生产性劳动生产性(用更少的人数)用更少的人数)设备生产性设备生产性(更低的设备投资更低的设备投资、更高的工作率)更高的工作率)材料生产性材料生产性(更便宜的材料更便宜的材料、更高的出品率更高的出品率)重要的是整体的生产性提高重要的是整体的生产性提高劳务劳务費費设备折旧费设备折旧费材料费材料费其他其他3 3 . . 通过制造方法改变成本通过制造方法改变成本材料费材料费购入部
2、品购入部品劳务费劳务费能源其他成本的构造成本的构造每个公司同样的费用因各公司的制造方法而产生的不同费用同样的设计同样的设计、同样的设备同样的设备、同样的材料同样的材料“物品的流程物品的流程”不同,成本也会变化不同,成本也会变化 物品的流程物品的流程工程工程 人员人员 1/2 1/2 物品物品 1/41/4材料材料完成品完成品工程工程工程工程工程工程工程工程工程工程工程工程工程工程设备设备折旧折旧( (流化)流化)4 4 因为物品的制造方法(流动方法)不同,成本变化因为物品的制造方法(流动方法)不同,成本变化物品的流程物品的流程Manual Time Manual Time Automatic
3、TimeAutomatic Time 2 2M=5M=5A=15A=15M=5M=5A=18A=18 3 3M=6M=6A=15A=15 4 4M=18M=18A=0A=0 5 5M=M= A=15A=15 4 45 5 M=18M=18A=0A=0M=M= A=15A=15 2 23 3 5 5M=5M=5A=15A=15M=5M=5A=18A=18M=14M=14A=0A=0TT = TT = 秒秒3 35 5 所有的地方都有浪费所有的地方都有浪费Ex.) 以作业员的动作为例B B没有附加价值的作业没有附加价值的作业 : :现在的作业条件下没有附加现在的作业条件下没有附加 价值但还是必须要
4、做的作业价值但还是必须要做的作业C C实质作业实质作业 : :作业的不同能给予物品附加价值作业的不同能给予物品附加价值A A浪费浪费 : :作业中不必要的动作作业中不必要的动作实质作业实质作业作业作业作业员的动作作业员的动作浪费没有附加没有附加价值的作业价值的作业成本低减成本低减提高动作的附加价值比率提高动作的附加价值比率把动作变成工作把动作变成工作6 6手持的浪费手持的浪费搬运的浪费搬运的浪费加工的浪费加工的浪费动作的浪费动作的浪费 有各种各样的浪费有各种各样的浪费制造过剩的浪费制造过剩的浪费制造过剩的浪费制造过剩的浪费不良不良 手修的浪费手修的浪费在库的浪费在库的浪费把成本把成本堆上去了堆
5、上去了7 7 制造过剩的浪费是最不好的浪费制造过剩的浪费是最不好的浪费为什么要制造多于为什么要制造多于销售量的产品销售量的产品?为什么想制造过剩为什么想制造过剩? 有过剩的人力和设备有过剩的人力和设备 以防设备故障以防设备故障、不良等不良等( () ) 一旦容许了制造过剩一旦容许了制造过剩还会产生新的浪费还会产生新的浪费成本不降低成本不降低(不挣钱的企业不挣钱的企业)()()在库增加,导致问题隐藏在库增加,导致问题隐藏 起来不能发现应该改善的地方起来不能发现应该改善的地方 托盘、箱子的增加托盘、箱子的增加 搬运者搬运者、叉车的增加叉车的增加 仓库的建设和仓库的建设和在库管理业务在库管理业务 设
6、备故障对策设备故障对策 不良对策不良对策 不推进不推进8 8真正的生产性真正的生产性人做个人做个天天2020个制造过剩,产生浪费个制造过剩,产生浪费人做个天改善人做个天改善 6. 6. 表面的生产性和真正的生产性不同表面的生产性和真正的生产性不同表面的生产性表面的生产性人做个人做个天天人做人做个个天天必要数必要数:个个天天9 9彻底排除彻底排除勉强勉强、浪费浪费、不均衡不均衡 缩短缩短LEAD TIMELEAD TIME(减少停滞减少停滞)自动生产化自动生产化 发生异常停止,发生异常停止, 且能自动判断且能自动判断 完了后自动停止完了后自动停止如何实现客户第一如何实现客户第一在恰当的实绩用在恰
7、当的实绩用低廉的成本制造低廉的成本制造优良的产品优良的产品资金不充足的时候资金不充足的时候、如如何尽早收回资金何尽早收回资金适时地适时地廉价地制造廉价地制造优良品优良品丰田生产模式丰田生产模式大支柱大支柱企业为了长足发展企业为了长足发展1010切忌只顾自己方便的解释切忌只顾自己方便的解释 在必须的时间在必须的时间制造必要量的制造必要量的必须的东西必须的东西“平准化平准化(种类和量的平均化种类和量的平均化)是大前提是大前提” 在心血来潮的时候在心血来潮的时候制造随便量的制造随便量的想要的东西想要的东西生产管理部的重要工作生产管理部的重要工作( (不制造销售不出去的东西不制造销售不出去的东西)何为
8、何为JUST IN TIMEJUST IN TIME11111 1) 对企业来说,缩短对企业来说,缩短LEAD TIMELEAD TIME的重要性的重要性企划企划设计设计设备购买设备购买生产计划生产计划生产生产物流物流销售销售继续投资继续投资销售出去了才销售出去了才开始资金回收开始资金回收现金流动的方面现金流动的方面、竞争公司竞争公司、客户的期待客户的期待决定决定JUST IN TIMEJUST IN TIME水平的水平的LEAD TIMELEAD TIME部部门联门联合推合推进进管理管理SESE活活动动( (同同时时并行的并行的) )丰田生产模式丰田生产模式的实践的实践缩短缩短LEAD TI
9、MELEAD TIME1212)一般生产现场的一般生产现场的LEAD TIMELEAD TIME因为加工时间因为加工时间、导致停滞时间非常长导致停滞时间非常长信息信息什么时候什么时候发货发货?7 7天后天后加工加工1 1天天组装组装焊接焊接1 1天天1 1天天LEAD TIMELEAD TIME3 3天天个小山个小山材料材料完成品完成品天的生产、搬运= =生产的生产的LEAD TIMELEAD TIME+ +加工(生产)时间加工(生产)时间 停滞时间停滞时间1313制造中制造中引取引取平准化的平准化的多回引取多回引取后补充生产后补充生产工程工程的流程化的流程化按节拍生产按节拍生产小批量生产小批
10、量生产提高生产线的信赖性提高生产线的信赖性后工程引取后工程引取成为体质强化的盈利的公司成为体质强化的盈利的公司消除阻碍流动的无用的停滞(在库)消除阻碍流动的无用的停滞(在库) JUST IN TIMEJUST IN TIME的总结的总结1414根据销售的速度根据销售的速度(节拍节拍)制造产品制造产品确定每个人的作业范围确定每个人的作业范围(工作量工作量)确定标准作业确定标准作业标准标准 基准的例子基准的例子标准作业标准作业确定效率高的作业顺序确定效率高的作业顺序1515标准作业的标准作业的要素要素:节拍节拍、作业顺序作业顺序、标准手持标准手持 以人的动作为中心以人的动作为中心、按照没有浪费的顺序,有效地进行生产的方法按照没有浪费的顺序,有效地进行生产的方法 遵守标准作业遵守标准作业、保证了安全,并且决定了质、量、成本保证了安全,并且决定了质、量、成本
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- T/CGMA 033002-2020压缩空气站节能设计指南
- T/CEMIA 037-2023厚膜集成电路用银钯导体浆料规范
- T/CECS 10326-2023智慧社区大数据平台技术要求
- T/CECS 10039-2019绿色建材评价墙面涂料
- T/CECA-G 0237-2023空气源热泵与燃气设备耦合供热系统技术规范
- T/CCMA 0085-2019市政与环卫车辆作业标志灯
- T/CCASC 3003-2023电石渣中乙炔含量测定气相色谱法
- T/CCAS 033-2023油井水泥浆防气窜试验方法
- T/CAPEB 00001.8-2022制药装备容器和管道第8部分:验证
- 湖北成人考试题库及答案
- 公路养护手册流程
- 卵巢过度刺激综合征OHSS护理查房
- 隧道勘察重点难点分析报告
- 食品供应链安全培训
- 《新课程标准解读》课件
- 《铁及其化合物》说课课件(省级课比赛)
- 高考复习-烃的衍生物课件
- BODAS编程培训课件
- 华文版书法五年级下册 第16课 集字练习-推陈出新 教案
- 北京奥林匹克森林公园理法初探
- 单值-移动极差X-MR控制图-模板
评论
0/150
提交评论