

版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、主管部门Dept.:设备部编制人Drafter :审核人 Reviewed by :批准人 Approved by :分发部门Release to设备部、生产部、质量部生效日期Effective Date M1 目的 Purpose建立口罩外耳带熔接机的操作规范与维护程序,以规范员工的操作,起到指导作用。2范围Scope本规程适用于对本公司的口罩外耳带熔接机的操作与维护。3 职责 Responsibility3.1生产操作人员需按照本操作规程设定参数、进行生产操作3.2维修人员需按照本操作规程定期维护保养。4 安全要求 Safety Requirement4.1操作员必须在培训考核合格后才能上
2、岗作业。4.2操作中若出现异常响动或故障先兆,先按下停止按钮切断电源并及时联系维修并上报部门主管。4.3操作人员在自动模式下禁止触碰机器运动部位,以免被机器碰伤。4.4禁止人员在机器工作范围内嬉闹追逐4.5 一定要在电源切断的情况下进行维修。4.6停机清扫时,必须尖闭电源。5 操作流程 Operating Procedure5.1幵机前检查按钮,检查触摸屏打开控制柜内的电源开尖。打开压缩空气开尖。按下控制面板上电源开”是否工作。把自动/手动开矢调至U芋动。开始/停止按钮按下停止状态。5.1.2打开超声波电源,检查超声波是否正常。工艺参数气压5 ±1 kg/cm 2超声波振幅仁3段耳熔
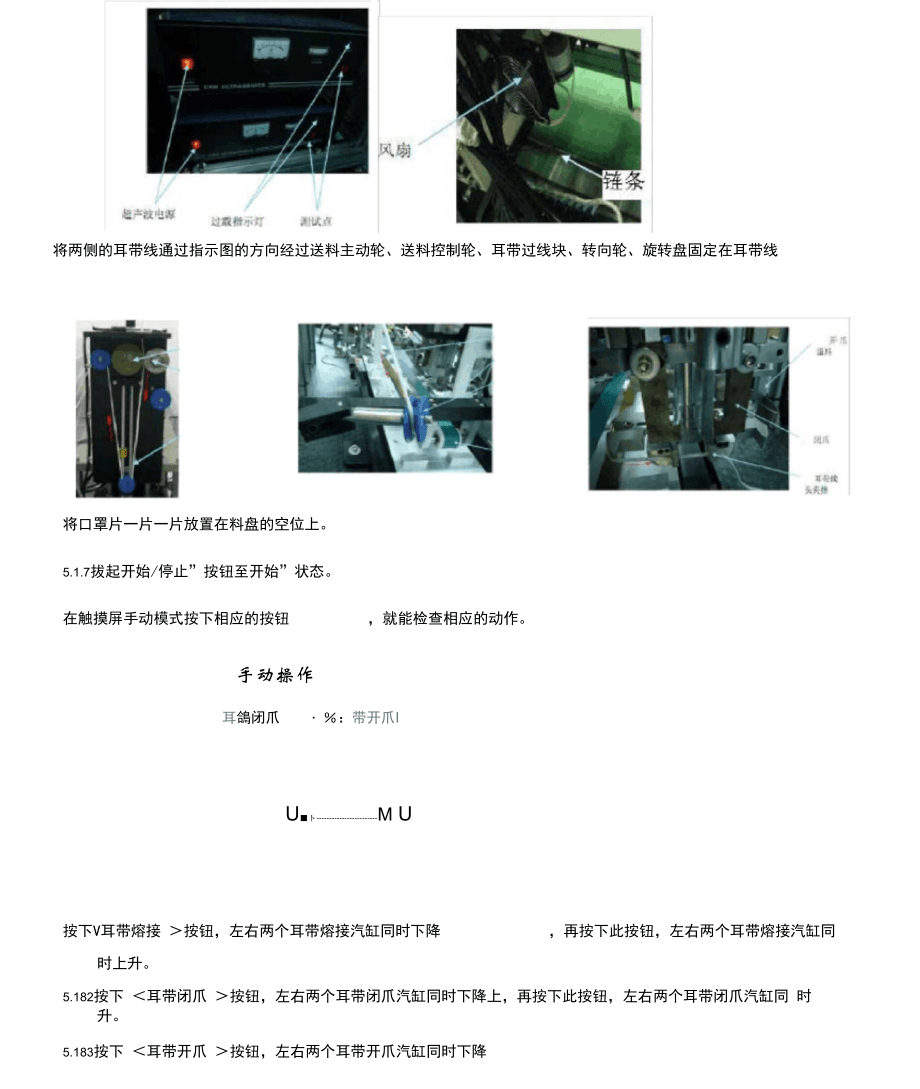
3、时间0.1 ±).02s检查链条上是否有异物,风扇是否正常。将两侧的耳带线通过指示图的方向经过送料主动轮、送料控制轮、耳带过线块、转向轮、旋转盘固定在耳带线将口罩片一片一片放置在料盘的空位上。5.1.7拔起开始/停止”按钮至开始”状态。在触摸屏手动模式按下相应的按钮,就能检查相应的动作。手动操作耳鴿闭爪:带开爪IU卜m U按下V耳带熔接 按钮,左右两个耳带熔接汽缸同时下降,再按下此按钮,左右两个耳带熔接汽缸同时上升。5.182按下 耳带闭爪 按钮,左右两个耳带闭爪汽缸同时下降上,再按下此按钮,左右两个耳带闭爪汽缸同 时升。5.183按下 耳带开爪 按钮,左右两个耳带开爪汽缸同时下降上
4、升。按下V剪刀前进 集料气缸 按钮,左右两个剪刀汽缸同时前进,并且集料汽缸下降,再按下此按钮左右两个剪刀汽缸同时上升,并且集料汽缸上升。5.185按下 左耳原点 按钮,左耳步进马达低速回原点(原点感应器即为原点,没感应到时原点感应器为亮的 状态,感应到时原点感应器为灭的状态),当原点感应器的状态由亮转为灭时,回原点完成。5.186按下 左耳回转 按钮,左耳步进马达以设定速度 (设定的脉冲数)逆时针转半圈。5.187按下 右耳原点 按钮,右耳步进马达低速回原点(原点感应器即为原点,没感应到时原点感应器为亮的 状态,感应到时原点感应器为灭的状态),当原点感应器的状态由亮转为灭时,回原点完成。5.1
5、88按下 右耳回转 按钮,右耳步进马达以设定速度 (设定的脉冲数)顺时针转半圈。5.189按下V回原点 按钮,料盘低速回原点(原点感应器即为原点,没感应到时原点感应器为亮的状态 ,感应 到时原点感应器为灭的状态),当原点感应器的状态由亮转为灭时,回原点完成。按下 料盘推动 按钮,料盘以设定的速度(设定的脉冲数)正转1/3圈。5.2开机把自动/手动开尖调到自动,设备开始自动运行,操作人员捏取单片口罩片一片一片放置在进料盘内。耳挂点焊好的罩片通过焊带后通过收料皮带进入输送带进行堆叠。5.3调整如需变更耳带长度,机器需作如下调整:&调整耳带旋转块b.调整弧形挡圈c.调整耳带长度控制胶块比弟艮
6、收怙l城蚪0込旳甘科虫5.3.2剪刀的调整,如无法剪断,则需调整静刀片顶紧螺丝対J5.4矢机按下开始/停止”按钮至停止”状态'机器停止运行。把自动/手动开矢调到 手动,543操作人员必须清除机器运行处粘附的碎屑和污物,整理生产附件和工作场地。6维护和保养Maintenance6.1每日维护,由生产操作员工完成,并填写罩外耳带熔接机每日清洁、安全检查记录6.2经常检查对辐部分,清洁杂物碎屑。6.3每周维护,由设备检修员完成,并填写口罩外耳带熔接机每周预防性维护检查表。检查部件完好情况:查看紧固部件有无松动开矢是否正常工作。如有损坏,应及时更换。对设备进行一次大清理,清除所有的积粉。把各个
7、机构用干净的干布擦拭干净。电器箱内部应使用吸尘器吸干 净。对传动系统及其他润滑点进行加油润滑,以保证系统运转稳定。6.4季度维护,由设备检修员完成,并填写口罩外耳带熔接机二级维护计划表检查电气系统各接线端子的连接情况,看螺丝是否有松动,接触是否良好。检查各报警保护机构是否工作正常。643按照润滑卡对设备器件进行上油维护。机械传动部分加油润滑。填写口罩外耳带熔接机设备润滑卡片。7相尖文件和记录 Relative Document7.1相矢文件设备使用和维护管理制度7.1.2 KG-QP07生产过程控制程序7.2相矢记录7.2.1 HWR-012口罩外耳带熔接机每日清洁、安全检杳记7.2.2 HWR-013口罩外耳带熔接机每周预防性维护检杳表7.2.3 HWR-014口罩
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 国家事业单位招聘2025中国记协新闻培训中心招聘2人笔试历年参考题库典型考点附带答案详解
- 2025-2026学年flash mtv教学设计
- 2026年甘肃省张掖市事业单位人员招聘笔试备考试题及答案详解
- 2025-2026学年狗尾巴草戒指的教学设计
- 2026四川九州电子科技股份有限公司招聘结构设计岗2人笔试参考试题及答案详解
- 2026年湖南省沅江市高考物理模拟预测试卷带答案详解(黄金题型)
- 2026年河北省新乐市高考物理三轮冲刺模拟卷含答案详解【模拟题】
- 2026年四川省广汉市高考物理一轮复习试卷及参考答案详解(满分必刷)
- 2026年四川省江油市高考物理一模考试卷及参考答案详解(黄金题型)
- 2026福建南平政和县国有资产投资运营集团有限公司招聘4人考试备考题库及答案详解
- 2026年十堰市郧阳区公开招聘事业单位工作人员75人备考题库及答案详解参考
- 2026粤教花城版小学音乐五年级下册(全册)期末知识点梳理
- 煤矿重大事故隐患判定标准2026版解读
- 【期末复习】2025-2026学年八年级下册地理人教版期末综合测试卷
- 2026年广西壮族自治区南宁市初二地理生物会考题库及答案
- GB/T 5783-2025紧固件六角头螺栓全螺纹
- 23G409先张法预应力混凝土管桩
- JJF 1001-2011通用计量术语及定义
- GB/T 23827-2021道路交通标志板及支撑件
- 《台港暨海外华文文学研究》课程大纲
- 药品管理法-课件
评论
0/150
提交评论