



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、第四章 车削加工教学目的要求:教学目的要求: 了解车削加工的基本知识;掌握车床的主要结构;通过对CA6140车床的分析,掌握机床传动系统的分析方法;掌握车削加工方法;车削夹具的类型与设计;了解数控车床。主要教学内容:主要教学内容: 1、车削加工概述 2、车床的主要类型和组成 3、CA6140型普通卧式车床的结构 4、车削夹具教学重点、难点:教学重点、难点: 1、CA6140型车床的传动系统分析 2、CA6140型车床的主要结构教教 具:具: 现场参观CA6140、CK6140车床4.1 车削加工概述 1 1、概述、概述 车削加工是机械加工方法中应用最为广泛的方法之一,是加工轴类、盘类零件的主要
2、方法。应用车削加工方法可以加工各种回转体内外表面。如内外圆柱面、圆锥面圆锥面、成形回转面等。如图如图4-14-1;还可以利用特殊装置加工非圆表面。在机械制造中,车床占机床的总数的20%-35%,因此车削加工占有重要地位。 2 2、车床的运动:、车床的运动: 视频视频 主运动:工件的回转运动 进给运动:刀具的直线运动 3 3、车削加工精度:、车削加工精度: 一般为IT8IT7,表面粗糙度为6.31.6m。精车时可达IT6IT5,表面粗糙度可达0.40.1m。车削的生产率较高,切削过程比较平稳,刀具较简单。如表如表4-14-1 4 4、车削工艺系统:、车削工艺系统: 车床、车刀、车削夹具、工件组成
3、。5.5.车削加工工艺车削加工工艺 1.车削轴类零件:以外圆表面、端面为主,轴长大于径向尺寸 中间轴 视频1、 心轴 视频2 细长轴 视频3 2.车削盘类零件:以端面、外圆为,径向大于轴向尺寸 齿轮坯 视频1 平面槽 视频2 3.车削轮类零件:同上,有径向槽和端面槽 三角带轮 视频1、2 端盖 视频3 4.车削套类零件:以端面、内外圆为主 固定套 视频1 偏心套 视频2 5.车削螺纹:以螺旋面为 三角螺纹、梯形螺纹、管螺纹、方牙螺纹、内螺纹4.2 车 床一、车床的主要类型和组成一、车床的主要类型和组成1 1、车床的类型、车床的类型 卧式车床、立式车床、转塔车床、 仿形车床、 自动车床和半自动车
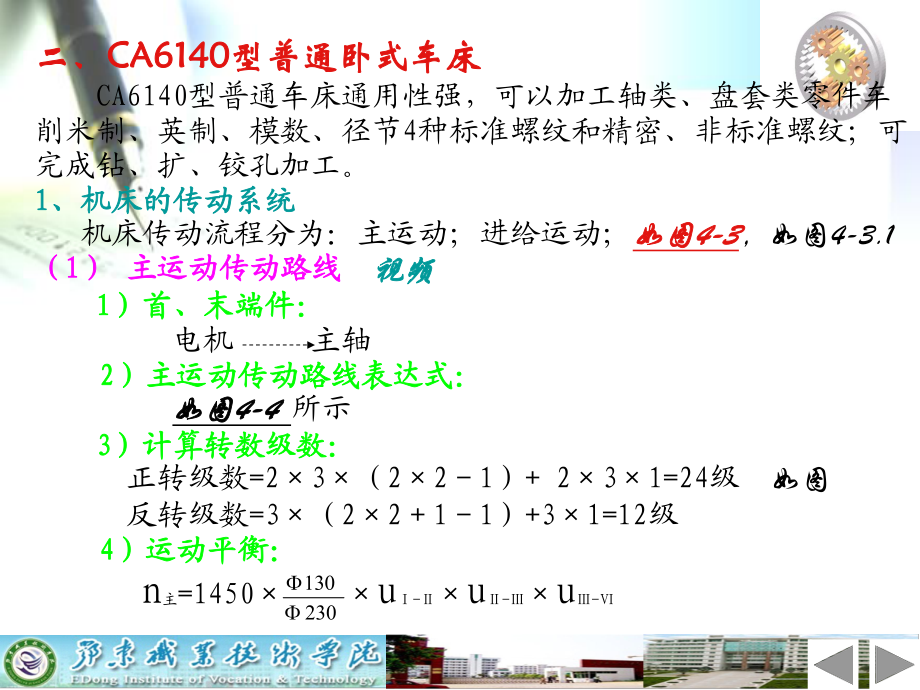
4、床、专门化车床。视频视频2 2 2 2、车床的组成、车床的组成 视频视频1 1 主轴箱:内装主传动系统,实现主运动。 床鞍和刀架:内装进给系统,实现刀架作直线运动。 尾座:可沿导轨纵向移动; 进给箱:内有进给系统,可用控制光杠或丝杠实现进给。 溜板箱:与拖板相连,实现纵横向进给运动。 床身:机床的基准件,起连接作用。二、二、CA6140CA6140型普通卧式车床型普通卧式车床 CA6140型普通车床通用性强,可以加工轴类、盘套类零件车削米制、英制、模数、径节4种标准螺纹和精密、非标准螺纹;可完成钻、扩、铰孔加工。1 1、机床的传动系统、机床的传动系统 机床传动流程分为:主运动;进给运动;如图如
5、图4-34-3,如图4-3.1(1 1) 主运动传动路线主运动传动路线 视频视频 1 1)首、末端件:)首、末端件: 电机 主轴 2 2)主运动传动路线表达式:)主运动传动路线表达式: 如图如图4-4 4-4 所示 3 3)计算转数级数:)计算转数级数: 正转级数=23(221)+ 231=24级 如图 反转级数=3(2211)+31=12级 4 4)运动平衡:)运动平衡: n主=1450 u-u-u-230130(2 2)螺纹车削传动链)螺纹车削传动链 视频视频 1)首末端件: 主轴 刀架 2)传动路线表达式:如图如图4-44-4 3)螺距、导程的换算关系如表如表4-24-2 3)运动平衡式
6、: 车削螺纹时,主轴与刀架之间必须保持严格的传动比关系即主轴每转一转,刀架应均匀地移动一个螺纹导程。其运动平衡式为: 1 1主轴主轴x xP P丝杠丝杠=P=P螺纹螺纹 如如flashflash 在十三轴与十四轴之间有在十三轴与十四轴之间有8 8种基本传动比:种基本传动比: 1=26/28=6.5/7 2=28/28=7/7 3=32/28=8/7 4=36/28=9/7 5=19/14=9.5/7 6=20/14=10/7 7=22/14=11/7 8=24/14=12/7 在十五与十七轴之间有在十五与十七轴之间有4 4种倍数传动比:种倍数传动比:135283528 212835451841
7、48153528 81481545184321倍倍倍倍uuuu、加工米制螺纹加工米制螺纹: 、加工模数螺纹:加工模数螺纹:、加工英制螺纹:加工英制螺纹:、加工径节螺纹:加工径节螺纹: 1主轴7ku基/u倍=DP 螺纹倍基主轴螺纹丝杠倍基主轴PuuPPuu712536362536257510010063333358581m4k)( /71122536362536259710010064333358581倍基主轴倍基uuuumkPmauukuuakPa)4/(71 122536175100100633333585814 .25倍基主轴倍基加工精密与非标准螺纹加工精密与非标准螺纹 在加工非标准螺纹和
8、精密螺纹时,可将M3、M4、M5全部啮合,主轴的运动经过挂轮后,由轴、十四轴、十七轴直接到丝杠,被加工螺纹的导程通过调整挂轮的传动比来实现,这时,传动路线缩短,传动误差减小,螺纹精度可以得到较大的提高。其运动平衡式为: 1主轴U挂12=P(3 3)进给运动传动链)进给运动传动链 在普通车削机动进给时,为避免丝杠过快磨损,刀具的进给是通过光杠传动。M5脱开,将十七的运动传到十九轴。其传动路线如图如图4-54-5。2 2、机床主要结构、机床主要结构 (1 1)主轴箱与主轴部件:)主轴箱与主轴部件:视频视频(如图如图4-64-6) a、在轴上采用卸荷式带轮,目的是减小轴的弯曲变形,提高传动精度;如图
9、如图4-74-7 b、利用轴上的双向片式摩擦离合器双向片式摩擦离合器(仿真)(仿真)与轴上的钢带制动器来实现主轴的起、停、制动、换向的控制。如图如图4-84-8。 c、主轴前端采用P5级精度的双列圆柱滚子轴承;后端采用推力轴承和角接触球轴承组合,确保承受轴向和径向力。图图4-94-9如图如图4-104-10 d、通过轴承内环与主轴在轴向的相对移动使内环产生弹性变形,以调整轴承的径向间隙。 e、主轴为一空心多阶梯轴,内孔用来通过棒料或卸顶尖,也可用来通过气、电、液夹紧机构。 f、主轴的前端孔为莫氏6号锥孔,用以安装顶尖或心轴。前端短锥法兰用于安装卡盘。 (2 2)床身及导轨)床身及导轨 床身是机
10、床的基础件,要求工艺性好,还要有足够的强度且刚性好,采用铸铁件。如图如图4-124-12(3 3)操纵机构)操纵机构:如下图:起、停转,可实现正反转。 (仿真)(仿真)4)变速操纵机构变速操纵机构 集中操纵机构,分别操纵轴上的双联滑移齿轮和轴上的三联滑移齿轮(仿真图1/图2。) 5 5)溜板箱)溜板箱 功用:将进给运动或快速移动由进给箱或快速移动电动机传给溜板和刀架, 使刀架实现,纵、横向和正、反向机动走刀或快速移动。开合螺母合上,与丝杠相啮合,实现加工螺纹的进给反之,开合螺母开合螺母分开,实现纵向、横向机动进给或快速移动。纵、横向操纵机构纵、横向操纵机构 6 6)安全离合器安全离合器 作用:
11、机床过载或发生事故时,为防止机床损坏而自动断开,起安全保护作用。当载荷消失后,可自动恢复正常工作。 ( (动画动画) )图 开合螺母机构(CA6140) 6手柄 7轴 24支承套 25下半螺母 26上半螺母 27圆销 28槽盘三、三、AD25AD25型数控车床型数控车床1、性能简介:、性能简介: 该机床车削直径是360mm,最大长度530mm、主轴转速35至3500r/min无级变速,刀塔有10把刀具。2、主要机械结构:、主要机械结构: (1)主轴箱:传动系统简化,前后采用高精度角接触球轴承与双列圆柱滚子轴承组合使用,主轴箱采用封闭式强制润滑。 (2)床身部件:采用了45倾斜式铸铁床身,有利于
12、排屑。 (3)电动刀架:它是车床的主要部件之一,它可以实现自动换刀,其换刀的动作松开分度预定位精定位夹紧。 (4)后拖板:刀架安装在后拖板上,由后拖板带动,作Z向和X向进给运动,由于后拖板安装在斜上方,加工时横向切削抗力与刀架拖板的自重力抵消,减小了横向进给的伺服电机的负荷有利于保持机床的精度。 4.3 4.3 车刀车刀车刀是金属加工切削中应用最广的刀具,其性能取决于刀具的材料、结构和几何参数。刀具性能的优劣对车削加工的质量、生产率有决定性的影响1 1、车刀分类、车刀分类(1)按车刀结构分: 整体车刀、焊接车刀、机夹车刀、可转位车刀(2)按刀具材料分: 高速钢车刀、硬质合金车刀、陶瓷车刀、金刚
13、石车刀(3)按用途分: 外圆车刀、端面车刀、切断刀、螺纹车刀等如图4-13。2 2、整体式高速钢车刀、整体式高速钢车刀 刃磨方便、可以刃磨得很锋利,成形容易,尤其适宜于刃磨各种刃形的成形车刀,适宜于低速精车。3 3、硬质合金焊接式车刀、硬质合金焊接式车刀 其优点是:结构简单,制造刃磨方便,刀具刚度好,抗振性能强,适用灵活。其缺点是切削性能受工人的刃磨技术水平和焊接质量的影响,刀杆不能重复利用。4 4、可转位车刀、可转位车刀 (1)特点:刀具几何参数由刀片和刀片槽保证,不需要刃磨,切削性能稳定,适用于批量生产和数控车床使用。 (2)刀片形状:见表表4-34-3 (3)可转位车刀的结构如图如图4-
14、144-145 5、成形车刀、成形车刀 是加工回转体成形表面的专用刀具。其刃形根据零件表面的廓形进行设计。工件的廓形取决于刀刃的形状,质量稳定,不受工人技术水平的影响。常见类型有:平体、圆体、棱体、切向成形车刀如图如图4-154-15。 4.4 4.4 车削夹具车削夹具 车床夹具是用于保证被加工零件在车床上与刀具之间相对正确位置的专用工艺装备。一、车削夹具的分类与用途一、车削夹具的分类与用途 视频视频 分类:通用夹具、专用夹具、组合夹具 通用夹具有:三爪、四爪卡盘、顶尖、中心架、鸡心夹等 用途:保证被加工工件与刀具之间相对正确位置。二、典型车削夹具二、典型车削夹具 1.1.组成组成:夹具体、定
15、位元件、夹紧装置和辅助装置。 2.2.典型车削夹具典型车削夹具 视频视频 定心式夹具:一般适用于回转体表面定位的零件。 角铁式夹具:非回转体零件的加工如壳体、支座等如图如图4-164-16 自动车削夹具:常见气动、液压卡盘等如图如图4-174-17 组合夹具:如图如图4-184-18 3. 3.车削夹具的技术要求车削夹具的技术要求 定位元件表面对夹具回转轴线或找正圆环面的圆跳动; 定位零件表面对顶尖或者锥柄轴线的圆跳动; 定位元件表面对夹具安装基面的垂直度或者平行度; 定位元件表面间的垂直度或平行度; 定位元件的轴线相对夹具轴线的对称度;习题与思考题:习题与思考题: 1、简述普通车床的组成,各
16、部分的作用是什么? 2、在CA6140型车床上车削导程P=16mm的米制螺纹时,写出其传动路线,并计算主运动的最高和最低转速? 3、车削夹具的类型与组成? 4、设计车削夹具时应注意哪些技术要求?卧式车床加工的典型表面卧式车床加工的典型表面 卧式车床加工的典型表面卧式车床加工的典型表面 卧式车床加工的典型表面卧式车床加工的典型表面 精度项目精度项目普通车床普通车床精密车床精密车床高精密车床高精密车床外圆圆度外圆圆度0.010.00350.0014外圆圆柱度外圆圆柱度0.01/1000.005/1000.0018/100端面平面度端面平面度0.02/2000.0085/2000.0035/200螺
17、纹螺距精度螺纹螺距精度0.06/6000.018/3000.007/300外圆粗糙度外圆粗糙度Ra/umRa/um2.51.251.250.320.320.02表4.1 车削加工的主要精度技术指标进给箱床腿图图4-3 机床传动流程图机床传动流程图图4-4 主运动传动链14001120900710560500450400320250200160125100806350403225201612.510145022/5830/5039/41130/23051/4356/3839/4163/5026/5820/8020/8051/50电电 图图4.3 CA61404.3 CA6140主运动传动链转速图
18、主运动传动链转速图图图4-4 4-4 加工螺纹的传动路线加工螺纹的传动路线主轴至车螺纹路径主轴至车螺纹路径 (刀架向左移动) 图4-5 普通机动进给路线螺纹种类螺纹种类螺距参数螺距参数螺距螺距/mm/mm导程导程/mm/mm米 制螺距T/mmTP=KT模数制模数m/mmTm=mPm=kTm=km英 制每英寸牙a/(牙in-1)Ta=25.4/aPa=kTa=25.4k/a径节制径节DP/ (牙in-1)TDP=25.4/DPPDP=kTDP=25.4k/DP表4-2 螺距、导程换算关系图图4-6 CA61404-6 CA6140主轴箱展开图主轴箱展开图图图4-7 4-7 卸荷套结构示意图卸荷套结构示意图卸荷路径: F径向(皮带轮2)-螺钉花键套1深沟球轴承法兰3箱体41-花键套2-皮带轮3-法兰4-箱体1-拨叉;2-曲柄;3-凸轮;4-轴;5-杠杆;6-拨叉CA6140 (溜板箱(溜板箱 )纵、横向机动进给操纵机构纵、横向机动进给操纵机构 1 1、66手柄手柄 2 2、2121销轴销轴 33手柄座手柄座 4 4、99球头销球头销 5 5、7 7、2323轴轴 88弹簧销弹簧销 1010、1515拨叉拨叉轴轴1111、2020杠杆杠杆 1212连杆连杆 1313、2222凸轮凸轮 1414、1818、1919圆销圆销 1616、1717拨叉拨叉纵、横向操纵机构纵、
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2022年商洛市归国华侨联合会公益性岗位招聘考试试卷及答案解析
- 2023年长沙市卫生健康委员会直属事业单位招聘考核考试真题及答案
- 2022年湖南邵阳北塔区事业单位招聘考试试卷及答案解析
- 上海落户身份证办理流程
- 附件6专业群-课件-12患病老年人心理问题护理
- 苯二氮卓类抗焦虑药
- 残疾人体育简介
- 儿童中后期的身体发展-注意力缺失多动障碍
- 脂类代谢第十章生物化学
- 药理学-解热镇痛抗炎药
- 湘美版高中美术《从传统到现代》课件1
- 江苏师范大学成人继续教育网络课程《英语》单元测试及参考答案
- 读书分享读书交流会 《球状闪电》刘慈欣科幻小说读书分享
- 化学示踪剂监测技术
- 供配电技术教案
- 正安辅警考试基础题库2022
- 【茶道】宋代点茶道详解
- 鼎捷T100-V1.0-成本管理用户手册-简体
- 汉唐风格橘子洲·民俗园寻梦游园会主题市集活动策划方案
- 统编人教部编版六年级下册道德与法治第一二单元检测试卷
- 山东省德州市德州运河经济开发区2022-2023学年四年级下学期期中数学试卷
评论
0/150
提交评论