


版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 1Moldflow与与注射模具冷却系统设计注射模具冷却系统设计2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 2冷却系统设计的重要性冷却系统设计的重要性冷却系统的构成及类型冷却系统的构成及类型冷却理论分析冷却理论分析冷却水路设计要点冷却水路设计要点结合结合Moldflow分析的设计案例分析的设计案例2002 Cradle Techno
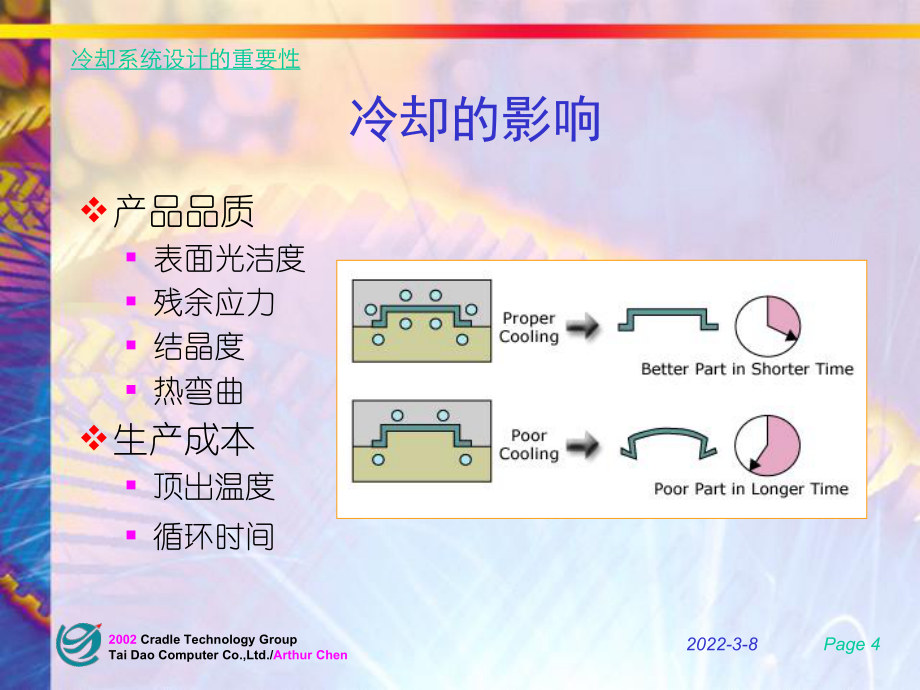
2、logy GroupTai Dao Computer Co.,Ltd./Arthur Chen2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 4冷却的影响v产品品质 表面光洁度 残余应力 结晶度 热弯曲 v生产成本 顶出温度 循环时间 冷却系统设计的重要性2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 5冷却影响产品品质 v 表面光洁度:许多材料需要相对高的模具表面温度,在生产中以
3、获得良好的表面光洁度,如果某些区域与另一些区域的模穴温度不同,那么在成品表面就会看到不同的表面光泽。 v 残余应力:残余应力是在充填或保压过程中剪切应力的结果。除了流动导致应力外,由于产品表面温度不同,各个部分以不同的速率冷却时也会产生残余应力。这些残余应力可能是产品在使用过程中过早损坏或者产品翘曲和扭曲的原因。为了减小这些应力,就需要均匀的冷却。 v 结晶度:半结晶材料成型过程中呈现的结晶度受熔体冷却的影响。产品冷却过程中结晶度的不同会影响体积收缩,要保待所需要的尺寸公差是困难的。不同区域体积收缩的显着变化通常是产品翘曲的一个原因。 v 热弯曲:如果模具的上表面和下表面的温度不同,一旦产品从
4、模具中顶出,由于在上下表面之间不同的热收缩速率,产品会弯曲。冷却系统设计的重要性2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 6冷却影响生产成本 v 顶出温度:产品从模具中顶出的温度会受很多因素的影响。产品的强度必须足够大,以抵抗由于体积收缩的变化和残余应力而产生的翘曲,和顶出系统对产品施加的局部应力。顶出力受产品的几何形状、模具的表面光洁度和在充填与保压过程中模穴的填充度的影响。注射时间保压时间冷却时间开模时间v 循环时间: 通常,循环时间是产品的温度降到能安全顶出的温度所花的时间。
5、如果充填和保压过程都是最佳化的,改善冷却行为可以显著地减小冷却时间。因为冷却时间通常包括80%的循环时间,所以减小冷却时间会显著减小循环时间和生产成本。and Packing冷却系统设计的重要性2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 8冷却系统的构成冷却系统的构成及类型2002 Cradle Technology GroupTai Dao Comput
6、er Co.,Ltd./Arthur Chen2022-3-8Page 9冷却水路的类型v 串联水路 优点 流速均匀 排热均匀 缺点 压降高 v 并联水路 优点 适用于入子四周 低压下可达高流速 缺点 各分支流速不一样 各分支冷却效果不佳 易产生污垢 冷却系统的构成及类型2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 10冷却水路的基本形式直线式圆管直线式方管冷却系统的构成及类型2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./A
7、rthur Chen2022-3-8Page 11冷却水路的基本形式圆形弯管方形弯管冷却系统的构成及类型2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 12冷却水路的基本形式挡板(Baffle)喷泉(Bubbler)冷却系统的构成及类型2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 13冷却水路的基本形式吸热管(Thermal Pin)冷却系统的构成及类型2002 Cradle T
8、echnology GroupTai Dao Computer Co.,Ltd./Arthur Chen2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 15热量在注射成型中的传递 热量由熔融塑料带入热量由熔融塑料带入热量从冷却水路传入或传出热量从冷却水路传入或传出辐射散热辐射散热对流散热对流散热热量散失到模板上热量散失到模板上冷却理论分析2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Pag
9、e 16从塑料到模穴壁的热传导v 影响冷却系统性能的参数 模具材料热特性 比热 导热性 料温和模温之间的温度梯度 塑料和模穴壁之间接触的质量 确信良好的接触冷却理论分析2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 17从模穴壁到水管壁的热传导v 影响冷却系统性能的参数 模具材料热特性 比热 导热性 冷却水管和塑料表面的距离 均匀冷却与快速冷却的折中 料温和水温之间的温度梯度冷却理论分析2002 Cradle Technology GroupTai Dao Computer Co.,Lt
10、d./Arthur Chen2022-3-8Page 18从水管壁到冷却介质的热传导v 影响冷却系统性能的参数 冷却液紊乱程度 确信达到紊流状态,但亦不宜过大 冷却液进口温度 冷却液的性质 冷却液的流速冷却理论分析2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 19典型模具材料的热特性Material Thermal Conductivity W/m/deg K Specific Heat J/kg/degK Density Kg/m3 Aluminum 221.9 920 2699 P
11、20 29 460 7800 CarbSt 41.9 460 7833 BeCu 130 420 8415 420 ss 24.9 401.7 7750 H-13 28.2 454.7 7750 C17200 (BeCu) 105 380 8350 C17510 (BeCu0) 245 380 8820 C18000 (NiSiCrCu) 207.6 404 8580 冷却理论分析2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 20冷却液流动与雷诺数v 雷诺数定义:雷诺数雷诺数 (Re)
12、流动类型流动类型10,000 Re紊流2,300 Re 10,000瞬变流100 Re 2,300层流Re 100 停滞流这里, 为冷却液密度,U 为冷却液平均流速,d 为冷却水管直径, 为冷却液动态粘度。冷却理论分析2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 21冷却液流动率与热交换层流的温度梯度雷诺数 230063 C43 C23 C20 C塑料塑料金属界面冷却液金属界面冷却液温度梯度冷却理论分析2002 Cradle Technology GroupTai Dao Comput
13、er Co.,Ltd./Arthur Chen2022-3-8Page 22冷却液流动率与热量流动率冷却理论分析2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 23散热能力冷却理论分析2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 24冷却时间的方程式v 冷却时间:理论上,冷却时间与最大产品厚度的平方或最大流道直径的幂的1.6次成正比,也就是 这里熔融塑料的热扩散系数(therma
14、l diffusivity)定义为: 或冷却理论分析2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 25冷却时间与模温v 增加模温,冷却时间延长0510152025302030405060708090100 110 120 130 140 150 160 170 180 190 200Mold TemperatureCooling timesPA 66PPABS厚2mm、长200mm的产品,以推荐的料温及1秒时间注射冷却理论分析2002 Cradle Technology GroupTa
15、i Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 26冷却与翘曲v 当塑料接触到模具时,一边是冷的,另一边是热的,不同的冷却便发生了。热的一边要比较长的时间冷却和收缩(收缩大),而导致热的一边象弓一样弯曲。热的一边冷的一边张应力凝固和收缩冷的一边热的一边冷却理论分析2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 27热量聚积v 热量聚积在角落处,使得角落收缩变形而小于90度,造成典型的盒状弓形翘曲。 热集中在公模的角落热的角落(相对于凝固部分
16、的收缩,引起翘曲)Cavity冷Core热冷却理论分析2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 28差动结晶v 不平均的壁厚将导致不同的冷却速率。需更长时间冷却的区域将有更高的结晶度,这叫做差动结晶(Differential Crystallinity)。快速冷却,低结晶度,低收缩率慢速冷却,高结晶度,高收缩率冷却理论分析2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2002 Cradle Tech
17、nology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 30冷却系统设计目标 v 冷却系统的设计经常受到模穴的几何形状、分模线、滑块和顶针的限制,因此不能僵硬地给出理想分布的设计指南。 v 模具设计者的目标应该是综合考虑各方面因素,设计一个良好的冷却系统,它会: 均匀地冷却产品均匀地冷却产品 减少循环周期时间减少循环周期时间 冷却水路设计要点2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 31冷却水路设置要使冷却效果均匀
18、 v 靠近热量较多处 v 远离热量较少处 冷却水路设计要点2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 32水路尺寸及排放位置 v 冷却水管的直径优先采用大于8mm,各个水管的直径应尽量一致,避免冷却液的流速不均产生压力损失。v 无论多大的模具,水管的直径都不能大于14mm,否则冷却水流难以形成紊流状况。 冷却水路设计要点2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 33冷却水
19、路的长度 v 对于中大型模具,进出水口的温差很大会影响冷却效果。从冷却均匀性考虑,进出口温差一般控制在5以下;对于精密成型模具,则要控制在2-3以下,每条水路长度在1.2-1.5m以下。v 增加一条冷却水管的长度会增加热传导的面积。在这个原则上图B会比图A好,然而长的水路可能会产生一些问题,例如压力降增加,沿长度方向温度升高过多。为了避免这些问题,很长的水路应该分成两条或更多短的水路,如图C所示。 CInOutInOutAInOutBInOut冷却水路设计要点2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen202
20、2-3-8Page 34采用Baffle或Bubbler v 在一个冷却管道内任何冷却液的方向改变会增加紊乱度,因此在转弯后热传导的能力会增加。挡板和喷泉都会增大紊乱度,是由于在流动系统中固有转弯和它们的几何形状能够在受限制区进行冷却,因此加强了冷却效果。冷却水路设计要点2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 35采用串联Bafflev 在多型芯中采用串联挡板水路时,散热不佳:INOUTPoor!PinBlade冷却水路设计要点2002 Cradle Technology Gro
21、upTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 36采用串联Bubblerv 应采用串联喷泉水路,以助于散热:INCorrect!OUTPinTube冷却水路设计要点2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 38一个方框形产品 v 对这种方框形产品,最大的品质问题应该是翘曲变形,而进浇位置与冷却水路
22、设计对产品品质有着较大的影响。 结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 39产品的尺寸与所选用的塑料塑胶材料: ABS/PC CYCOLOY C2950 GE USA 最大外型尺寸 31425132平均肉厚为1.6mm 结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 40MPA分析寻找合适进浇点 v 先以M
23、oldflow Part Adviser快速充填分析寻找合适的进浇点。当用两点进浇时,充填压力太大,且塑胶流动路径太长,故不采用。 结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 41MPI分析寻找合适进浇形式 v 决定采用四点进浇,有以下两种方案,以Moldflow Plastics Insight分析寻找合适的进浇位置及流道排布。Case1Case2结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Da
24、o Computer Co.,Ltd./Arthur Chen2022-3-8Page 42MPI快速充填分析结果v MPI快速充填分析表明两种方案均能达到流动平衡,Case2充填压力较大,但还不知何种方案的翘曲变形量更小,故需用MPI进一步分析比较。Case1Case2结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 43方案比较 v 两种方案均采用潜伏式浇口,从扁销上进浇。采用相同的水路设计,设定相同的冷却条件进行分析比较。 潜伏式浇口原始冷却水路设计
25、 结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 44Case1&Case2充填状况比较 v Fill Time(sec)0.891.01Case1Case2结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 45Case1&Case2充填压力比较v Injection Pressure(MPa)120
26、.9129.2Case1Case2结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 46Case1&Case2波前温度比较v Flow Front Temperature(deg.C)266.2280.6271.1279.7Case1Case2结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 47Case1&a
27、mp;Case2 X向变形比较 v Deflection X(mm)0.430.430.860.530.531.06Case1Case2结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 480.280.31Case1&Case2 Z向变形比较v Deflection Z(mm)0.280.31Case1Case2结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd
28、./Arthur Chen2022-3-8Page 49初步结论v 相比较而言,Case1的翘曲变形较小,注射压力也较小,因此我们采取Case1的进浇位置及流道排布进行模具设计。 结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 50水路设变v 但从翘曲分析结果得知,Case1的翘曲变形量仍较大,其中X方向往外张,可否将其再减小? 我们变更了冷却水路设计,再设定相同的冷却条件进行分析比较。设变的冷却水路试图使用母模水路矫正产品的变形。设变冷却水路(Case
29、3) 原始冷却水路(Case1) 结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 51Case1&Case3冷却水温比较 v Coolant Temperature(deg.C)6565.16565.4Case1Case3结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 52Case1&Case3公母
30、模温差比较 v Temperature Difference(deg.C)2.4-5.960.36-6.57Case1Case3结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 53Case1&Case3充填状况比较v Fill Time(sec)0.890.89Case1Case3结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen20
31、22-3-8Page 54Case1&Case3充填压力比较v Injection Pressure(MPa)120.9120.9Case1Case3结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 55Case1&Case3波前温度比较v Flow Front Temperature(deg.C)266.2280.6266.2280.6Case1Case3结合Moldflow分析的设计案例2002 Cradle Technology Gr
32、oupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 560.430.430.320.32Case1&Case3 X向变形比较v Deflection X(mm)0.860.64Case1Case3结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 570.280.24Case1&Case3 Z向变形比较v Deflection Z(mm)0.28Case10.24Case3结合Moldfl
33、ow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 58翘曲变形状况v 将翘曲变形量放大10倍X向(外张)Z向(上翘)结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 59矫正翘曲变形v 设变的冷却水路除了起到均匀冷却作用外,还要起到矫正翘曲变形的作用。通过改变成型条件,特别是改变冷却水温来进一步减小翘曲变形。不过,该改变哪一条水路的水
34、温才好呢? 结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 60设变成型条件v Case4冷却水温保压曲线T(sec)P(MPa)901.53.513.50结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 61Case3&Case4冷却水温比较v Coolant Temperature(deg.C)6565.
35、45065.1Case3Case4结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 62Case3&Case4公母模温差比较v Temperature Difference(deg.C) 0.36-6.80.77-12.4Case3Case4结合Moldflow分析的设计案例2002 Cradle Technology GroupTai Dao Computer Co.,Ltd./Arthur Chen2022-3-8Page 63Case3&Case4充填状况比较v Fill Time(se
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 二年级数学计算题专项练习集锦
- 小区垃圾处理系统优化方案
- 小区人居环境绿色评估方案
- 2025年丙二酮合作协议书
- 安徽科技馆笔试题目及答案
- 2025吉林事业编综合应用能力C类卷
- 照明工程绿色环保设计方案
- 景观设计与施工方案
- 旧小区智慧路灯系统建设方案
- 面试礼仪试题带答案
- 健身房开业投资预算方案
- 水稻种子采购合同范本
- 2025城发环保能源(汝南)有限公司招聘4人笔试历年备考题库附带答案详解试卷3套
- 河北省沧衡名校联盟2025-2026学年高三上学期11月期中考试语文试题(含答案)
- 2025年酉阳土家族苗族自治县辅警招聘考试真题附答案详解(满分必刷)
- 世界艾滋病日健康讲座
- 2025-2026学年河南省天一大联考高一上学期9月月考历史试题
- 【数】综合与实践 最短路径问题课时1课件2025-2026学年八年级数学人教版2024上册
- 省级总代理合同协议范本2024
- 物业公司服务标准手册
- 爱情合同协议电子合同
评论
0/150
提交评论