



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、铣削加工模拟1选择机床SIEMENS802s铣床2激活机床1)检查急停按钮是否松开至状态,若未松开,点击急停按钮,将其松开。2)点击操作面板上的“复位”按钮,使得右上角的标志消失,此时机床完成加工前的准备。3机床回参考点1)检查操作面板上“手动”和“回原点”按钮是否处于按下状态,否则依次点击按钮和使其呈按下状态,机床进入回零模式,此时CRT界面的状态栏上显示“手动REF”2)X轴回零,按住操作面板上的按钮,直到X轴回零,CRT界面上的X轴回零灯亮。3)相同的办法可以完成Y,Z轴的回零4)点击操作面板上的“主轴正转”按钮或“主轴反转”按钮,使主轴回零。4使用夹具依次点击菜单中的“零件/安装夹具”
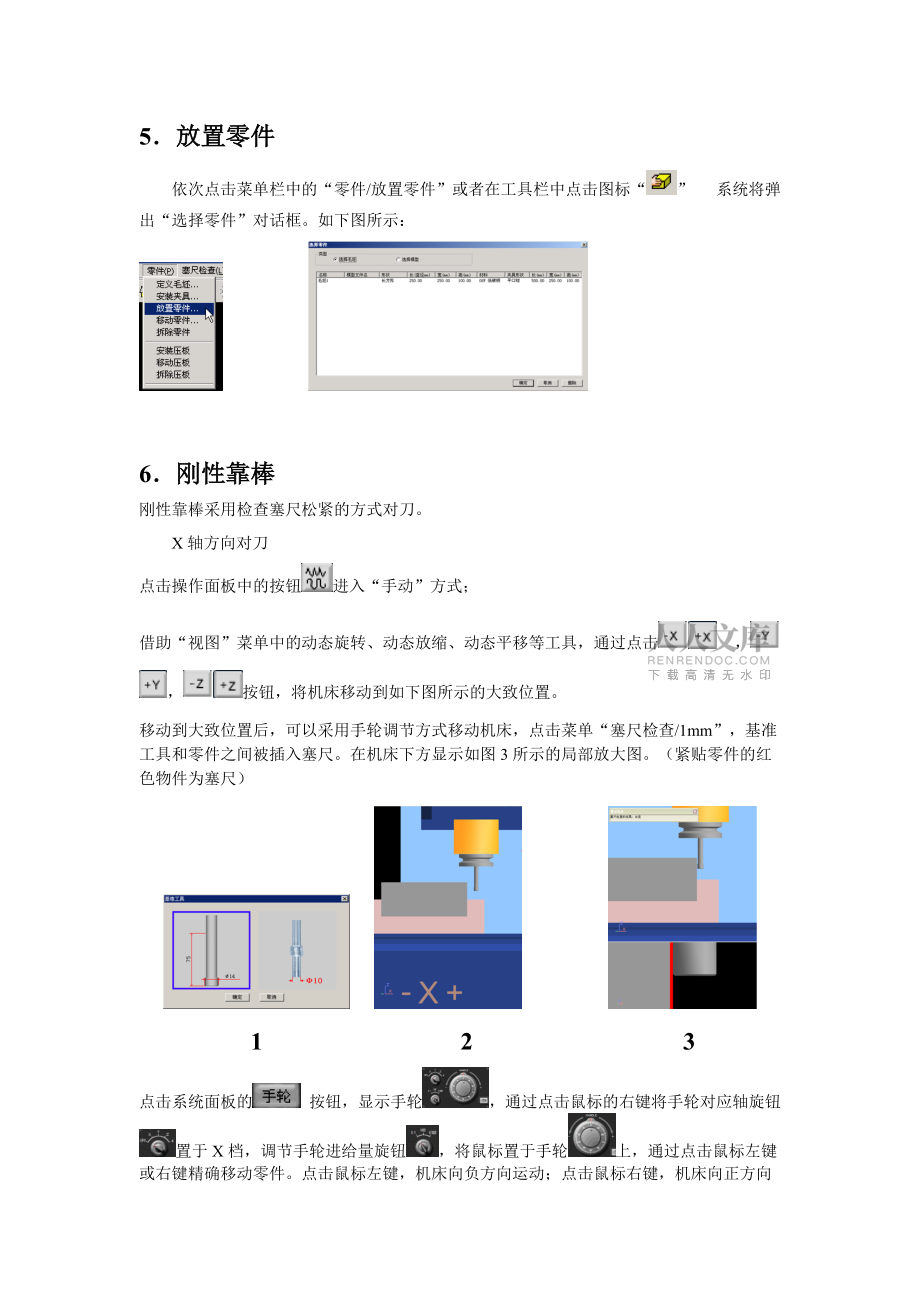
2、或者在工具栏中点击图标,系统将弹出“选择夹具”对话框。在“选择零件”列表框中选择毛坯。在“选择夹具”列表框中间选夹具,长方体零件可以使用工艺板或者平口钳,圆柱形零件可以选择工艺板或者卡盘。如下图所示。 “夹具尺寸”成组控件内的文本框用于修改工艺板的尺寸。(在使用工艺板时)“移动” 成组控件内的按钮用于调整毛坯在夹具上的位置。5放置零件依次点击菜单栏中的“零件/放置零件”或者在工具栏中点击图标“” 系统将弹出“选择零件”对话框。如下图所示: 6刚性靠棒 刚性靠棒采用检查塞尺松紧的方式对刀。X轴方向对刀点击操作面板中的按钮进入“手动”方式;借助“视图”菜单中的动态旋转、动态放缩、动态平移等工具,通
3、过点击 ,按钮,将机床移动到如下图所示的大致位置。移动到大致位置后,可以采用手轮调节方式移动机床,点击菜单“塞尺检查/1mm”,基准工具和零件之间被插入塞尺。在机床下方显示如图3所示的局部放大图。(紧贴零件的红色物件为塞尺) 1 2 3 点击系统面板的 按钮,显示手轮,通过点击鼠标的右键将手轮对应轴旋钮 置于X档,调节手轮进给量旋钮,将鼠标置于手轮上,通过点击鼠标左键或右键精确移动零件。点击鼠标左键,机床向负方向运动;点击鼠标右键,机床向正方向运动。直到提示信息对话框显示“塞尺检查的结果:合适”如图3所示:注:本软件中,基准工具的精度可以达到1微米,所以如果想使塞尺检查的结果显示为“合适”,需
4、要将进给量调到1微米。将工件坐标系原点到X方向基准边的距离记为;将塞尺厚度记为(此处为1mm);将基准工具直径记为(可在选择基准工具时读出,刚性基准工具的直径为14mm),将+记为DX在如图3所示界面下点击按钮回到上级界面;依次点击软键 、,弹出如图4所示的“刀号”对话框:图4使用系统面板输入当前刀具号(此处输入“1”),点击软键“确认”,进入如图5所示的界面。将-DX填入到“零偏”对应的文本框中,并按下键;点击软键,此时G54中X的零偏位置已被设定完成;点击软键 ,进一步测量Y方向的零偏,如图6。 图5 图6 Y轴方向对刀用类似于X轴的方法,测量得到Y方向基准坐标。完成X,Y方向对刀后,需将
5、塞尺和基准工具收回。步骤如下:点击菜单“塞尺检查/收回塞尺”将塞尺收回;点击操作面板中按钮,切换到手动状态,点击按钮将Z轴作为当前移动轴,按下按钮,抬高Z轴到适当位置,再点击菜单“机床/拆除工具”拆除基准工具。注:塞尺有各种不同尺寸,可以根据需要调用。本系统提供的塞尺厚度有0.05mm、0.1mm、0.2mm、1mm、2mm、3mm以及100mm,塞尺可以叠加使用。Z轴对刀铣、加工中心对Z轴对刀时采用的是实际加工时所要使用的刀具。首先假设需要的刀具已经安装在主轴上了。点击操作面板中的按钮进入“手动”方式;借助“视图”菜单中的动态旋转、动态放缩、动态平移等工具,适当点击,按钮,将机床移动到大致位
6、置,如图7所示; 图7 类似于X,Y方向对刀的方法进行塞尺检查,得到“塞尺检查:合适”时Z的坐标值;进入到“零点偏移测定”界面,点击软键,将当前轴设为Z轴:记塞尺厚度为d, 在“零偏”对应得文本框中输入-d;点击软键、之后Z方向基准坐标就设置好了。7设置参数依次点击按钮、软键、,进入如下图所示的界面: 在系统面板上点击+或+,可以进行翻页,显示或修改G54(G55)或G56(G57)的内容。点击按钮可以退出本界面。8刀具参数设置依次点击按钮,软键、可以进入刀具参数设置界面,而点击按钮可以退出本界面。新建刀具依次点击按钮,软键、按钮 、及软键,显示如下界面:点击系统面板上的数字键,在“T-号”栏
7、中输入刀号,在“T-型”中输入刀具类型号(钻头200,铣刀100)。设置完成后,按软键“确认”,进入如下的界面: 手动连续方式点击操作面板上的手动按钮,使其呈按下状态点击操作面板上的按钮,机床向X轴正向移动,点击,机床向X轴负方向移动,同理,点击,机床在Z轴方向移动,可以根据加工零件的需要,点击适当的按钮,移动机床点击操作面板上的和,使主轴转动,点击按钮,使主轴停止转动注:刀具切削零件时,主轴需转动。加工过程中刀具与零件发生非正常碰撞后(非正常碰撞包括车刀的刀柄与零件发生碰撞;铣刀与夹具发生碰撞等),系统弹出警告对话框,同时主轴自动停止转动,调整到适当位置,继续加工时需使主轴重新转动。9导入数
8、控程序先利用记事本或写字板方式编缉好加工程序并保存为文本格式文件,文本文件的头两行必须是如下的内容: %_N_复制进数控系统之后的文件名_MPF ;$PATH=/_N_MPF_DIR依次点击按钮、软键、进入如下界面: 图8 点击软件,等待程序的输入;点击菜单“机床/DNC传送”,弹出如图8所示的打开文件对话框在打开文件对话框中选择需要导入的文件,如果文件格式正确的话,数控程序将显示在程序列表10自动加工自动加工流程检查机床是否机床回零,若未回零,先将机床回零;点击操作面板上的“自动模式”按钮,使其呈按下状态,机床进入自动加工模式选择一个供自动加工的数控程序(详见4.7.2数控程序管理中“选择一个用来加工的数控程序”)点击操作面板上的“运行开始”按钮数控铣床程序:G54 G00 X0 Y80 Z10 S500 M03G01 Z-5 F
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2026年吉林电子信息职业技术学院单招职业技能测试题库带答案详解(典型题)
- 2026年四川司法警官职业学院单招职业技能考试题库带答案详解(基础题)
- 大数据分析流程实战演练
- 内科护理学护理职业心理调适课件
- 养老护理员心理健康与自我调适
- 山东省2026年春季高考技能测试电子技术类专业模拟试题及答案解析
- 中耳炎的康复家庭环境改造
- 相关方安全培训管理策略
- 脑血管陈爽 课件
- 危重患者护理质量控制
- 新能源汽车故障诊断与排除全套教学课件
- 2025年公安院校联考《申论》真题含答案解析
- 2025安徽单招考试真题及答案
- 幼儿园小班语言故事《大熊山》课件
- 汽车吊安全培训教育课件
- 2025年国有企业总经理竞聘面试题及参考答案指南
- 电商合作《一件代发合同》
- 小学数学跨学科教学论文
- 招标投标实施条例课件
- 风电场规划设计与施工
- 镇江市高等专科学校单招考试文化素质数学考试历年机考真题集含答案详解【完整版】
评论
0/150
提交评论