


下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
XXXXXXXXX有限公司,,,,,,,,,,,,,,,,,,,,
质量控制计划表ControlPlan,,,,,,,,,,,,,,,,,,,,
版次Editionnumber:A保存期限Timeforarchive:永久Permanence,,,,,,,,,,,,,,,,,,,,
类别Sort:控制计划编号ControlplanNo.:,,,,,,,,,,,,,,,,,,,,
"品号/图号
Part/Dwgno",,,,,"负责人/电话
Keycontact/Phone",,,,,,,,,,,"制定日期
Origindate",,"修订日期
Rev.date",,
"名称
Partname",,,,,"核心小组
Coreteam",,,,,,,,,,,"其他批准/日期(如需要)
Otherapproval/date(ifrequire)",,,,
"供方
Supplier",,,,,"批准/日期:
Approval/Date",,,,,,,,,,,"供方名称
Suppliername",,,,
零件/过程编号Part/Processno.,"过程名称
Process
name",检验Inspec-tion,"设备/工装
Machinetools/Devices",,特性Characteristics,,,特殊特性分类Specialchart.Class,,,数量/pcs,关键控制特性Keycontrolcharacteristics,,,方法Methods,,,,,反应计划Reactionplan
,,
,,,"编号
No.","产品
Products","过程
Process",,,,,,,,"检测标准/要求
Inspectionstandard",检测手段/测试设备Inspectionmethods,"检查数量
SampleQty","检查频度
Samplefreq.","控制方法
Controlmethod",
P1,成品到货和领料,,,,P1-1,到货点收,成品仓库仓管员确认规格、数量,△,,,,,,,物料规格、数量与《送货清单》一致,目视,全数,全数/批,送货回执,异常情况仓管员联系业务处理
,,,功率计,稳压电源(220V~),,P1-2,进料检验(功能和外观抽检),拆箱对产品外观及功能进行检查,
,,,,,,,拆包装检查机器外观无划伤、损坏、间隙、断差;通电后按照使用说明书按动各功能按键,操作顺畅;风机运转正常;功率符合名牌标识;UI功能档位等显示正常,无错显、不显示现象。,目视/功率计/稳压电源,"功能:5台/批
外观:≤100台/批,抽10台;≥100台/批,抽20台","功能:5台/批
外观:≤100台/批,抽10台;≥100台/批,抽20台",抽检记录,异常情况QC通知业务处理
,,,,,P1-3,成品入库,仓管员根据QC检验结果打单入库,,,,,,,,货物进入仓库需放置在指定位置,摆放整齐、包装完整,目视,全数,全数/批,入库单,/
,,,运输周转车,,P1-4,打单领料,产线物料员根据生产计划打单、领取物料,△,,,1,,,,领取物料与计划工单一致,物料规格、数量正确,目视,生产计划单数量,生产计划时,领料单,/
P2,整机拆机和组装,,首件,,P2-1,整机,依据BOM表,作业指导书对首件进行确认,
,,,,,,,首件与BOM表和作业指导书一致,不得有漏装、错装、未装到位等不良。通电后按照使用说明书按动各功能按键,操作顺畅;风机运转正常;功率符合名牌标识;UI功能档位等显示正常,无错显、不显示现象。,目视/功率计/安规测试仪/噪音计,1PC,1PC/工单,新风首件确认表,反馈生产,重新制作首件
,,,美工刀,,P2-1,拆外箱,用美工刀划开纸箱,将物料取出后分类放置,○,,,,,,,物料(PE袋、滤网、说明书、POP等)规格、数量分离,分类、摆放整齐,目视,全数,全数,作业指导书,/
,,,功率计,稳压电源(220V~),,P2-2,机器功能和外观全检,拆箱对产品外观及功能进行检查,
,,,,,,,拆包装检查机器外观无划伤、损坏、间隙、断差;通电后按照使用说明书按动各功能按键,操作顺畅;风机运转正常;功率符合名牌标识;UI功能档位等显示正常,无错显、不显示现象。,目视/功率计/稳压电源,全数,全数,"作业指导书/
MES系统",填写不良标识卡,放置不良品区
,,,热风枪,,P2-3,撕标签和标识,用热风枪对标签加热后撕除标签,粘贴并扫描主条码进行系统追踪,□,,,,,,,扫描主条码(MES系统生成)、撕除码,系统绑定,撕除旧标签(贴在产品旁边随机器流转,再次贴标签时报废),将粘贴标签位置的残胶使用干净软布和酒精擦拭干净,目视/热风枪,全数,全数,作业指导书,不良记录,重新操作
,,,电批,,P2-4,拆底座,用电批将底座螺丝拆下,零件分类放置好,□,,,,,,,螺丝扭力(0.67N.M-0.7N.M),目视/扭力测试仪,作业时,4h/次,扭力点检表,不良记录,重新调整
,,,,,,,,,,,,,,,拆除螺丝,分类放置、查点数量;塑胶件及外壳避免划伤及损坏,目视/电批,全数,全数,作业指导书,/
,,,电批,,P2-5,拆主体,用电批将主体螺丝拆下,拆开主体外壳,零件分类放置好,□,,,,,,,螺丝扭力(0.67N.M-0.7N.M),目视/扭力测试仪,作业时,4h/次,扭力点检表,不良记录,重新调整
,,,,,,,,,,,,,,,"螺丝扭力(0.67N.M-0.7N.M)
拆除螺丝,分类放置、查点数量;塑胶件及外壳避免划伤及损坏",目视、自检,全数,全数,作业指导书,返工
,,,静电手环,,P2-6,拆电源盒盖,作业员佩戴静电手环操作,用电批将电源盒盖螺丝拆下,□,,,,,,,螺丝扭力(0.67N.M-0.7N.M),目视/扭力测试仪,作业时,4h/次,扭力点检表,不良记录,重新调整
,,,,,,,,,,,,,,,拆除螺丝,分类放置、查点数量;塑胶件及外壳避免划伤及损坏,目视、自检,全数,连续,作业指导书,返工
,,,电批,,P2-7,拆风道组件,用电批将风道组件螺丝拆下,零件分类放置好,□,,,,,,,螺丝扭力(0.67N.M-0.7N.M),目视/扭力测试仪,作业时,4h/次,扭力点检表,不良记录,重新调整
,,,,,,,,,,,,,,,拆除螺丝,分类放置、查点数量;塑胶件及外壳避免划伤及损坏,目视、自检,全数,全数,作业指导书,/
,,,手电钻/定位工装,,P2-8,钻逆变器安装孔,用手电钻和定位工装对准钻孔位置钻孔,将钻孔后产生的胶屑用布擦拭并用气枪吹干净,□,,,,,,,"定位工装为金属材质,且已按安装位置开好定位孔,必须对齐并放置在正确位置。钻孔位置正确,无胶屑",目视,全数,全数,作业指导书,/
,,,电批,,P2-9,风道装逆变器,取用逆变器零件,用电批将逆变器锁在风道钻好的孔位上,□,,,,,,,螺丝扭力(0.67N.M-0.7N.M),目视/扭力测试仪,作业时,4h/次,扭力点检表,不良记录,重新调整
,,,,,,,,,,,,,,,位置正确,固定牢靠,目视、自检,全数,全数,作业指导书,返工
,,,电批,,P2-10,装风道组件,将风道组件对齐安装位置,用电批将螺丝锁紧,□,,,,,,,螺丝扭力(0.67N.M-0.7N.M),目视/扭力测试仪,作业时,4h/次,扭力点检表,不良记录,重新调整
,,,,,,,,,,,,,,,位置正确,固定牢靠,目视、自检,2PCS,1次/2H,巡检报表,/
,,,电批,,P2-11,装主体,将主体外壳对齐,安装好,用电批将螺丝锁紧,□,,,,,,,螺丝扭力(0.67N.M-0.7N.M),目视/扭力测试仪,作业时,4h/次,扭力点检表,不良记录,重新调整
,,,,,,,,,,,,,,,位置正确,扣合良好,固定牢靠,不能有翘起、断差、间隙等不良,电批,2PCS,1次/2H,巡检报表,/
,,,静电手环,,P2-12,装电源盒,将电源盒对齐安装位置,用电批将固定螺丝锁紧,□,,,,,,,螺丝扭力(0.67N.M-0.7N.M),目视/扭力测试仪,作业时,4h/次,扭力点检表,不良记录,重新调整
,,,,,,,,,,,1,,,,位置正确,固定牢靠,配合良好,不能压到线,目视、自检,全数,全数,作业指导书,/
,,,,,,,接线和理线,□,,,,,,,防止漏接电线,各端子插到位,理线合理无裸露,目视、自检,全数,全数,作业指导书,/
,,,电批,,P2-13,装底座,装底座和接线,□,,,,,,,螺丝扭力(0.67N.M-0.7N.M),目视/扭力测试仪,作业时,4h/次,扭力点检表,不良记录,重新调整
,,,,,,,,,,,,,,,防止漏接电线,各端子插到位,理线合理无裸露,目视、自检,全数,全数,作业指导书,/
,,,耐压测试仪,,P2-14,安规检测,耐电压,
,,,,,,,耐压3000V,功能标准参照技术标准(待台湾认证完成后依据型式测试报告标准定义),耐压测试仪,100%,连续,记录表,返工
,,,泄漏电流测试,,,,泄漏电流,
,,,,,,,泄漏电流≤0.25mA,功能标准参照技术标准(待台湾认证完成后依据型式测试报告标准定义),漏电流测试仪,100%,连续,记录表,返工
,,,功率计/稳压电源(110V/60Hz),,,,功率检测,
,,,,,,,带滤网检测风量最高档时功率,功能标准参照技术标准(待台湾认证完成后依据型式测试报告标准定义),功率计,稳压电源,100%,连续,记录表,返工
,,,功能检测仪(110V/60Hz),,P2-15,功能和外观全检,整机通电性能全检,
,,,1,,,,通电后按动各功能按键,操作顺畅;风机运转正常;UI功能档位等显示正常,无错显、不显示现象,目视/手动,100%,连续,记录表,返工
,,,,,,,检查整机外观,,,,0,物料标签,,,检查机器外观无划伤、损坏、间隙、断差;,全检/目视,100%,连续,目视,返工
,,,老化线体(110V/60Hz),,P2-16,老化测试,老化线通电短期老化,
,,,,,,,"根据产线运行节拍,将机器放置在老化线上,开启风量最高档,不带滤网,通电短期老化2h,功能正常,无死机、运行异常等不良现象",全检,100%,1次/0.5H,目视,记录
,,,"静音房
(110V/60Hz)",,P2-17,异音测试,功能及异音检测,
,,,,,,,首件送实验室测试噪音,符合铭牌标称值值,且无异音,并将合格首件放置在静音房作为参考样机,噪音测试仪,1PC,首检,测试报告,调整
,,,,,,,,,,,,,,,通电后按动各功能按键,操作顺畅,风机运转正常,无正常运转风声外的其他异常异音,全检/耳听,100%,连续,耳听,返工
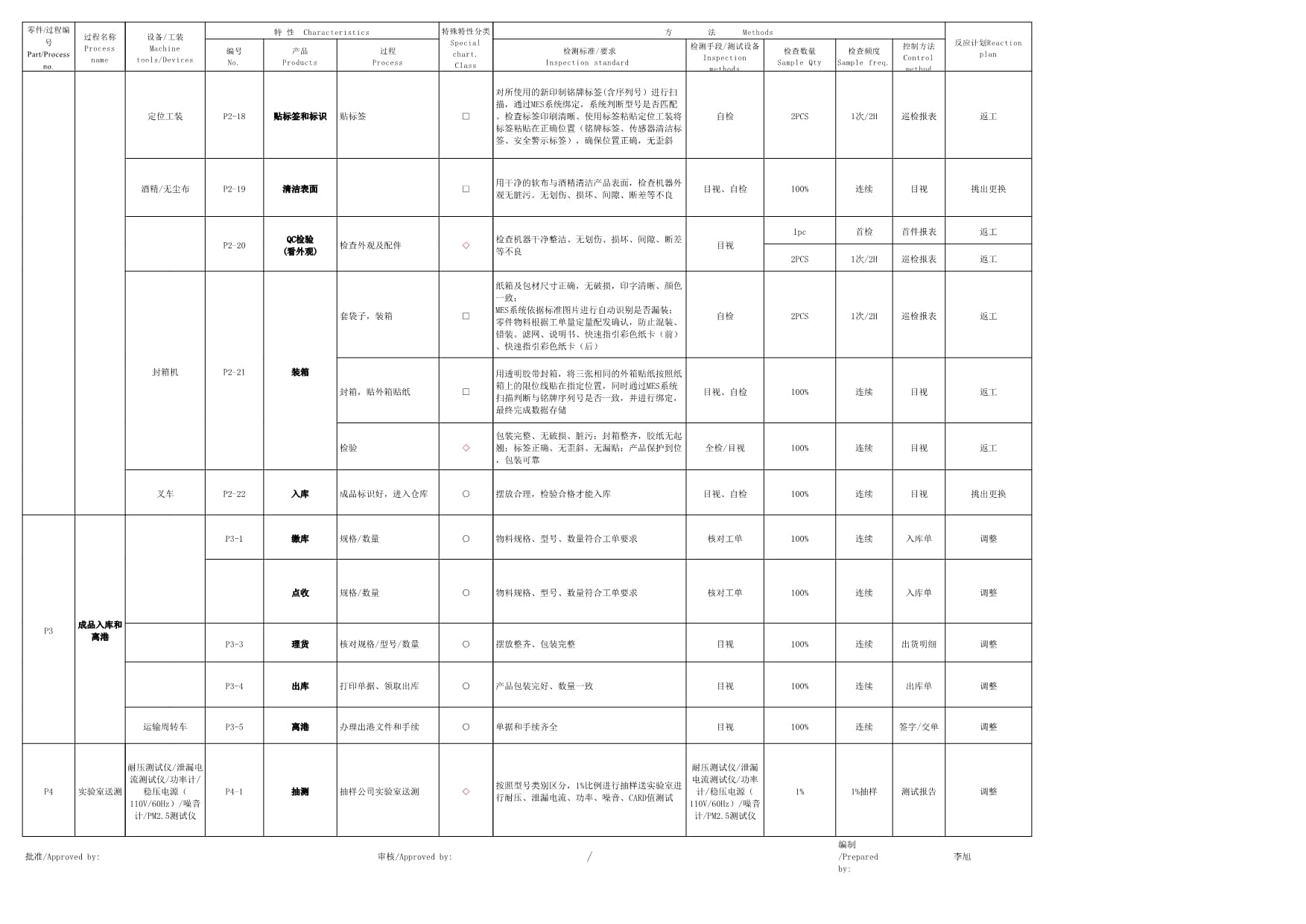
,,,定位工装,,P2-18,贴标签和标识,贴标签,□,,,,,,,对所使用的新印制铭牌标签(含序列号)进行扫描,通过MES系统绑定,系统判断型号是否匹配。检查标签印刷清晰、使用标签粘贴定位工装将标签粘贴在正确位置(铭牌标签、传感器清洁标签、安全警示标签),确保位置正确,无歪斜,自检,2PCS,1次/2H,巡检报表,返工
,,,酒精/无尘布,,P2-19,清洁表面,,□,,,0,物料标签,,,用干净的软布与酒精清洁产品表面,检查机器外观无脏污。无划伤、损坏、间隙、断差等不良,目视、自检,100%,连续,目视,挑出更换
,,,,,P2-20,"QC检验
(看外观)",检查外观及配件,
,,,,,,,检查机器干净整洁、无划伤、损坏、间隙、断差等不良,目视,1pc,首检,首件报表,返工
,,,,,,,,,,,,,,,,,2PCS,1次/2H,巡检报表,返工
,,,封箱机,,P2-21,装箱,套袋子,装箱,□,,,,,,,"纸箱及包材尺寸正确,无破损,印字清晰、颜色一致;
MES系统依据标准图片进行自动识别是否漏装;零件物料根据工单量定量配发确认,防止混装、错装。滤网、说明书、快速指引彩色纸卡(前)、快速指引彩色纸卡(后)",自检,2PCS,1次/2H,巡检报表,返工
,,,,,,,封箱,贴外箱贴纸,□,,,,,,,用透明胶带封箱,将三张相同的外箱贴纸按照纸箱上的限位线贴在指定位置,同时通过MES系统扫描判断与铭牌序列号是否一致,并进行绑定,最终完成数据存储,目视、自检,100%,连续,目视,返工
,,,,,,,检验,
,,,,,,,包装完整、无破损、脏污;封箱整齐,胶纸无起翘;标签正确、无歪斜、无漏贴;产品保护到位,包装可靠,全检/目视,100%,连续,目视,返工
,,,叉车,,P2-22,入库,成品标识好,进入仓库,○,,,0,物料标签,,,摆放合理,检验合格才能入库,目视、自检,100%,连续,目视,挑出更换
P3,成品入库和离港,,,,P3-1,缴库,规格/数量,○,,,,,,,物料规格、型号、数量符合工单要求,核对工单,100%,连续,入库单,调整
,,,,,,点收,规格/数量,○,,,,,,,物料规格、型号、数量符合工单要求,核对工单,100%,连续,入库单,调整
,,,,,P3-3,理货,核对规格/型号/数量,○,,,,,,,摆放整齐、包装完整,目视,100%,连续,出货明细,调整
,,,,,P3-4,出库,打印单据、领取出库,○,,,1,,,,产品包装完好、数量一致,目视,100%,连续,出库单,调整
,,,运输周转车,,P3-5,离港,办理出港文件和手续,○,,,0,物料标签,,,单据和手续齐全,目视,100%,连续,签字/交单,调整
P4,实验室送测,,耐压测试仪/泄漏电流测试仪/功率计/稳压电源(110V/60Hz)/噪音计/PM2.5测试仪,,P4-1,抽测,抽样公司实验室送测,
,,,,,,,按照型号类别区分,1%比例进行抽样送实验室进行耐压、泄漏电流、功率、噪音、CARD值测试,耐压测试仪/泄漏电流测试仪/功率计/稳压电源
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 河南省驻马店市汝南县双语学校、清华园学校2025-2026 学年九年级上学期1月期末考试道德与法治试卷(含答案)
- 甘肃省酒泉市2025-2026学年高二(上)期末物理试卷(含答案)
- 湖北省恩施市2025-2026学年七年级上学期历史期末考试题卷(含答案)
- 《GAT 1031-2012泄漏电缆入侵探测装置通 用技术要求》专题研究报告
- 移动支付安全加密技术要点讨论
- 产品经理职业发展规划
- 汽车服务工程就业前景
- 2026重庆市万州区燕山乡人民政府招聘全日制公益性岗位1人备考题库及一套完整答案详解
- 2024-2025学年广东深圳南山区八年级(上)期中历史试题含答案
- 切割机技术分享
- 22G101三维彩色立体图集
- GB/T 5578-2024固定式发电用汽轮机规范
- 中建《项目目标成本测算操作指南》
- 《空气源热泵供暖工程技术规程》
- JJG 1132-2017热式气体质量流量计
- 河北省唐山市2023-2024学年高一上学期1月期末考试化学试题(含答案解析)
- 常见儿科疾病的诊断与治疗误区
- 创新创业与组织管理
- 提高人行道透水砖铺装平整度稳固性试验合格率
- 松铺系数计算表2
- 江苏省高等职业教育实训基地建设指南
评论
0/150
提交评论