



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
第一节金属切削基础知识
五.切削力切削过程是个运动的过程,必然伴随着力的产生。这种力叫切削力。是切削过程中重要的物理现象。它的大小,直接影响工件质量、刀具寿命、机床动力消耗。所以,研究它有很重要的意义。
1.切削力的概念切削力,又叫切削抗力。是切削加工时,工件材料抵抗刀具材料切削的力。
2.切削力的来源切削力来自两个方面。一是变形抗力,一是摩擦力。变形包括切削层的变形、切屑的变形和工件的变形。变形还包括弹性变形和塑性变形。
摩擦主要包括切屑与前刀面的摩擦和工件与后刀面的摩擦。这些力合成在一起叫总切削力。
3.总切削力的分解为了研究和测量方便,通常将总切削力分解为三个互相垂直的分力:主切削力Fc、背向力Fp、进给力Fƒ。主切削力Fc
:是总切削力在主运动方向上的分力。它使机床消耗的功率最多,是计算机床功率、刀具强度、机床夹具设计、选择切削用量时不可缺少的参数。背向力Fp
:是总切削力在垂直于进给运动方向上的分力。一般它不直接消耗机床的功率。是校验工件刚性、机床刚性不可缺少的参数进给力Fƒ
:是总切削力在进给运动方向上的分力。一般它消耗机床的功率很少。是计算机床进给功率、设计机床进给机构、校验机床进给机构强度的不可缺少的参数。总切削力和三个分力的关系切削力的合成与分解切削力的合成与分解
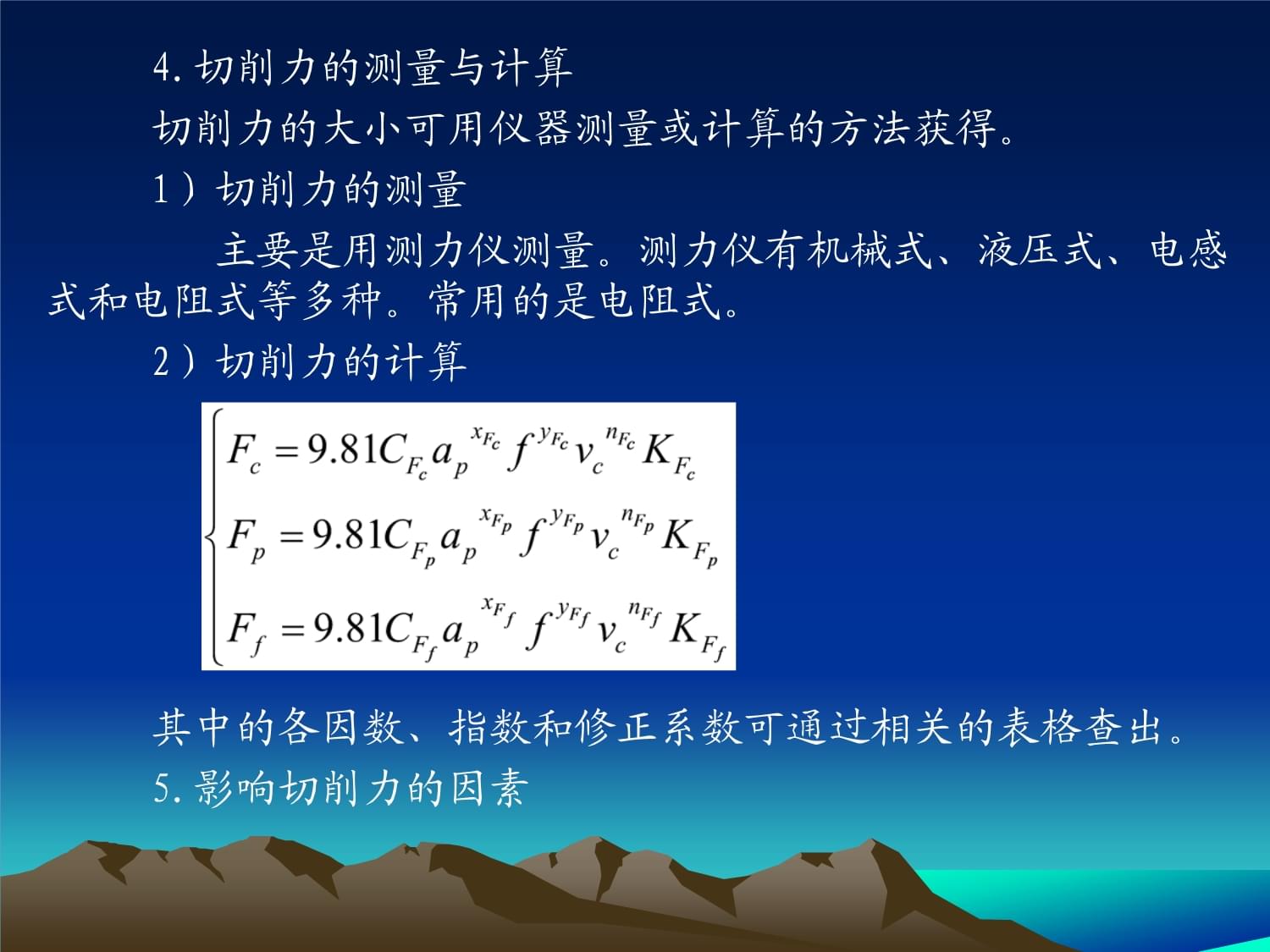
4.切削力的测量与计算切削力的大小可用仪器测量或计算的方法获得。
1)切削力的测量主要是用测力仪测量。测力仪有机械式、液压式、电感式和电阻式等多种。常用的是电阻式。
2)切削力的计算其中的各因数、指数和修正系数可通过相关的表格查出。
5.影响切削力的因素
1)工件材料一般来说,工件材料的强度、硬度越高;塑性、韧性越大;产生的切削力也大。反之亦然。
2)切削用量背吃刀量增大,主切削力也增大。实验证明前者增大一倍,后者也增大一倍。进给量增大,切削力Fc也增大。可从切削力的计算公式证明。但是ƒ增大1倍时,Fc仅增加75%左右。切削速度切削一般钢材,切削速度对切削力的影响成波浪形,υc=30mm/min左右时,切削力最大。随着它的提高切削力呈逐渐下降的趋势。切削铸铁等脆性材料时,因塑性变形小,它的变化对切削力影响不明显。所以,切削用量中,背吃刀量对切削力的影响最大,进给量次之,切削速度影响最小。其他因素以后再分析。
六.切削热和切削温度
1.切削热的来源前面已经分析过了,金属切削时,切屑的形成是在变形和摩擦的过程中完成的。而变形和摩擦都要产生热,这种热叫切削热。所以概括的说,切削热来自于切削过程的变形和摩擦。用公式表示就是Q=Q弹+Q塑+Q前摩+Q后摩
2.切削热的传出切削热是由切屑、工件、刀具和周围的介质向外传导和扩散的。用公式表示即为
Q=Q屑+Q工+Q刀+Q介
加工方法不同,切削热的传导和扩散的比例也不同。
3.切削温度对切削过程的影响切削温度一般指切屑与前面接触区域的平均温度。一般来说产生的切削热多,切削温度也会高。但是如果切削热传散得快,切削温度也不会升高很快。切削温度高会严重影响切削过程:使刀具磨损加快,降低刀具的使用寿命;使工件发生膨胀,影响尺寸精度;使工件发生变形,影响形位精度;刀具磨钝还会影响表面质量。
4.降低切削温度的措施
1)选择适当的切削用量切削用量三要素增加,都会是切削热增加。但影响最大的是切削速度。在常规切削状态下,一般是切削速度越高,产生的的切削热越多,切削温度也就高。但当切削速度达到一定值时,它的升高反而会使切削温度下降。目前采用的超高速切削即是。
2.刀具几何角度刀具几何角度是影响切削变形和摩擦条件的重要因素。因此对切削温度影响很大。改变刀具的几何角度能明显减低切削温度。这些内容后面介绍。
3.使用冷却润滑液使用冷却润滑液能快速将切削热传散出去。对降低且温度效果非常明显。注意两个重要的关系
1.切削力与切削热的关系一般情况下,切削力大,切削热多,切削温度高。但切削热多,切削温度高,切削力不一定明显增大。
2.切削热与切削温度的关系切削热多不一定切削温度高。要看切削热传散的效果。
七.刀具材料
1.刀具材料应具备的性能
1)高的硬度刀具材料最低硬度应在60HRC以上。
2)高的耐磨性抗磨损能力强
3)足够的强度和韧性避免断裂和崩刃
4)高的耐热性保持高温下的硬度
5)良好的工艺性便于制造
2.常用刀具材料
1)高速钢是一种含有钨、钼、铬、钒等合金元素较多的合金工具钢。具有良好的热稳定性;较高强度和韧性;一定的硬度和耐磨性。和碳素工具钢相比,切削速度提高1~3倍,刀具耐用度提高10~40倍。故称高速钢。
分为普通高速钢、高性能高速钢和粉末冶金高速钢三类。普通高速钢分为两种,钨系高速钢和钨钼系高速钢。钨系高速钢典型钢种为W18Cr4V(简称W18)。它是应用最普遍的一种高速钢。这种钢磨削性能和综合性能好,通用性强。常温硬度63~66HRC,600℃时硬度48.5HRC左右。此钢的缺点是碳化物分布常不均匀,强度与韧性不够强,热塑性差,不宜制造成大截面刀具。钨钼钢是将一部分钨用钼代替所制成的钢。典型钢种为W6Mo5Cr4V2(简称M2)。此种钢的优点是减小了碳化物数量及分布的不均匀性,和W18钢相比M2抗弯强度提高17%,抗冲击韧度提高40%以上,而且大截面刀具也具有同样的强度与韧性,它的性能也较好。缺点是高温切削性能和W18相比稍差。高性能高速钢是在普通高速钢中增加碳、钒含量并添加
钴、铝等合金元素而形成的新钢种。其优点是具有较强的耐热性,在630℃~650℃高温下,仍可保持60HRC的高硬度,而且刀具耐用度是普通高速钢的1.5~3倍。它适合加工奥氏体不锈钢、高温合金、钛合金、超高强度钢等难加工材料。此类钢的缺点是强度与韧性较普通高速钢低,高钒高速钢磨削加工性差。典型钢种有高碳高速钢9W6Mo5Cr4V2、高钒高速钢W6Mo5Cr4V3、超硬高速钢W2Mo9Cr4VCo8、W6Mo5Cr4V2Al等。粉末冶金高速钢是用高压氩气或纯氮气雾化高速钢的钢水,得到细小的高速钢粉末,然后经热压制成刀具的毛坯。其突出的优点是无碳化物偏析,提高了钢的强度、韧性和硬度,硬度值达69~70HRC;减小了热处理内应力和变形;磨削加工性好,磨削效率比熔炼高速钢提高2~3倍;耐磨性好。此类钢适于制造切削难加工材料的刀具、大尺寸刀具(如滚刀和插齿刀),精密刀具和磨加工量大的复杂刀具。
2)硬质合金硬质合金的硬度很高(78~82HRC),热硬性可达800℃~1000℃以上,切削速度比高速钢高4~7倍。是进行高速切削的常用刀具材料。缺点是脆性大,抗弯强度和抗冲击韧性不强。抗弯强度只有高速钢的1/3~1/2,冲击韧性只有高速钢的1/4~1/35。国产普通硬质合金按其化学成分的不同,可分为四类:钨钴类(WC+Co)代号为YG,对应于国标K类。此合金钴含量越高,韧性越好,适于加工脆性材料。钨钛钴类(WC+TiC+Co)代号为YT,对应于国标P类。此类合金有较高的硬度和耐热性,主要用于加工钢件等塑性材料。合金中TiC含量高,则耐磨性和耐热性提高,但强度降低。因此粗加工一般选择TiC含量少的牌号,精加工选择TiC含量多的牌号。钨钛钽(铌)钴类(WC+TiC+TaC(Nb)+Co)代号为YW,对应于国标M类。此类硬质合金不但适用于加工冷硬铸铁、有色金属及合金半精加工,也能用于高锰钢、淬火钢、合金钢及耐热合金钢的半精加工和精加工。
碳化钛基类(WC+TiC+Ni+Mo)代号YN,对应于国标P01类。一般用于精加工和半精加工,但不适于有冲击载荷的粗加工和低速切削。超细晶粒硬质合金多用于YG类合金,它的硬度、耐磨性、抗弯强度和冲击韧度都有很大提高,已接近高速钢。适合做小尺寸铣刀、钻头等,适合加工高硬度、难加工的材料。
3).超硬刀具材料陶瓷主要由硬度和熔点都很高的Al2O3、Si3N4等氧化物、氮化物组成,另外还有少量的金属碳化物、氧化物等添加剂,通过粉末冶金工艺方法制粉,再压制烧结而成。常用的陶瓷刀具有两种:Al2O3基陶瓷和Si3N4基陶瓷。陶瓷有很高的硬度和耐磨性,硬度达91~95HRA,耐磨性是硬质合金的5倍;刀具寿命比硬质合金高;具有很好的热硬性,切削温度达1200℃时,仍能保持80HRA的硬度;摩擦系数低,产生的切削力比硬质合金小,加工表面质量好。但其强度和韧性差,热导率低。特别是脆性大,抗冲击性能很差。
陶瓷刀具一般用于高速精细加工硬材料。金刚石硬度和耐磨性和耐磨性极高。人造金刚石硬度达10000HV,耐磨性是硬质合金的60~80倍;切削刃锋利,能实现超精密微量加工和镜面加工;有高的导热性。缺点是耐热性差,强度低,脆性大,对振动很敏感。主要用于高速条件下精细加工有色金属及其合金和非金属材料。金刚石刀具有三类:天然金刚石、人造聚晶金刚石和复合聚晶金刚石。常用的是后两种。立方氮化硼简称CBN。是由六方氮化硼为原料在高温高压下合成。主要优点是硬度高,硬度仅次于金刚石。热稳定性、导热性好。摩擦系数小。缺点是强度和韧性较差,抗弯强度仅为陶瓷刀具的1/5~1/2。适用于加工高硬度淬火钢、冷硬铸铁和高温合金材料。但不宜加工塑性大的钢件和镍基合金,也不适合加工铝合金和铜合金,通常采用负前角的高速切削。涂层刀具是在韧性较好的硬质合金或高速钢基体上,涂覆一层耐磨性较高的难熔金属化合物而制成。常用的涂层材料有TiC、TiN、Al2O3等。TiC的硬度比TiN高,抗磨损性能好。但TiN与金属亲和力小,在空气中抗氧化能力强。因此,对于磨擦剧烈的刀具,宜采用TiC涂层,而在容易产生粘结条件下,宜采用TiN涂层刀具。涂层有单涂层和复合涂层。涂层厚度一般在5~8μm,它具有比基体
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 电梯井整体提升架搭设安全专项方案
- 2026年人教七下数学期末模拟卷(广州专用七下全册)
- app个人外包合同
- 与员工签订外包合同
- 互联网项目外包合同
- 信用卡分期外包合同
- 公司人力外包合同
- 端午:纪念屈原传承文明
- 内勤服务外包合同
- 出纳财务外包合同
- T∕CCEIA 0006-2026 污水处理复合碳源用羧甲基纤维素钠副产浓缩液
- 2026年中招科技特长测试题及答案
- 管道试压与严密性检测方案
- GB/Z 177.3-2026人工智能终端智能化分级第3部分:移动终端
- 石油化工工程建设费用定额(2025版)
- 通信行业培训分析报告
- 2026年Shopee店铺运营实战手册
- T∕CPRA 2104-2025 文化数据价值评价指南
- 2025年《普通生物学》期末考试(重点)训练题库(500题)
- GB/T 12221-2025金属阀门结构长度
- 血液净化模式选择专家共识(2025版)解读
评论
0/150
提交评论